Vous aimerez peut-être aussi
- Check-List para Una Carrera ProfesionalDocument5 pagesCheck-List para Una Carrera Profesionallive_93Pas encore d'évaluation
- Ing. Civil 2020Document9 pagesIng. Civil 2020AO RomanoPas encore d'évaluation
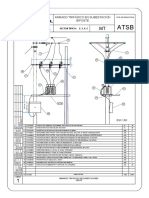
- MT Sed Atsb 22.9Document2 pagesMT Sed Atsb 22.9WinstonArrieta100% (2)
- Problemas 2° ParcialDocument14 pagesProblemas 2° ParcialRodrigo Gracia100% (1)
- Examen C4Document8 pagesExamen C4VANESSA RENDON100% (1)
- Rubrica para Evaluación Diagnostica Educación FisicaDocument1 pageRubrica para Evaluación Diagnostica Educación FisicaJavier Hernán Zapata Molina100% (1)
- Presentacion Cepal Marco LogicoDocument43 pagesPresentacion Cepal Marco LogicohadrilkaPas encore d'évaluation
- HidraulicaDocument97 pagesHidraulicaxeveregodoyPas encore d'évaluation
- Practica 03Document3 pagesPractica 03Cristian Lazo QuispePas encore d'évaluation
- PiezaDocument1 pagePiezaCristian Lazo QuispePas encore d'évaluation
- Medición con vernier y galga de roscaDocument6 pagesMedición con vernier y galga de roscaCristian Lazo QuispePas encore d'évaluation
- Principal Component Analysis - EspañolDocument5 pagesPrincipal Component Analysis - EspañolCristian Lazo QuispePas encore d'évaluation
- Compendio de Yacimientos Minerales Del Peru PDFDocument3 pagesCompendio de Yacimientos Minerales Del Peru PDFJoss MoreraPas encore d'évaluation
- Problemas de Trabajo de Llenado y Vaciado de TanquesDocument1 pageProblemas de Trabajo de Llenado y Vaciado de Tanqueschris16100% (1)
- Plan de Empresa - José David López Martínez PDFDocument9 pagesPlan de Empresa - José David López Martínez PDFv88lorenPas encore d'évaluation
- Costo Del Control ConcurrenteDocument5 pagesCosto Del Control ConcurrentedoochPas encore d'évaluation
- Catalogo General Esquemas Tecnicos PDFDocument62 pagesCatalogo General Esquemas Tecnicos PDFalex_tamayo_7Pas encore d'évaluation
- 008B Protocolos Comunicacion Industrial Basado Ethernet LabviewDocument51 pages008B Protocolos Comunicacion Industrial Basado Ethernet LabviewEdgar Maya PerezPas encore d'évaluation
- Taller 1 Estadistica Descriptiva 2Document6 pagesTaller 1 Estadistica Descriptiva 2Chamorro Sigdman FabianPas encore d'évaluation
- El Presupuesto de Capital y Su Importancia en La Toma de DecisionesDocument8 pagesEl Presupuesto de Capital y Su Importancia en La Toma de DecisionesAlejandroCanalesPas encore d'évaluation
- Obras Portuarias Problemas y Soluciones en El HormigonDocument27 pagesObras Portuarias Problemas y Soluciones en El HormigongustavoPas encore d'évaluation
- RobotsDocument2 pagesRobotsGabriel DaherPas encore d'évaluation
- Concesiones energía zonas no interconectadasDocument13 pagesConcesiones energía zonas no interconectadasjracolombiaPas encore d'évaluation
- Laboratorio 01Document7 pagesLaboratorio 01ROAMZPas encore d'évaluation
- Teorema de Bartlett BisecciónDocument7 pagesTeorema de Bartlett BisecciónDennis YucraPas encore d'évaluation
- Oscar Palacios CV 2014Document14 pagesOscar Palacios CV 2014OscarMPalaciosPas encore d'évaluation
- 605 659 PB PDFDocument359 pages605 659 PB PDFMaribel Caricari Zurita100% (1)
- Gestion Sustentable: Los Desafíos de La Movilidad SustentableDocument7 pagesGestion Sustentable: Los Desafíos de La Movilidad Sustentablepablo canalesPas encore d'évaluation
- Mis AccionesDocument3 pagesMis AccionesCarlos GBPas encore d'évaluation
- Sistema de tuberías de baja presiónDocument5 pagesSistema de tuberías de baja presiónSusanPas encore d'évaluation
- Laboratorio 7.1 Generador SíncronoDocument10 pagesLaboratorio 7.1 Generador SíncronoJoe Huanca Rivera100% (1)
- Eval Undécimo - Fenómenos OndulatoriosDocument2 pagesEval Undécimo - Fenómenos OndulatoriosНестора Габриэль СерраноPas encore d'évaluation
- KendallDocument11 pagesKendallLucita PinedoPas encore d'évaluation
- DEMO Jose Luis Garcia Roldan WEB Nixnivis 2ºB RedDocument21 pagesDEMO Jose Luis Garcia Roldan WEB Nixnivis 2ºB RedgadeseagPas encore d'évaluation