Vous aimerez peut-être aussi
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanPas encore d'évaluation
- PWHT ProcedureDocument10 pagesPWHT ProcedureSang Nguyen QuangPas encore d'évaluation
- PWHT Procedure PDFDocument9 pagesPWHT Procedure PDFAbhishek AnandPas encore d'évaluation
- 3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFDocument11 pages3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFManoj Balla100% (1)
- Specs SSGC-FP-PT-12537 Transformer RectifierDocument3 pagesSpecs SSGC-FP-PT-12537 Transformer RectifierIrfan AhmedPas encore d'évaluation
- Code Case 2304-2 - Alloy Uns35045Document2 pagesCode Case 2304-2 - Alloy Uns35045uvarajmecheriPas encore d'évaluation
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocument12 pagesAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- Cairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe InstallationDocument6 pagesCairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe Installationmohamed abourayaPas encore d'évaluation
- 3.post Weld Heat TreatmentDocument50 pages3.post Weld Heat TreatmentvgPas encore d'évaluation
- PWHT Procedure A2Document15 pagesPWHT Procedure A2Raja Thakur100% (4)
- PQC-06 Rev 1 Procedimiento Postweld Heat Treatment B31.1Document5 pagesPQC-06 Rev 1 Procedimiento Postweld Heat Treatment B31.1jose alberto gamiñoPas encore d'évaluation
- PWHT Rev. 00Document8 pagesPWHT Rev. 00M. R. Shahnawaz KhanPas encore d'évaluation
- Job Procedure - PWHTDocument11 pagesJob Procedure - PWHTDebashish ChatterjeePas encore d'évaluation
- Heat PipeDocument60 pagesHeat PipeInquiry XEEPLPas encore d'évaluation
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarPas encore d'évaluation
- Eqt 3Document10 pagesEqt 3santosh pasayatPas encore d'évaluation
- Diesel Generator SetDocument3 pagesDiesel Generator SetVishal SabalePas encore d'évaluation
- Water Heater Code BDocument62 pagesWater Heater Code ButkarshsabberwalPas encore d'évaluation
- FLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsDocument2 pagesFLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsMohammad AdilPas encore d'évaluation
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDocument10 pagesPt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- ACCC Drake File 4Document42 pagesACCC Drake File 4Hikmat B. Ayer - हिक्मत ब. ऐरPas encore d'évaluation
- 481 HT RecDocument11 pages481 HT RecMohammad MushtaqPas encore d'évaluation
- Heat Transfer Through Composite WallDocument1 pageHeat Transfer Through Composite Walldasij jaifnPas encore d'évaluation
- Feam Junction Box EnclosureDocument36 pagesFeam Junction Box EnclosureMiky MoosePas encore d'évaluation
- Packaging Code: GRT32EC81C476KE13 - (1210, X6S:EIA, 47uf, DC16V) Reference SheetDocument30 pagesPackaging Code: GRT32EC81C476KE13 - (1210, X6S:EIA, 47uf, DC16V) Reference Sheetfebry alwan putraPas encore d'évaluation
- 26071-203-CM00C-319-00003 - 001 Cathodic Protection Design For Steel Pipe Pile at RFCC New Flare AreaDocument19 pages26071-203-CM00C-319-00003 - 001 Cathodic Protection Design For Steel Pipe Pile at RFCC New Flare AreacostonzPas encore d'évaluation
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaPas encore d'évaluation
- 20RIT-122 - DC003 - 35m GFT13.5F - 3L - 280kmph - 30sqm - EndorsedDocument37 pages20RIT-122 - DC003 - 35m GFT13.5F - 3L - 280kmph - 30sqm - EndorsedJay ar TenorioPas encore d'évaluation
- Marlim Azul Project (CC 1X1 565 MW) : Technical Data Sheet For 22Kv IpbDocument12 pagesMarlim Azul Project (CC 1X1 565 MW) : Technical Data Sheet For 22Kv Ipbsanjayprakash1979Pas encore d'évaluation
- Creep Crack Assessment of Components atDocument9 pagesCreep Crack Assessment of Components atעקיבא אסPas encore d'évaluation
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataPas encore d'évaluation
- CS PLATE-TS NO-SA-516-2-222051-R0 - Dish End Plate (Commented 3Document2 pagesCS PLATE-TS NO-SA-516-2-222051-R0 - Dish End Plate (Commented 3PRADEEP GAIKWADPas encore d'évaluation
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocument10 pagesA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaPas encore d'évaluation
- PWHT Procedure by FurnaceDocument5 pagesPWHT Procedure by Furnacerustamriyadi0% (1)
- Welding Procedure Specification (WPS)Document31 pagesWelding Procedure Specification (WPS)Cui Xiao89% (9)
- KTS SEC BSDG ELE 009 Earthing Calculation R1Document8 pagesKTS SEC BSDG ELE 009 Earthing Calculation R1mirzaPas encore d'évaluation
- Optimization of Process Parameters To Enhance TheDocument7 pagesOptimization of Process Parameters To Enhance TheManikandan ChinnachamyPas encore d'évaluation
- 6 PreheatingDocument63 pages6 PreheatingvgPas encore d'évaluation
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Document6 pagesPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanPas encore d'évaluation
- Packaging Code: GRT188C81C475KE13 - (0603, X6S:EIA, 4.7uf, DC16V) Reference SheetDocument30 pagesPackaging Code: GRT188C81C475KE13 - (0603, X6S:EIA, 4.7uf, DC16V) Reference Sheetfebry alwan putraPas encore d'évaluation
- 10 1 1 413 8619 PDFDocument3 pages10 1 1 413 8619 PDFmuh iqbal maulanaPas encore d'évaluation
- UR W11 Rev7 Apr 2008Document36 pagesUR W11 Rev7 Apr 2008Denny AgusPas encore d'évaluation
- 2008-Induction Hardening Process Using AISI 1040 Steel Material On Samples of ASTM A 370-97 (E18) and E70-97 (E10) StandarDocument4 pages2008-Induction Hardening Process Using AISI 1040 Steel Material On Samples of ASTM A 370-97 (E18) and E70-97 (E10) Standarahmad obeidPas encore d'évaluation
- MK Purity (42CrMo4+QT)Document2 pagesMK Purity (42CrMo4+QT)Ертан РемзиевPas encore d'évaluation
- HT 003Document1 pageHT 003Sam RajaPas encore d'évaluation
- InsulationDocument23 pagesInsulationFabio TemporiniPas encore d'évaluation
- 02 ACSR ZEBRA ConductorDocument37 pages02 ACSR ZEBRA Conductorsanjeevchhabra100% (2)
- HIC & SSC Test ProcedureDocument32 pagesHIC & SSC Test ProcedureMohamed FarisPas encore d'évaluation
- PRC National Standard: ICS 83 .120 Q23Document27 pagesPRC National Standard: ICS 83 .120 Q23邢焕震Pas encore d'évaluation
- Irjet V7i5952Document5 pagesIrjet V7i5952ds8123395Pas encore d'évaluation
- Considerations For A Safe in Situ PWHT of A Corrosion Process TowerDocument23 pagesConsiderations For A Safe in Situ PWHT of A Corrosion Process Towerعزت عبد المنعمPas encore d'évaluation
- QC - 16 Guided Bend Test.Document3 pagesQC - 16 Guided Bend Test.mahendra100% (1)
- Design Calculation For Eqpt (1) - No. 511-C-001Document145 pagesDesign Calculation For Eqpt (1) - No. 511-C-001Arjun Singh AroraPas encore d'évaluation
- Chapter 5 Generator TransformerDocument27 pagesChapter 5 Generator TransformerAnonymous nwByj9LPas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionD'EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- PDF Created With Pdffactory Trial VersionDocument8 pagesPDF Created With Pdffactory Trial VersionmahendraPas encore d'évaluation
- Mild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499Document5 pagesMild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499mahendraPas encore d'évaluation
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Document1 page3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraPas encore d'évaluation
- Work Instruction For Macro ExaminationDocument4 pagesWork Instruction For Macro Examinationmahendra50% (2)
- Wps Requirement As Per Aws d1.1-1Document2 pagesWps Requirement As Per Aws d1.1-1mahendraPas encore d'évaluation
- Astm D7091 05Document7 pagesAstm D7091 05IMSQA75% (4)
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Document1 page3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraPas encore d'évaluation
- Inspection ProcesureDocument1 pageInspection ProcesuremahendraPas encore d'évaluation
- Arc Welding PPT FinishDocument50 pagesArc Welding PPT FinishmahendraPas encore d'évaluation
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoPas encore d'évaluation
- PaintCure PDFDocument8 pagesPaintCure PDFmahendraPas encore d'évaluation
- 2 DefectsDocument4 pages2 DefectsmahendraPas encore d'évaluation
- Attachment X - Specifications For Prefabrication PipingDocument6 pagesAttachment X - Specifications For Prefabrication PipingmahendraPas encore d'évaluation
- Final InspDocument6 pagesFinal InspmahendraPas encore d'évaluation
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraPas encore d'évaluation
- Work Instruction FOR: Calibration of Pressure Gauge by Dead Weight TesterDocument3 pagesWork Instruction FOR: Calibration of Pressure Gauge by Dead Weight TestermahendraPas encore d'évaluation
- Attachment X - Specifications For Prefabrication PipingDocument25 pagesAttachment X - Specifications For Prefabrication PipingmahendraPas encore d'évaluation
- Attachment X - Specifications For Prefabrication PipingDocument25 pagesAttachment X - Specifications For Prefabrication PipingmahendraPas encore d'évaluation
- Work Instruction FOR: Spectro AnalysisDocument3 pagesWork Instruction FOR: Spectro AnalysismahendraPas encore d'évaluation
- QC - 06 Surface Preparation & Painting Rev. 01Document7 pagesQC - 06 Surface Preparation & Painting Rev. 01mahendraPas encore d'évaluation
- Steel Konnect (India) Pvt. Ltd. Procedure Manual: Skipl /QC/P - 13: 1 OF 2 Revision: 00 Date: 01.02.2013Document2 pagesSteel Konnect (India) Pvt. Ltd. Procedure Manual: Skipl /QC/P - 13: 1 OF 2 Revision: 00 Date: 01.02.2013mahendraPas encore d'évaluation
- QC - 16 Guided Bend Test.Document3 pagesQC - 16 Guided Bend Test.mahendra100% (1)
- QC - 06 Surface Preparation & Painting 2Document6 pagesQC - 06 Surface Preparation & Painting 2mahendraPas encore d'évaluation
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraPas encore d'évaluation
- Steel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Internal Quality AuditDocument2 pagesSteel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Internal Quality AuditmahendraPas encore d'évaluation
- Steel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningDocument1 pageSteel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningmahendraPas encore d'évaluation
- Steel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Final Inspection of PipesDocument7 pagesSteel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Final Inspection of PipesmahendraPas encore d'évaluation
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraPas encore d'évaluation
- Refresher 01Document4 pagesRefresher 01breimanangPas encore d'évaluation
- AHU CasingDocument3 pagesAHU Casingmirali74Pas encore d'évaluation
- Firemaster Marine Plus Blanket: Datasheet Code 7-9-13 E Msds Code 102-13-EuroDocument3 pagesFiremaster Marine Plus Blanket: Datasheet Code 7-9-13 E Msds Code 102-13-EuroBorg RPas encore d'évaluation
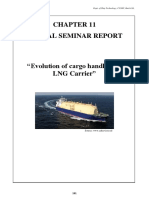
- Special Seminar LNG TanksDocument21 pagesSpecial Seminar LNG TanksVivek KumarPas encore d'évaluation
- BS en Iso 10077-1Document34 pagesBS en Iso 10077-1nunoap100% (1)
- Freezing and Refrigerated Storage in Fisheries - 7. Cold StoresDocument17 pagesFreezing and Refrigerated Storage in Fisheries - 7. Cold StoresramoramoniPas encore d'évaluation
- ETICS BrochureDocument8 pagesETICS Brochureterec_mariusPas encore d'évaluation
- Student Exploration: Heat Transfer by ConductionDocument4 pagesStudent Exploration: Heat Transfer by ConductionMNightmare 503Pas encore d'évaluation
- Research MaterialsDocument14 pagesResearch MaterialsIsabel ElisabethPas encore d'évaluation
- 02 - Plant DesignDocument60 pages02 - Plant DesignAaron RoyPas encore d'évaluation
- Year 10 Loft Insulation CourseworkDocument4 pagesYear 10 Loft Insulation CourseworkNosh AnbreenPas encore d'évaluation
- Thermal InsulationDocument2 pagesThermal InsulationPrabhat DhekalePas encore d'évaluation
- 1 Re Entry of Space VehicleDocument23 pages1 Re Entry of Space Vehiclegirithik14Pas encore d'évaluation
- Cherokee Chat ArchivesDocument426 pagesCherokee Chat ArchivesBlueSkyMasterPas encore d'évaluation
- Assignment OneDocument3 pagesAssignment OneAfif Samsun BaharunPas encore d'évaluation
- Styrofoam (English)Document21 pagesStyrofoam (English)Krish DoodnauthPas encore d'évaluation
- Poo Scrubber TankDocument25 pagesPoo Scrubber TankRanchojiPas encore d'évaluation
- Leaflet Ekoprodurpm2233j enDocument12 pagesLeaflet Ekoprodurpm2233j enThao NguyenPas encore d'évaluation
- 28-5911 KI Ducting Installation Handbook A5 2021Document24 pages28-5911 KI Ducting Installation Handbook A5 2021luis lealPas encore d'évaluation
- Fibran ECODocument7 pagesFibran ECOulton1237624Pas encore d'évaluation
- Astm D4920-13Document5 pagesAstm D4920-13Sandra LopesPas encore d'évaluation
- Electrical Heat Tracing System Design Guide-ChromaloxDocument46 pagesElectrical Heat Tracing System Design Guide-Chromaloxlimin zhangPas encore d'évaluation
- Application & Technical Manual 10 Penetration SealsDocument62 pagesApplication & Technical Manual 10 Penetration SealskenwongwmPas encore d'évaluation
- Internal Assessment Test I, Odd Semester (2018-2019) : Year/Sem: IV/VII Duration: 1 Hour Max. Marks: 50Document2 pagesInternal Assessment Test I, Odd Semester (2018-2019) : Year/Sem: IV/VII Duration: 1 Hour Max. Marks: 50Muthukrishnan biherPas encore d'évaluation
- Question Bank - HMTDocument5 pagesQuestion Bank - HMTSUNDARAMAHALINGAM APas encore d'évaluation
- Clause No. Exhaust Gas System, HRSG and Auxiliaries (M2) Exhaust Gas SystemDocument19 pagesClause No. Exhaust Gas System, HRSG and Auxiliaries (M2) Exhaust Gas SystemSIVA50% (2)
- Kao-Tex™ Textile 2000 Cloths: FeaturesDocument2 pagesKao-Tex™ Textile 2000 Cloths: FeaturesSagnik ChandaPas encore d'évaluation
- MWDocument11 pagesMWjitendraPas encore d'évaluation
- Thermal Comfort of Textile MaterialsDocument9 pagesThermal Comfort of Textile MaterialsSwas SwastiPas encore d'évaluation
- 140817-W&a Corporate Presentation-RW 3Document94 pages140817-W&a Corporate Presentation-RW 3White RabbitPas encore d'évaluation