Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Storage of High Volatile CoalDocument2 pagesThe Storage of High Volatile CoalcoalspotPas encore d'évaluation
- Physical Metallurgy-18 Heat Treatment of SteelDocument7 pagesPhysical Metallurgy-18 Heat Treatment of SteelDSGPas encore d'évaluation
- DSR Aor For Wet Riser and Sprinkler System 2019Document110 pagesDSR Aor For Wet Riser and Sprinkler System 2019Sambit Pattanaik50% (2)
- EPRI Materials Degradation - Aging 2008 - P041.01Document44 pagesEPRI Materials Degradation - Aging 2008 - P041.01DSGPas encore d'évaluation
- Blow Down Calculation For BoilerDocument3 pagesBlow Down Calculation For BoilerCarla RodriguesPas encore d'évaluation
- Science From 2-Chapter5Document21 pagesScience From 2-Chapter5Kalvin Ng Chong YuPas encore d'évaluation
- How To Use This Severity Chart: Example Fan 625 Um (25 Mils)Document2 pagesHow To Use This Severity Chart: Example Fan 625 Um (25 Mils)Aminul Haque SaikiaPas encore d'évaluation
- Novajet: Multipurpose Self-Adhesive LabelsDocument1 pageNovajet: Multipurpose Self-Adhesive LabelsKartik Maheshwari HolaniPas encore d'évaluation
- Running Hrs of Tungsten Carbide Grinding RollerDocument1 pageRunning Hrs of Tungsten Carbide Grinding RollerDSGPas encore d'évaluation
- Hunting Problems On Ind Drive TurbinesDocument3 pagesHunting Problems On Ind Drive TurbinesDSGPas encore d'évaluation
- Assignment 1 Mech 321 Properties and Failure of Materials Jan 2009Document2 pagesAssignment 1 Mech 321 Properties and Failure of Materials Jan 2009DSGPas encore d'évaluation
- L18 Lecture 18 Wear 1 PDFDocument6 pagesL18 Lecture 18 Wear 1 PDFDSGPas encore d'évaluation
- Chapter Outline:: Heat Treatment (And Temperature)Document24 pagesChapter Outline:: Heat Treatment (And Temperature)DSGPas encore d'évaluation
- @ M/S.N.R.Agarwal Industries LTD Unit 3&4, Gidc, Phase-3, Vapi, GujratDocument28 pages@ M/S.N.R.Agarwal Industries LTD Unit 3&4, Gidc, Phase-3, Vapi, GujratDSGPas encore d'évaluation
- TATA Power Scaffold Safety StandardDocument7 pagesTATA Power Scaffold Safety StandardDSG100% (1)
- SS - PR - PWR - PRB Guidelines P-Rod PicsDocument47 pagesSS - PR - PWR - PRB Guidelines P-Rod PicsDSGPas encore d'évaluation
- 3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDocument15 pages3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDSGPas encore d'évaluation
- Running Hrs of Tungsten Carbide Grinding RollerDocument1 pageRunning Hrs of Tungsten Carbide Grinding RollerDSGPas encore d'évaluation
- Fighting Fire With CO: by Dominique Dieken, P.E., Starr Technical Risks Agency IncDocument6 pagesFighting Fire With CO: by Dominique Dieken, P.E., Starr Technical Risks Agency IncDSGPas encore d'évaluation
- Boiler Plant Mechanical EquipmentDocument52 pagesBoiler Plant Mechanical EquipmentAriyandiPas encore d'évaluation
- Cladding Technology Processes and ImagesDocument7 pagesCladding Technology Processes and ImagesDSGPas encore d'évaluation
- Bowl Mill Study 1Document10 pagesBowl Mill Study 1DSG100% (1)
- SKF BRGDocument22 pagesSKF BRGVijeth99Pas encore d'évaluation
- Technofit Technofit: Geeco Seminar Geeco SeminarDocument12 pagesTechnofit Technofit: Geeco Seminar Geeco SeminarDSGPas encore d'évaluation
- Application of KKSDocument18 pagesApplication of KKSrawatbs2020Pas encore d'évaluation
- Performance Improvement by Expert ConsultancyDocument19 pagesPerformance Improvement by Expert ConsultancyDSGPas encore d'évaluation
- Installation and Maintenance of SwitchgearDocument12 pagesInstallation and Maintenance of SwitchgearcharzreePas encore d'évaluation
- Technical Report On Electrostatic Precipitator: Geeco Enercon PVT LTD Tiruchirapalli - 620015 IndiaDocument21 pagesTechnical Report On Electrostatic Precipitator: Geeco Enercon PVT LTD Tiruchirapalli - 620015 IndiaDSGPas encore d'évaluation
- FAG Bearing SuffixesDocument4 pagesFAG Bearing SuffixesDSGPas encore d'évaluation
- Battery Charger Manual - HBL PDFDocument12 pagesBattery Charger Manual - HBL PDFDSG0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Centrifugal PumpDocument56 pagesCentrifugal Pumpchandraa2208Pas encore d'évaluation
- "Part - I - General Central Services Group B'Document13 pages"Part - I - General Central Services Group B'NarayanaPas encore d'évaluation
- Technical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaDocument6 pagesTechnical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaBash MatPas encore d'évaluation
- Harbor GlenDocument31 pagesHarbor GlenElvis Felix fernandesPas encore d'évaluation
- Slum FinalDocument46 pagesSlum FinalSanghita Bhowmick83% (6)
- LiftingLugStress Rev 1.5Document17 pagesLiftingLugStress Rev 1.5mohdshakir bahariPas encore d'évaluation
- CND - Clinical Round ChecklistDocument2 pagesCND - Clinical Round ChecklistMona Ismail AlsomaliPas encore d'évaluation
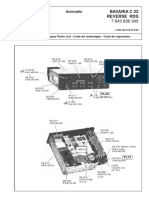
- Bavaria Reverse RdsDocument15 pagesBavaria Reverse RdsDušan JovanovićPas encore d'évaluation
- Analysis Procedure K2co3 PDFDocument3 pagesAnalysis Procedure K2co3 PDFPiyush PatelPas encore d'évaluation
- Reviewer in Hairdressing (From Mastery Test)Document7 pagesReviewer in Hairdressing (From Mastery Test)peanut nutterPas encore d'évaluation
- Hydraulics - Civil Engineering Questions and Answers Page 3Document6 pagesHydraulics - Civil Engineering Questions and Answers Page 3umairPas encore d'évaluation
- FMS 2009 Question Paper and Answer KeyDocument6 pagesFMS 2009 Question Paper and Answer KeyHarish PotterPas encore d'évaluation
- Q45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetDocument8 pagesQ45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetMohammad IsmailPas encore d'évaluation
- Spirex": Onepiece Spiral Flexible CouplingDocument1 pageSpirex": Onepiece Spiral Flexible CouplingHazim HazimPas encore d'évaluation
- Supriya 113418799Document4 pagesSupriya 113418799Kewl JstPas encore d'évaluation
- Single Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsDocument44 pagesSingle Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsarunPas encore d'évaluation
- Cramkshaft Main Bearimg InstallDocument5 pagesCramkshaft Main Bearimg InstallNimPas encore d'évaluation
- Types of Processors and RAM'sDocument26 pagesTypes of Processors and RAM'sSneha NairPas encore d'évaluation
- Uk Fat 2017Document178 pagesUk Fat 2017Christopher J MillsPas encore d'évaluation
- Lab 3 SST 4303Document5 pagesLab 3 SST 4303Muazrul MangsorPas encore d'évaluation
- Operating Instructions: MCA 122 Modbus TCPDocument46 pagesOperating Instructions: MCA 122 Modbus TCPnefertiti551Pas encore d'évaluation
- Kill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualDocument7 pagesKill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualGourav RanaPas encore d'évaluation
- Soccer Field Lighting DesignDocument22 pagesSoccer Field Lighting DesigndevakaPas encore d'évaluation
- D Praveen Kumar ChaubeyDocument2 pagesD Praveen Kumar ChaubeyyouvsyouPas encore d'évaluation
- AC ResumeDocument2 pagesAC Resumesampaguita_r7166Pas encore d'évaluation
- SG-05 Safety Guideline For Illumination at WorkplaceDocument5 pagesSG-05 Safety Guideline For Illumination at WorkplacebsrchandruPas encore d'évaluation
- TDA1517Document15 pagesTDA1517Dave ManakisPas encore d'évaluation
- PDS HEMPATEX ENAMEL 56360 en-GB PDFDocument2 pagesPDS HEMPATEX ENAMEL 56360 en-GB PDFMohamed ChelfatPas encore d'évaluation
- Formulation of Immediate Release Dosage Form of Ranitidine HCL Tabletsusing HPMC and Starch Acetate Film FormerDocument11 pagesFormulation of Immediate Release Dosage Form of Ranitidine HCL Tabletsusing HPMC and Starch Acetate Film Formersunaina agarwalPas encore d'évaluation
- 04 Rociador Tyco K11.2 SRDocument6 pages04 Rociador Tyco K11.2 SRRuben Saucedo JacomePas encore d'évaluation