Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Remaining Life Assessment For Boiler Tubes AffecteDocument17 pagesRemaining Life Assessment For Boiler Tubes AffectePrimawati RahmaniyahPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Sciencedirect: Remaining Useful Life Assessment and Its Application in The Decision For RemanufacturingDocument6 pagesSciencedirect: Remaining Useful Life Assessment and Its Application in The Decision For RemanufacturingPrimawati RahmaniyahPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- A Failure Analysis and Remaining Life AsDocument6 pagesA Failure Analysis and Remaining Life AsPrimawati RahmaniyahPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Swaminathan 2008Document13 pagesSwaminathan 2008Primawati RahmaniyahPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Icrostructural and Mechanical Characterization of Postweld Heat-Treated Thermite Weld in RailsDocument8 pagesIcrostructural and Mechanical Characterization of Postweld Heat-Treated Thermite Weld in RailsPrimawati RahmaniyahPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- 5 Am CoverformeltprotectionDocument27 pages5 Am CoverformeltprotectionPrimawati RahmaniyahPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Dokumen - Tips X Ray Fluorescence Analysis Xrfnewucjinrruimgsectionsfileproject X RayDocument4 pagesDokumen - Tips X Ray Fluorescence Analysis Xrfnewucjinrruimgsectionsfileproject X RayPrimawati RahmaniyahPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Excimer Laser Used As Materials Characterization Tool: Sulphide Inclusion Printing SteelDocument8 pagesExcimer Laser Used As Materials Characterization Tool: Sulphide Inclusion Printing SteelPrimawati RahmaniyahPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Homma 2011Document11 pagesHomma 2011Primawati RahmaniyahPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Optimization of MN Content For High Strengths in HDocument8 pagesOptimization of MN Content For High Strengths in HPrimawati RahmaniyahPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Professor Dr. Boris K. Vainsthein Auth. Fundamentals of Crystals Symmetry, and Methods of Structural Crystallography PDFDocument502 pagesProfessor Dr. Boris K. Vainsthein Auth. Fundamentals of Crystals Symmetry, and Methods of Structural Crystallography PDFPrimawati RahmaniyahPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Publication 3 2240 1037Document9 pagesPublication 3 2240 1037Primawati RahmaniyahPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Boron-Based Refiners Advantages in Semi-Solid-MetalDocument8 pagesBoron-Based Refiners Advantages in Semi-Solid-MetalPrimawati RahmaniyahPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Jurnal FerografiDocument6 pagesJurnal FerografiPrimawati RahmaniyahPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Laser-Based Non-Destructive Testing Techniques For The Ultrasonic Characterization of Subsurface FlawsDocument7 pagesLaser-Based Non-Destructive Testing Techniques For The Ultrasonic Characterization of Subsurface FlawsPrimawati RahmaniyahPas encore d'évaluation
- Homogeneous NucleationDocument18 pagesHomogeneous NucleationPrimawati RahmaniyahPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Solution SetDocument4 pagesSolution SetPrimawati RahmaniyahPas encore d'évaluation
- Concept of Strain Hardening and Effects of Mechanical WorkingDocument4 pagesConcept of Strain Hardening and Effects of Mechanical WorkingPrimawati RahmaniyahPas encore d'évaluation
- OpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSDocument42 pagesOpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSAngelaPas encore d'évaluation
- Microbial Communities From Arid Environments On A Global Scale. A Systematic ReviewDocument12 pagesMicrobial Communities From Arid Environments On A Global Scale. A Systematic ReviewAnnaPas encore d'évaluation
- BS7-Touch Screen PanelDocument96 pagesBS7-Touch Screen PanelEduardo Diaz Pichardo100% (1)
- Vicat Apparatus PrimoDocument10 pagesVicat Apparatus PrimoMoreno, Leanne B.Pas encore d'évaluation
- Human Rights Law - Yasin vs. Hon. Judge Sharia CourtDocument7 pagesHuman Rights Law - Yasin vs. Hon. Judge Sharia CourtElixirLanganlanganPas encore d'évaluation
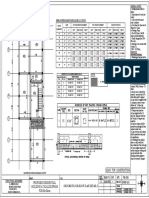
- G.f.roof Beam & Slab DetailDocument1 pageG.f.roof Beam & Slab Detailahmad anasPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Full Bridge Phase Shift ConverterDocument21 pagesFull Bridge Phase Shift ConverterMukul ChoudhuryPas encore d'évaluation
- The Integration of Technology Into Pharmacy Education and PracticeDocument6 pagesThe Integration of Technology Into Pharmacy Education and PracticeAjit ThoratPas encore d'évaluation
- Crime Free Lease AddendumDocument1 pageCrime Free Lease AddendumjmtmanagementPas encore d'évaluation
- Macroscopic Physics Chemistry HW #1Document11 pagesMacroscopic Physics Chemistry HW #1Akash ModyPas encore d'évaluation
- Factory OverheadDocument2 pagesFactory OverheadKeanna Denise GonzalesPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Week 1 Seismic WavesDocument30 pagesWeek 1 Seismic WavesvriannaPas encore d'évaluation
- R633199 PDFDocument1 pageR633199 PDFChirag RohitPas encore d'évaluation
- Laws and Regulation Related To FoodDocument33 pagesLaws and Regulation Related To FoodDr. Satish JangraPas encore d'évaluation
- Sindh Rescue 1122 Test Sample PapersDocument12 pagesSindh Rescue 1122 Test Sample PapersMAANJONY100% (1)
- 51 - Methemoglobin ProducersDocument20 pages51 - Methemoglobin ProducersCabinet VeterinarPas encore d'évaluation
- Practice Problems Mat Bal With RXNDocument4 pagesPractice Problems Mat Bal With RXNRugi Vicente RubiPas encore d'évaluation
- Social Connectedness and Role of HopelessnessDocument8 pagesSocial Connectedness and Role of HopelessnessEmman CabiilanPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Reference Document GOIDocument2 pagesReference Document GOIPranav BadrakiaPas encore d'évaluation
- ME-317 Internal Combustion Engines - TurbochargingDocument21 pagesME-317 Internal Combustion Engines - TurbochargingHamzaJavedPas encore d'évaluation
- Capacity Requirement PlanningDocument17 pagesCapacity Requirement PlanningvamsibuPas encore d'évaluation
- Quality Assurance Kamera GammaDocument43 pagesQuality Assurance Kamera GammawiendaintanPas encore d'évaluation
- Soil Chapter 3Document67 pagesSoil Chapter 3Jethrone MichealaPas encore d'évaluation
- 4th Summative Science 6Document2 pages4th Summative Science 6brian blase dumosdosPas encore d'évaluation
- Ajr.09.2772 Grading Neuroforaminal StenosisDocument4 pagesAjr.09.2772 Grading Neuroforaminal StenosisOscar NogueraPas encore d'évaluation
- II092 - Horiz & Vert ULSs With Serial InputsDocument4 pagesII092 - Horiz & Vert ULSs With Serial InputsJibjab7Pas encore d'évaluation
- Quinta RuedaDocument20 pagesQuinta RuedaArturo RengifoPas encore d'évaluation
- Userguide SW-MC V2 2015-W45 EN S034308Document131 pagesUserguide SW-MC V2 2015-W45 EN S034308RenePas encore d'évaluation
- Post Traumatic Stress DisorderDocument2 pagesPost Traumatic Stress Disorderapi-188978784100% (1)
- UIP ResumeDocument1 pageUIP ResumeannabellauwinezaPas encore d'évaluation
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsD'EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsPas encore d'évaluation