Vous aimerez peut-être aussi
- S&J Company Profile PPT - CPPDocument28 pagesS&J Company Profile PPT - CPPRahul KolluriPas encore d'évaluation
- NETZSCH MasterMill ENDocument8 pagesNETZSCH MasterMill ENاحمد عدنانPas encore d'évaluation
- Beml Report PDFDocument32 pagesBeml Report PDFCrazy TamizhaPas encore d'évaluation
- Turning GearDocument5 pagesTurning GearkshalawiPas encore d'évaluation
- Report FinalDocument36 pagesReport FinalRishabPas encore d'évaluation
- Nagel PLC Upgradtion ProjectDocument35 pagesNagel PLC Upgradtion Projectnarendramaharana39Pas encore d'évaluation
- Internship Report On BemlDocument29 pagesInternship Report On BemlYasewn KALAWANTPas encore d'évaluation
- 6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDDocument58 pages6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDSANTOSH TIWARIPas encore d'évaluation
- Morse Mechanical ClutchesDocument129 pagesMorse Mechanical ClutchesIsmael GarciaPas encore d'évaluation
- VX 135 - CNC Machines, CNC Turning Centre, CNC Vertical Machining Centre, CNC Machinery India - MacPowerDocument2 pagesVX 135 - CNC Machines, CNC Turning Centre, CNC Vertical Machining Centre, CNC Machinery India - MacPowercm_chemical81Pas encore d'évaluation
- Productivity Improvement of Conventional Drilling MachineDocument38 pagesProductivity Improvement of Conventional Drilling MachineHarshad_S50% (2)
- HU Report U7iiDocument18 pagesHU Report U7iishashank3256Pas encore d'évaluation
- Final HMTDocument45 pagesFinal HMTAnubhav SharmaPas encore d'évaluation
- Microcut II Manual Rev498Document77 pagesMicrocut II Manual Rev498Erasmo Franco SPas encore d'évaluation
- RMD Motor TypesDocument19 pagesRMD Motor TypesMuhammed AyyubPas encore d'évaluation
- Internship ReportDocument37 pagesInternship ReportLemi Chala Beyene0% (1)
- BmaDocument6 pagesBmaraouf youssefPas encore d'évaluation
- 5ton Cap SG EOT CraneDocument63 pages5ton Cap SG EOT CraneRaging FayahPas encore d'évaluation
- MT - Sales Brochure V4Document5 pagesMT - Sales Brochure V4cubarro1234Pas encore d'évaluation
- Internship Presentation: By:-Rahul Sharma ROLL NO: - 18394Document25 pagesInternship Presentation: By:-Rahul Sharma ROLL NO: - 18394Rahul SharmaPas encore d'évaluation
- KELDocument3 pagesKELARSHED A R100% (1)
- Diesel Locomotives Work 4 Weeks InternshDocument25 pagesDiesel Locomotives Work 4 Weeks InternshShiv Raj SinhaPas encore d'évaluation
- Hammer Crusher User ManualDocument10 pagesHammer Crusher User ManualJuan MoralesPas encore d'évaluation
- Hidromek 370LCHD - 370LCLR Technical SpecificationDocument16 pagesHidromek 370LCHD - 370LCLR Technical Specificationboypiti30Pas encore d'évaluation
- Portable Dynamometers For Testing Aerospace Turbines: Kahn SeriesDocument4 pagesPortable Dynamometers For Testing Aerospace Turbines: Kahn SeriesEsteban Alejandro Méndez WebarPas encore d'évaluation
- User Instruction Mannual: Id5X65 Cold Heading MachineDocument23 pagesUser Instruction Mannual: Id5X65 Cold Heading MachineMurodjon HomidovPas encore d'évaluation
- Stepper Motors Catalog en-US RevADocument146 pagesStepper Motors Catalog en-US RevAYazeed MomaniPas encore d'évaluation
- KawasakiDocument12 pagesKawasakiNicole CastanedaPas encore d'évaluation
- Geared Motor Catalogue-2018-19Document20 pagesGeared Motor Catalogue-2018-19velhankar.pushPas encore d'évaluation
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentDocument19 pagesIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelPas encore d'évaluation
- Operating ManualDocument7 pagesOperating Manualtrinath1619800% (1)
- Cable Reeling DrumDocument4 pagesCable Reeling DrumBanamali NaskarPas encore d'évaluation
- PDFDocument14 pagesPDFmdavangePas encore d'évaluation
- MudAgitator 2Document22 pagesMudAgitator 2Nicasio AlonzoPas encore d'évaluation
- Digital DC Drive Control: C Rotation L CL C LDocument4 pagesDigital DC Drive Control: C Rotation L CL C LAlejandro Fernandez100% (1)
- Hitachi Mining Performance HandbookDocument91 pagesHitachi Mining Performance HandbookwagzworxhirePas encore d'évaluation
- Ch. Devi Lal State Institute of Engineering & Technology Panniwala Mota SirsaDocument40 pagesCh. Devi Lal State Institute of Engineering & Technology Panniwala Mota SirsaArvindPathakPas encore d'évaluation
- DLW 4 Weeks Internship ReportDocument25 pagesDLW 4 Weeks Internship Reportanshaj singhPas encore d'évaluation
- On SaonalikaDocument14 pagesOn SaonalikaAmanda MatthewsPas encore d'évaluation
- Internship Report: Training Centre - Mysore ComplexDocument28 pagesInternship Report: Training Centre - Mysore Complexshubhashini K NPas encore d'évaluation
- 04rx8-Service Highlights PDFDocument540 pages04rx8-Service Highlights PDFAnonymous wpUyixsjPas encore d'évaluation
- Industrial Visit ReportDocument18 pagesIndustrial Visit ReportBheemappa KghallyPas encore d'évaluation
- KN Hydraulic SolutionsDocument36 pagesKN Hydraulic SolutionsSCHWARTZ. A csePas encore d'évaluation
- Atlas Knives Grinding MachinesDocument2 pagesAtlas Knives Grinding Machinesestjohn80Pas encore d'évaluation
- CII Hyd Pulveriser Presentation 26.10.10Document103 pagesCII Hyd Pulveriser Presentation 26.10.10Muskan KPas encore d'évaluation
- Stepper Catalog en-US RevC enDocument148 pagesStepper Catalog en-US RevC enJorge JuarezPas encore d'évaluation
- Wa0001.Document63 pagesWa0001.rknee953Pas encore d'évaluation
- 2015.04.10, Manual of Hydraulic SystemDocument83 pages2015.04.10, Manual of Hydraulic SystemVikram SinghPas encore d'évaluation
- Mud MotorDocument29 pagesMud MotorRohit ViegasPas encore d'évaluation
- Sierra Automática Om-H-8276vDocument40 pagesSierra Automática Om-H-8276vCristian MatelunaPas encore d'évaluation
- TH3565 PartsSpecsDocument114 pagesTH3565 PartsSpecsCarlos Ernesto Flores AlbinoPas encore d'évaluation
- Design and Fabrication of MotorisedDocument28 pagesDesign and Fabrication of Motorisedvickram jainPas encore d'évaluation
- Psi Max2000 AgitatorsDocument167 pagesPsi Max2000 Agitatorssaipem880% (1)
- DJ320数控说明书 manual of machine PDFDocument24 pagesDJ320数控说明书 manual of machine PDFRashedul HasanPas encore d'évaluation
- DJ320数控说明书 manual of machine PDFDocument24 pagesDJ320数控说明书 manual of machine PDFRashedul HasanPas encore d'évaluation
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideD'EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreD'EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallD'EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallÉvaluation : 4 sur 5 étoiles4/5 (8)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsD'EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsÉvaluation : 5 sur 5 étoiles5/5 (2)
- MERCURY F225 4 Stroke Installation ManualDocument16 pagesMERCURY F225 4 Stroke Installation Manuallee sampsonPas encore d'évaluation
- 32d05 Control of ECTDocument12 pages32d05 Control of ECTMelvin MhdsPas encore d'évaluation
- The Marine ChronometerDocument3 pagesThe Marine ChronometerGiorgi Kandelaki0% (1)
- Manual QuadrupedeDocument6 pagesManual QuadrupedeLLEHCIMPas encore d'évaluation
- Chapter 15 - (Bi) Turbocharging and Air CoolingDocument21 pagesChapter 15 - (Bi) Turbocharging and Air CoolingnikolasthermosolutionsPas encore d'évaluation
- University of Bahrain Department of Mechanical Engineering MENG 263 TUTORIAL # 5 (Chapter 5)Document4 pagesUniversity of Bahrain Department of Mechanical Engineering MENG 263 TUTORIAL # 5 (Chapter 5)Vivin MathewPas encore d'évaluation
- Juk - DDL 5550 7Document32 pagesJuk - DDL 5550 7RHoskaPas encore d'évaluation
- 880KW Power GeneratorDocument5 pages880KW Power GeneratorA Wahid KemalPas encore d'évaluation
- LV195EA 362076D MotorDocument15 pagesLV195EA 362076D MotorАртур ЛасловPas encore d'évaluation
- UntitledDocument163 pagesUntitledXSHAFT MOTOGARAGEPas encore d'évaluation
- LT3 00032 2 A - P24 P30SDocument67 pagesLT3 00032 2 A - P24 P30Sedgar_retuerto78Pas encore d'évaluation
- Brochure - VENTUS Compact - EN - Net - nm3Document13 pagesBrochure - VENTUS Compact - EN - Net - nm3Cristian TanasiPas encore d'évaluation
- Takeuchi Tb015 Parts ManualDocument20 pagesTakeuchi Tb015 Parts Manuallillie100% (52)
- Me Lab Final ReviewerDocument17 pagesMe Lab Final ReviewerXharlene HernandezPas encore d'évaluation
- Isuzu 4HK-1 Engine Service ManualDocument121 pagesIsuzu 4HK-1 Engine Service ManualArtemio GutierrezPas encore d'évaluation
- MaK M281-M332C Engineer S HandbookDocument62 pagesMaK M281-M332C Engineer S Handbookalmonday100% (3)
- RB211 535 - tcm92 11348Document4 pagesRB211 535 - tcm92 11348Ollex BoaPas encore d'évaluation
- Liebherr Reman Information About General Overhaul enDocument2 pagesLiebherr Reman Information About General Overhaul enguichen wangPas encore d'évaluation
- Motor CharlynDocument47 pagesMotor Charlyngleisongg86Pas encore d'évaluation
- Massenza Mi4 Manual PDFDocument44 pagesMassenza Mi4 Manual PDFsean100% (1)
- Plano Explosivo & Partes y Piezas Wmf-m160gbDocument7 pagesPlano Explosivo & Partes y Piezas Wmf-m160gbCatalina GonzalezPas encore d'évaluation
- Hino EH700 PartsbookDocument43 pagesHino EH700 PartsbookAnsoriPas encore d'évaluation
- Model Profile - 61Document2 pagesModel Profile - 61ar dsePas encore d'évaluation
- Coc Oral Boiler Safety Valve13 PDFDocument6 pagesCoc Oral Boiler Safety Valve13 PDFshamratPas encore d'évaluation
- Description and Operation: Component Maintenance ManualDocument12 pagesDescription and Operation: Component Maintenance ManualserdoukPas encore d'évaluation
- Acert C27Document46 pagesAcert C27Angela Allen100% (6)
- Transaxle - TECUMSEH PEERLESS TRANSAXLE MST 205-535EDocument3 pagesTransaxle - TECUMSEH PEERLESS TRANSAXLE MST 205-535EJindřich Nenza100% (1)
- Kyocera Fs-6900 Parts ManualDocument28 pagesKyocera Fs-6900 Parts ManualNic CowpePas encore d'évaluation
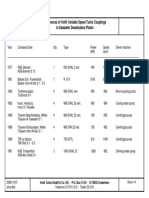
- References of Voith Variable Speed Turbo Couplings in Seawater Desalination PlantsDocument4 pagesReferences of Voith Variable Speed Turbo Couplings in Seawater Desalination Plantssugeng wahyudiPas encore d'évaluation
- Industrial Training Report of CipetDocument47 pagesIndustrial Training Report of CipetVishnu PurohitPas encore d'évaluation