Vous aimerez peut-être aussi
- CH 04Document52 pagesCH 04Ng Heng Lim83% (12)
- Guide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pDocument1 117 pagesGuide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pcgingenieros94% (31)
- Earth's Curvature and Atmospheric RefractionDocument11 pagesEarth's Curvature and Atmospheric RefractionCharles Carpo67% (3)
- SSTC Steel Building Inspection Seminars - Spring 2012Document10 pagesSSTC Steel Building Inspection Seminars - Spring 2012greatsteelPas encore d'évaluation
- Pre-Fabricated Bridge - MSTDocument12 pagesPre-Fabricated Bridge - MSTwafikmh4Pas encore d'évaluation
- SG Unit5ProgressCheckMCQ 63fef7ced0bdc3 63fef7d161ce34 78914659 PDFDocument22 pagesSG Unit5ProgressCheckMCQ 63fef7ced0bdc3 63fef7d161ce34 78914659 PDFQamariya AlbadiPas encore d'évaluation
- TextDocument6 pagesTextRisyane Yoandira AgnesaPas encore d'évaluation
- Flexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForDocument4 pagesFlexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForPyone Ei ZinPas encore d'évaluation
- The Van de Graaff GeneratorDocument3 pagesThe Van de Graaff Generatorเจียนคาร์โล การ์เซียPas encore d'évaluation
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysD'EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysPas encore d'évaluation
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDocument9 pagesJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfPas encore d'évaluation
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்Pas encore d'évaluation
- SpliceDocument17 pagesSpliceSh MNPas encore d'évaluation
- Weld Profiles - AWS D1.1 D1.1M-2010Document1 pageWeld Profiles - AWS D1.1 D1.1M-2010gigiphiPas encore d'évaluation
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDocument13 pagesUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanPas encore d'évaluation
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- DS Prestress HBDocument28 pagesDS Prestress HBBrian James MarzanPas encore d'évaluation
- Working Drawing and Welding SymbolsDocument21 pagesWorking Drawing and Welding SymbolssarathPas encore d'évaluation
- Welded Joint Design and ProductionDocument116 pagesWelded Joint Design and ProductionGilbertoUGOPas encore d'évaluation
- Catalago Pernos Stud PDFDocument2 pagesCatalago Pernos Stud PDFErick German Fuentes PollicardoPas encore d'évaluation
- Errata - D1 4-D1 4M-2011 PDFDocument3 pagesErrata - D1 4-D1 4M-2011 PDFecaph244100% (1)
- SWD-CSA-A23.3-04 Shear Wall Design ManualDocument82 pagesSWD-CSA-A23.3-04 Shear Wall Design ManualYohan LimPas encore d'évaluation
- Hollow Structural Sections Column Load TablesDocument128 pagesHollow Structural Sections Column Load TablesPedro PereiraPas encore d'évaluation
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiPas encore d'évaluation
- Projection WeldDocument20 pagesProjection WeldCebrac ItatibaPas encore d'évaluation
- Fabrication and Erection MSDocument6 pagesFabrication and Erection MSShrikant BudholiaPas encore d'évaluation
- Aspects of Connection in Steel FramesDocument50 pagesAspects of Connection in Steel FramesChai Weng100% (2)
- Nelson Stud Welding - CJL Reduced Base StudsDocument1 pageNelson Stud Welding - CJL Reduced Base StudsStefan IonitaPas encore d'évaluation
- Arc Welding - Calculator ChartDocument3 pagesArc Welding - Calculator ChartDr. Ladeesh V GopinathPas encore d'évaluation
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LDocument2 pagesHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovPas encore d'évaluation
- GM TCL 1 2F - WebExampleDocument1 pageGM TCL 1 2F - WebExamplesuronocaturatmojoPas encore d'évaluation
- Limit State of ServiceabilityDocument17 pagesLimit State of ServiceabilityRadhikaPas encore d'évaluation
- Chapter 5CDocument6 pagesChapter 5Cnishant361Pas encore d'évaluation
- How To Prevent Control Welding DistortionDocument2 pagesHow To Prevent Control Welding DistortionNilesh DalviPas encore d'évaluation
- HDG Datasheet 4a - Specifying Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 4a - Specifying Hot Dip Galvanized SteelCheah Hon KeongPas encore d'évaluation
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14Pas encore d'évaluation
- Steel Tables of Dimensions and Section PropertiesDocument54 pagesSteel Tables of Dimensions and Section PropertiesaaismailPas encore d'évaluation
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacPas encore d'évaluation
- Is Standard ListDocument5 pagesIs Standard ListbalramkinagePas encore d'évaluation
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewPas encore d'évaluation
- Structural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)Document10 pagesStructural Calculation For Directly Welded Flange FR Moment Connection (Beam-To-Column Flange)danieldumapitPas encore d'évaluation
- M Selvam Fabrication SupervisorDocument4 pagesM Selvam Fabrication SupervisornaguPas encore d'évaluation
- Introduction in Steel DesignDocument18 pagesIntroduction in Steel DesignJade Carillo100% (1)
- Unit 1 Introduction and BOLTED CONNECTIONS PDFDocument38 pagesUnit 1 Introduction and BOLTED CONNECTIONS PDFmoondonoo7Pas encore d'évaluation
- Welding Connection 2Document55 pagesWelding Connection 2dinu69inPas encore d'évaluation
- Steel Sections: Submitted By-Ankit Gupta Aniruddh Babbar Dipanshu GuptaDocument13 pagesSteel Sections: Submitted By-Ankit Gupta Aniruddh Babbar Dipanshu GuptaAnirudh BabbarPas encore d'évaluation
- Welding PositionsDocument2 pagesWelding PositionsSteve Cowan100% (1)
- American Institute of Steel ConstructionDocument7 pagesAmerican Institute of Steel ConstructionsojeckPas encore d'évaluation
- Ssec Tip 101Document24 pagesSsec Tip 101Amjad PervazPas encore d'évaluation
- Structural Steel Framing SolutionsDocument17 pagesStructural Steel Framing Solutionsuhu_plus6482Pas encore d'évaluation
- E26.To2 Steel PDFDocument10 pagesE26.To2 Steel PDFAmolsingh100Pas encore d'évaluation
- Fabrication of Abrasive Belt GrinderDocument2 pagesFabrication of Abrasive Belt GrinderUNITED CADDPas encore d'évaluation
- Welding R1Document49 pagesWelding R1proxywarPas encore d'évaluation
- L - 02 Analysis and Design of One-Way Slab Systems (Part-I) - 2 PDFDocument42 pagesL - 02 Analysis and Design of One-Way Slab Systems (Part-I) - 2 PDFMalik BilalPas encore d'évaluation
- Aisc Ansi - Aisc360-05 To 1999 LRFD ComparisonDocument24 pagesAisc Ansi - Aisc360-05 To 1999 LRFD ComparisonErik TrigosoPas encore d'évaluation
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocument12 pagesSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalPas encore d'évaluation
- Presentation 1PRESENTATIONDocument21 pagesPresentation 1PRESENTATIONsourajpatelPas encore d'évaluation
- Effect of Heat InputDocument9 pagesEffect of Heat InputshrikantajitPas encore d'évaluation
- Team Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDocument3 pagesTeam Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDeepankar ChoudhuryPas encore d'évaluation
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1Pas encore d'évaluation
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- Chapter 22 Welding Joint Design and SYMBOLSDocument67 pagesChapter 22 Welding Joint Design and SYMBOLSRiddhi SarvaiyaPas encore d'évaluation
- The Iron Puddler My life in the rolling mills and what came of itD'EverandThe Iron Puddler My life in the rolling mills and what came of itPas encore d'évaluation
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyD'EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyÉvaluation : 4 sur 5 étoiles4/5 (1)
- Effective Lengths For Laterally Unbraced Compression Flanges of CDocument3 pagesEffective Lengths For Laterally Unbraced Compression Flanges of CGPas encore d'évaluation
- Jerry Palm Gf0Document1 pageJerry Palm Gf0GPas encore d'évaluation
- 33 13FDocument86 pages33 13FGPas encore d'évaluation
- SECTION 02316 Fill and Backfill Part 1 - General 1.1 Section IncludesDocument5 pagesSECTION 02316 Fill and Backfill Part 1 - General 1.1 Section IncludesGPas encore d'évaluation
- Weld PDFDocument7 pagesWeld PDFGPas encore d'évaluation
- Uplift Capacity of Belled and Multi-Belled Piles in Dense SandDocument14 pagesUplift Capacity of Belled and Multi-Belled Piles in Dense SandGPas encore d'évaluation
- Pile Supported Foundation (Pile Cap) Analysis Design ACI318 14 PDFDocument34 pagesPile Supported Foundation (Pile Cap) Analysis Design ACI318 14 PDFG100% (1)
- Pullout Capacity of Block Anchor in Unsaturated SaDocument13 pagesPullout Capacity of Block Anchor in Unsaturated SaGPas encore d'évaluation
- Plan View Section A-A Scale: N.T.S.: NAUBU-1-8737-D-16605Document1 pagePlan View Section A-A Scale: N.T.S.: NAUBU-1-8737-D-16605GPas encore d'évaluation
- Ch#17 Physics XiiDocument16 pagesCh#17 Physics Xiinoor deenPas encore d'évaluation
- Glucopon 425 NHH TI enDocument4 pagesGlucopon 425 NHH TI enledude21Pas encore d'évaluation
- Iitk Eso202Document5 pagesIitk Eso202Shubham ShuklaPas encore d'évaluation
- A Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessDocument9 pagesA Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessArik AprilliyantoPas encore d'évaluation
- Corrosion Properties of 2219Document100 pagesCorrosion Properties of 2219Maaz ZafarPas encore d'évaluation
- Practice Problems: Unit 6E Standing Waves and ResonanceDocument3 pagesPractice Problems: Unit 6E Standing Waves and ResonanceBRXZZERSPas encore d'évaluation
- Considerations For The Weldability of Types 304L and 316L Stainless SteelDocument8 pagesConsiderations For The Weldability of Types 304L and 316L Stainless Steelluisgonzalezf95Pas encore d'évaluation
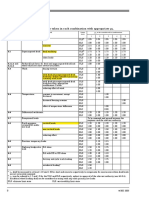
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDocument2 pagesTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniPas encore d'évaluation
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANPas encore d'évaluation
- Presentation NanofluidDocument23 pagesPresentation NanofluidnitaichePas encore d'évaluation
- Design, Full-Scale Testing and CE Certification of Anti-Seismic Devices According To The New European Norm EN 15129: Elastomeric IsolatorsDocument9 pagesDesign, Full-Scale Testing and CE Certification of Anti-Seismic Devices According To The New European Norm EN 15129: Elastomeric IsolatorsSara MarouchePas encore d'évaluation
- Sootblowing Sequence & TroubleshootingDocument4 pagesSootblowing Sequence & TroubleshootingJunaid BaigPas encore d'évaluation
- 00792503Document7 pages00792503vrixscribdPas encore d'évaluation
- Reversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiDocument15 pagesReversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiNilesh Patil100% (1)
- Syllabus: M. Tech. Energy Management (Regular)Document28 pagesSyllabus: M. Tech. Energy Management (Regular)Digvijay SinghPas encore d'évaluation
- Understanding Neutron Radiography Post Exam Reading IX-ADocument231 pagesUnderstanding Neutron Radiography Post Exam Reading IX-ACharlie Chong100% (3)
- r20 - Me - II Year SyllabusDocument43 pagesr20 - Me - II Year Syllabusdurga Prasad amuduriPas encore d'évaluation
- The Discovery of Schumann Resonance: CapacitorsDocument5 pagesThe Discovery of Schumann Resonance: Capacitorssagor sagorPas encore d'évaluation
- Optical Materials: M. Aslam Manthrammel, Mohd. Shkir, Mohd Anis, S.S. Shaikh, H. Elhosiny Ali, S. AlfaifyDocument7 pagesOptical Materials: M. Aslam Manthrammel, Mohd. Shkir, Mohd Anis, S.S. Shaikh, H. Elhosiny Ali, S. AlfaifyEdgar E Mosquera VargasPas encore d'évaluation
- C&zpurlin ProfileDocument8 pagesC&zpurlin ProfileRyan BeciosPas encore d'évaluation
- PET 504 Advanced Well Test Analysis: Spring 2015, ITUDocument72 pagesPET 504 Advanced Well Test Analysis: Spring 2015, ITUEmre CengizPas encore d'évaluation
- Mat Sci Modular 4&5Document4 pagesMat Sci Modular 4&5Christian AganoPas encore d'évaluation
- Graphene Based TextileDocument10 pagesGraphene Based TextileTaofiqur Rahman ShochchoPas encore d'évaluation
- Chapter 10 - Intermolecular ForcesDocument13 pagesChapter 10 - Intermolecular ForcesCyrie sheene bilocuraPas encore d'évaluation