Vous aimerez peut-être aussi
- Ordenanza Ruido CastellónDocument77 pagesOrdenanza Ruido Castellónisbro1788Pas encore d'évaluation
- El TornoDocument18 pagesEl TornoBiankhita Parada100% (1)
- TorneadoDocument17 pagesTorneadorosario100% (1)
- Piedras EsmerilDocument20 pagesPiedras Esmerilfredy ortizPas encore d'évaluation
- Montaje Herramienta en Fresadora VerticalDocument1 pageMontaje Herramienta en Fresadora VerticalGilberto Andrés JuradoPas encore d'évaluation
- Fresadora Manual.Document34 pagesFresadora Manual.Bryant GarcíaPas encore d'évaluation
- Consulta FresadoraDocument10 pagesConsulta FresadoraNicolas Barrera PoloPas encore d'évaluation
- Manual para El Rectificado-2-55-4-54Document51 pagesManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCAPas encore d'évaluation
- Rectificadora cilíndrica: manual de operaciónDocument21 pagesRectificadora cilíndrica: manual de operaciónjessi123456789Pas encore d'évaluation
- Tipos de FresadorasDocument4 pagesTipos de Fresadoras'Aguusz Gomez'Pas encore d'évaluation
- Arranque de VirutaDocument4 pagesArranque de Virutamonica oñate100% (1)
- Partes de Torno y NCNDocument9 pagesPartes de Torno y NCNEnrique Gonzalez HerreraPas encore d'évaluation
- RectificadoDocument7 pagesRectificadoSamuel ArrPas encore d'évaluation
- Tallado de DientesDocument9 pagesTallado de DientesPrimo Rey'esPas encore d'évaluation
- Maquinas y Herramientas-El TornoDocument65 pagesMaquinas y Herramientas-El TornoJulian Mex100% (1)
- Velocidades de CorteDocument28 pagesVelocidades de CorteOrlandoLGodosPas encore d'évaluation
- Maquinas y Herramientas 12022Document33 pagesMaquinas y Herramientas 12022Yulisa Rios Velasquez100% (1)
- Hornos de Tratamiento TermicoDocument8 pagesHornos de Tratamiento TermicoAMERICA MICHELLE DEL ANGEL TORRES100% (1)
- Medidores y herramientas de precisión paraDocument3 pagesMedidores y herramientas de precisión paraOscar Fernandez AlconPas encore d'évaluation
- Proceso de RectificadoDocument26 pagesProceso de RectificadoDaniel DelgadoPas encore d'évaluation
- Guía Nº3 Torno ConvencionalDocument16 pagesGuía Nº3 Torno ConvencionalMarcelo Jaña del PinoPas encore d'évaluation
- Herramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesDocument21 pagesHerramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesmorihnoPas encore d'évaluation
- Los TaladrosDocument29 pagesLos TaladrosrozurePas encore d'évaluation
- Herramientas de Corte para TornoDocument1 pageHerramientas de Corte para TornoGabriel BritoPas encore d'évaluation
- Tipología y Geometría de Los TornillosDocument18 pagesTipología y Geometría de Los TornillosUmonUmonPas encore d'évaluation
- Trabajo Sobre La FresadoraDocument19 pagesTrabajo Sobre La FresadoraCarmen Castilla OrozcoPas encore d'évaluation
- Operaciones de Mecanizado y Máquina HerramientaDocument35 pagesOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaPas encore d'évaluation
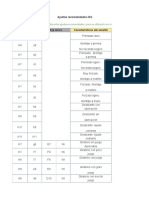
- Ajustes ISO para mecánicaDocument4 pagesAjustes ISO para mecánicaEdortaMorenoAranburuPas encore d'évaluation
- Maquinas y Herramientas ElectromecanicasDocument22 pagesMaquinas y Herramientas ElectromecanicasDiiego JMPas encore d'évaluation
- Taladro PedestalDocument16 pagesTaladro PedestalDennysSucPas encore d'évaluation
- Operaciones TornoDocument9 pagesOperaciones TornoFredy Alvarado RodriguezPas encore d'évaluation
- Accesorios de Maq Fresadora PDFDocument3 pagesAccesorios de Maq Fresadora PDFDaniel Navarro100% (1)
- Consulta Historia de La SoldaduraDocument5 pagesConsulta Historia de La SoldaduraGustavo PomaqueroPas encore d'évaluation
- GuiaMaquinariaSectorMetalDocument228 pagesGuiaMaquinariaSectorMetalJavier Pintos HuercioPas encore d'évaluation
- Rodamientos y sus tiposDocument11 pagesRodamientos y sus tiposIvan J. BonomiPas encore d'évaluation
- Tipos de Maquinas de ReconstruccionDocument7 pagesTipos de Maquinas de ReconstruccionJose AvilaPas encore d'évaluation
- Leccion 2.5 Ajustes y ToleranciasDocument61 pagesLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Medicion de Roscas y EngranesDocument81 pagesMedicion de Roscas y Engranesnjarac197250% (2)
- EL TORNO (Imprimir)Document18 pagesEL TORNO (Imprimir)jhezabel belmontePas encore d'évaluation
- Trabajo en Caliente PDFDocument9 pagesTrabajo en Caliente PDFNathalie HernandezPas encore d'évaluation
- Instrumentos Básicos para La Mediciones MecanicasDocument11 pagesInstrumentos Básicos para La Mediciones MecanicasCristianPas encore d'évaluation
- Historia y Normas de Seguridad Del TornoDocument1 pageHistoria y Normas de Seguridad Del TornoFernanda SandovalPas encore d'évaluation
- Elementos de Taller 01Document7 pagesElementos de Taller 01José Luis Caballero GómezPas encore d'évaluation
- TaladradoDocument23 pagesTaladradoKevin López100% (1)
- PROCESOS DE MANUFACTURA FRESADORA (Recuperado)Document22 pagesPROCESOS DE MANUFACTURA FRESADORA (Recuperado)Yen FisherPas encore d'évaluation
- Escuadras 2°Document2 pagesEscuadras 2°Manny AguilarPas encore d'évaluation
- Lab 3 y 4Document98 pagesLab 3 y 4Borys UrbizagásteguiPas encore d'évaluation
- Teoria MecanismosDocument16 pagesTeoria MecanismoslopezmirianPas encore d'évaluation
- Limado y cepillado: procesos, máquinas y herramientasDocument388 pagesLimado y cepillado: procesos, máquinas y herramientasOscar MelendezPas encore d'évaluation
- Desarrollo Cero Máquina A2Document2 pagesDesarrollo Cero Máquina A2darroyo77Pas encore d'évaluation
- Lab1 Limadora OPDocument22 pagesLab1 Limadora OPWillis Reyes MPas encore d'évaluation
- Brocas de CentrosDocument27 pagesBrocas de CentrosjexxxuxxxPas encore d'évaluation
- Tipos de PernosDocument1 pageTipos de PernosAnellys Lyneth Domínguez HerreraPas encore d'évaluation
- Guia de RoscadoDocument13 pagesGuia de RoscadoAdrian Barrera100% (1)
- Tarea Numero 7Document3 pagesTarea Numero 7karitoPas encore d'évaluation
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209D'EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Pas encore d'évaluation
- Máquinas HerramientasDocument4 pagesMáquinas Herramientasjchender515Pas encore d'évaluation
- Máquina Herramienta - Wikipedia, La Enciclopedia LibreDocument8 pagesMáquina Herramienta - Wikipedia, La Enciclopedia LibreMaría DíazPas encore d'évaluation
- Máquinas HerramientasDocument127 pagesMáquinas HerramientasMecanizado Sena0% (1)
- Historia - Máquina HerramientaDocument36 pagesHistoria - Máquina HerramientamarcoaalejosPas encore d'évaluation
- Final Introduccion A La Ingenieria de Manufactura y Maquinas CNCDocument51 pagesFinal Introduccion A La Ingenieria de Manufactura y Maquinas CNCmoises3194Pas encore d'évaluation
- Unidad 1 CNCDocument18 pagesUnidad 1 CNCgabriel sauza100% (1)
- Cem337254 PDFDocument273 pagesCem337254 PDFdavid alfaroPas encore d'évaluation
- Maquinas Herramientas 2Document4 pagesMaquinas Herramientas 2EdilbertoPas encore d'évaluation
- Semana 5 - El Uso de Maquinas-HerramientasDocument25 pagesSemana 5 - El Uso de Maquinas-HerramientasAnthony Montes CarlosPas encore d'évaluation
- Gato HidráulicoDocument20 pagesGato HidráulicoDaniel Santiago SantiagoPas encore d'évaluation
- Formación Mecatrónica SENA: Cuestionario sobre máquinas herramientasDocument6 pagesFormación Mecatrónica SENA: Cuestionario sobre máquinas herramientascarlos sotoPas encore d'évaluation
- Operaciones Auxiliares de Fabricación MecánicaDocument15 pagesOperaciones Auxiliares de Fabricación MecánicaGraciela Domínguez RipollPas encore d'évaluation
- APUNTES01Document28 pagesAPUNTES01jframiniPas encore d'évaluation
- 11vesp Teoria y Dib Especializado Mecanica Industrial PDFDocument14 pages11vesp Teoria y Dib Especializado Mecanica Industrial PDFHenryPerezPas encore d'évaluation
- Mecanizado de Alta VelocidadDocument28 pagesMecanizado de Alta Velocidadskylerarrieta100% (1)
- Dobladora OptimizacionprocDocument88 pagesDobladora OptimizacionprocAntonio CamachoPas encore d'évaluation
- Ajustes, Tolerancias y Acabados SuperficialesDocument26 pagesAjustes, Tolerancias y Acabados SuperficialesJuan Carlos JuarezPas encore d'évaluation
- Procesos de Arranque de VirutaDocument6 pagesProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- Antecedentes de CN, Lenguaje G y Aplicaciones. 193086Document8 pagesAntecedentes de CN, Lenguaje G y Aplicaciones. 193086Jesus Leopoldo Velazquez NuñezPas encore d'évaluation
- Iempmi - Cad Cam CNC Presentación 1Document133 pagesIempmi - Cad Cam CNC Presentación 1Lucas Cifuentes AbacaPas encore d'évaluation
- C2045PS Piccola 07 06Document2 pagesC2045PS Piccola 07 06andruiytrPas encore d'évaluation
- Ingeniería de Manufactura IIDocument12 pagesIngeniería de Manufactura IIIsaac Valencia TapiaPas encore d'évaluation
- Cepillos mecánicos: tipos y movimientosDocument3 pagesCepillos mecánicos: tipos y movimientoscarla perezPas encore d'évaluation
- Automatización MecánicaDocument8 pagesAutomatización MecánicaElizBan Santa CruzPas encore d'évaluation
- Mantenimiento de Máquinas CNCDocument25 pagesMantenimiento de Máquinas CNCpercy8620853979% (14)
- Definiciones BasicasDocument11 pagesDefiniciones BasicasJuanSantillan100% (1)
- Catalogo Cohimur 2013Document32 pagesCatalogo Cohimur 2013Juan Antonio Gil FuentesPas encore d'évaluation
- Informe de Máquinas Herramientas Mecánicas AutomotricesDocument11 pagesInforme de Máquinas Herramientas Mecánicas AutomotricesMIRXIPas encore d'évaluation
- Fresadora (Generalidades)Document4 pagesFresadora (Generalidades)Luis SuárezPas encore d'évaluation
- Tecnología de maquinado: Elementos y tiemposDocument16 pagesTecnología de maquinado: Elementos y tiemposRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Cuestionarios 1 - 29Document66 pagesCuestionarios 1 - 29wilder_rodriguez_10Pas encore d'évaluation
- CNCDocument117 pagesCNCLauren Estefany VergelPas encore d'évaluation
- Prácticas preprofesionales IST Sucre ElectromecánicaDocument4 pagesPrácticas preprofesionales IST Sucre ElectromecánicaricardoPas encore d'évaluation
- T Espe 014380Document222 pagesT Espe 014380nanomonPas encore d'évaluation