Vous aimerez peut-être aussi
- SK 26139Document1 pageSK 26139eefutestPas encore d'évaluation
- Single-Reduction Forward Differential Carriers On Tandem and Tridem AxlesDocument132 pagesSingle-Reduction Forward Differential Carriers On Tandem and Tridem AxlesGlez BaPas encore d'évaluation
- Detroit Diesel Diagnostic CodesDocument21 pagesDetroit Diesel Diagnostic CodesVolvo TrucksPas encore d'évaluation
- Single-Reduction Differential Carriers: Single Rear Drive Axles, Rear-Rear Tandem Drive Axles and Front Drive Steer AxlesDocument94 pagesSingle-Reduction Differential Carriers: Single Rear Drive Axles, Rear-Rear Tandem Drive Axles and Front Drive Steer AxlesTavyLocPas encore d'évaluation
- DuraMax Manual REV5Document20 pagesDuraMax Manual REV5CanadaPoolPas encore d'évaluation
- 6.3.1 Gear Terms Lesson Rev3Document19 pages6.3.1 Gear Terms Lesson Rev3Deepak GirotraPas encore d'évaluation
- MC 10127081 9999Document4 pagesMC 10127081 9999Jose yanezPas encore d'évaluation
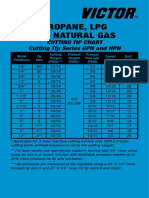
- Victor Propane LPG Natural Gas Cutting Tip ChartDocument2 pagesVictor Propane LPG Natural Gas Cutting Tip ChartYhamil La MadridPas encore d'évaluation
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- Pullers & Puller Sets Proto PDFDocument24 pagesPullers & Puller Sets Proto PDFMauricio GarciaPas encore d'évaluation
- Installation Instructions For DC and AC Electric Rewind ReelsDocument4 pagesInstallation Instructions For DC and AC Electric Rewind ReelsGinoGuanPas encore d'évaluation
- Genie 5394Document238 pagesGenie 5394Zian HennPas encore d'évaluation
- REG841 - Disassembly and Assembly (D6C TRACTOR ENGINE)Document178 pagesREG841 - Disassembly and Assembly (D6C TRACTOR ENGINE)jeffreyguy1Pas encore d'évaluation
- Sterling L Line A LineDocument2 894 pagesSterling L Line A LineJeremy JonesPas encore d'évaluation
- A Guide To Safe Farm Tractor OperationDocument29 pagesA Guide To Safe Farm Tractor OperationncysysPas encore d'évaluation
- Service Manual Trucks: Frame Rails and Crossmembers VN/VHDDocument66 pagesService Manual Trucks: Frame Rails and Crossmembers VN/VHDsetiup holjiPas encore d'évaluation
- 2016-Catalog Keene Engineering PDFDocument44 pages2016-Catalog Keene Engineering PDFZuwairi NawawiPas encore d'évaluation
- Ge W1001016 (TJK)Document118 pagesGe W1001016 (TJK)Ana Hernández MonterrubioPas encore d'évaluation
- Consumables For The Welding of Hardox, Strenx™, Toolox and Armox Techsupport #60Document8 pagesConsumables For The Welding of Hardox, Strenx™, Toolox and Armox Techsupport #60MOPas encore d'évaluation
- Compresor: Servi CE Parts LI ST F or 05G BUS 41 CF M HGB MF R # 6GCH00GTA03404Document12 pagesCompresor: Servi CE Parts LI ST F or 05G BUS 41 CF M HGB MF R # 6GCH00GTA03404Pablo Porras100% (1)
- Deposition RateDocument4 pagesDeposition Rateahmed100% (1)
- Propelyne ChartDocument2 pagesPropelyne ChartKurt BuehringPas encore d'évaluation
- Section 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainDocument9 pagesSection 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainJuanAméricaBerzunzaPas encore d'évaluation
- Axsm 0041Document98 pagesAxsm 0041Walter ╰⏝╯ MaonesPas encore d'évaluation
- John Deere 300 Lawn Garden Tractor Operators ManualDocument10 pagesJohn Deere 300 Lawn Garden Tractor Operators Manualsrude8008Pas encore d'évaluation
- Kubota D600B Service ManualDocument129 pagesKubota D600B Service Manualsebastião gonçalves mendonçaPas encore d'évaluation
- Starrett Inch Metric Tap DrillDocument1 pageStarrett Inch Metric Tap DrillJan baPas encore d'évaluation
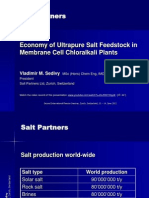
- Salt Presentation2Document41 pagesSalt Presentation2asivachemPas encore d'évaluation
- Gas Cutting Pressure Tip Chart PDFDocument2 pagesGas Cutting Pressure Tip Chart PDFChozha RajanPas encore d'évaluation
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyPas encore d'évaluation
- 10 Defects of TabletsDocument3 pages10 Defects of TabletsHolihuaChua100% (2)
- Iris PDFDocument4 pagesIris PDFdinhvuPas encore d'évaluation
- Chapter 3-Section 3.2-Cylinder BlockDocument46 pagesChapter 3-Section 3.2-Cylinder BlockNikkikumar MaisuriyaPas encore d'évaluation
- Series 60 - Section 1.9 Crankshaft Main BearingsDocument11 pagesSeries 60 - Section 1.9 Crankshaft Main BearingsJuan RiveraPas encore d'évaluation
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefPas encore d'évaluation
- 76 Sears Tractors 3Document16 pages76 Sears Tractors 3andre leducPas encore d'évaluation
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaPas encore d'évaluation
- Rca Chassis Ctc185 Training Manual (ET)Document58 pagesRca Chassis Ctc185 Training Manual (ET)Keith GeusicPas encore d'évaluation
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedPas encore d'évaluation
- Competency Based Learning Material: S: A F Q: O A P Ncii U C: P O V M T: P O VDocument36 pagesCompetency Based Learning Material: S: A F Q: O A P Ncii U C: P O V M T: P O VErethro Cytes80% (5)
- First Quarter Exam Tle 7 CookeryDocument8 pagesFirst Quarter Exam Tle 7 CookeryDominic Camacho Rota100% (2)
- Crowd Cylinder Assembly, Double Acting, 750-Series, 753-Series, 755-Series - 19-388,19-389,19-390Document5 pagesCrowd Cylinder Assembly, Double Acting, 750-Series, 753-Series, 755-Series - 19-388,19-389,19-390ws253294388Pas encore d'évaluation
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedPas encore d'évaluation
- MRS 07updateDocument3 pagesMRS 07updateИгорь БасмановPas encore d'évaluation
- Unit - Iii: Ferrous and Non Ferrous MetalsDocument101 pagesUnit - Iii: Ferrous and Non Ferrous Metalssenthilkumar tsPas encore d'évaluation
- DESIGN OF PRESSURE VESSEL Full Report DEDocument48 pagesDESIGN OF PRESSURE VESSEL Full Report DELuis Muñoz100% (1)
- Gas SolubilityDocument59 pagesGas SolubilityAustine Ameh0% (1)
- Segadora de Discos R240 PDFDocument24 pagesSegadora de Discos R240 PDFcarlose_cordoba5065Pas encore d'évaluation
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedPas encore d'évaluation
- 40 Series Row Crop TractorDocument2 pages40 Series Row Crop TractorRafael SalazarPas encore d'évaluation
- What Is Mild SteelDocument2 pagesWhat Is Mild SteelahmedPas encore d'évaluation
- Corrosion and RustDocument9 pagesCorrosion and RustahmedPas encore d'évaluation
- 96 Rotary Hay MowerDocument65 pages96 Rotary Hay MowerАнатолій Гуменюк0% (1)
- Gear Ratio WorksheetDocument2 pagesGear Ratio WorksheetJosseline ObregónPas encore d'évaluation
- Landpreparation Tractor Operation and MaintenanceDocument8 pagesLandpreparation Tractor Operation and MaintenanceAmborsius SitorusPas encore d'évaluation
- National Ffa Offician Manual - 2020Document100 pagesNational Ffa Offician Manual - 2020api-526186145Pas encore d'évaluation
- AXSM0034-In Axle Speed SensorDocument34 pagesAXSM0034-In Axle Speed Sensorwadalla100100% (1)
- Shift - Pattern t1-t4 New - 1 PDFDocument1 pageShift - Pattern t1-t4 New - 1 PDFJPas encore d'évaluation
- 2 Interference in Spur GearsDocument2 pages2 Interference in Spur Gearschris100% (1)
- JD 2030 Kvačilo PDFDocument7 pagesJD 2030 Kvačilo PDFBranko Mikulinjak100% (1)
- 903 - Cylinder LinerDocument13 pages903 - Cylinder LinerVuHongNhatPas encore d'évaluation
- Dewalt Power Washer 4000 PsiDocument52 pagesDewalt Power Washer 4000 PsiTiftenPas encore d'évaluation
- Kubota 10 Commandments Tractor SafetyDocument10 pagesKubota 10 Commandments Tractor SafetyvaneaPas encore d'évaluation
- BHHayMowerdm PDFDocument20 pagesBHHayMowerdm PDFcoyote556100% (1)
- Blower 6/71Document6 pagesBlower 6/71RV PenrroiPas encore d'évaluation
- Service Bulletin Trucks: Instrumentation TroubleshootingDocument4 pagesService Bulletin Trucks: Instrumentation Troubleshootingsetiup holjiPas encore d'évaluation
- Gearsand GearingDocument57 pagesGearsand Gearingcamohunter71Pas encore d'évaluation
- Caterpillar D50 4 CAT C4.4 Spec SheeetDocument7 pagesCaterpillar D50 4 CAT C4.4 Spec SheeetKCV CoretechPas encore d'évaluation
- Miller - Ten Common TIG Problems - A Visual GuideDocument7 pagesMiller - Ten Common TIG Problems - A Visual GuideGabor VatoPas encore d'évaluation
- (1900-1915) IHC Mogul Oil EnginesDocument42 pages(1900-1915) IHC Mogul Oil EnginesHerbert Hillary Booker 2nd100% (2)
- Bombas Gorman RuppDocument12 pagesBombas Gorman RuppRafael Hernández RcrewPas encore d'évaluation
- RTXF-14708LL Eaton FullerDocument42 pagesRTXF-14708LL Eaton FullerAlexis Valle0% (1)
- Gator TX y TX TurfDocument340 pagesGator TX y TX TurfAlberto Garcia OliverPas encore d'évaluation
- 65-1501 Victor Boquillas Corte Serie 3Document3 pages65-1501 Victor Boquillas Corte Serie 3carlosPas encore d'évaluation
- Solder-Joint: Pressure Fittings Wrot Copper 45 Deg. ElbowDocument16 pagesSolder-Joint: Pressure Fittings Wrot Copper 45 Deg. ElbowayrtmoranPas encore d'évaluation
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedPas encore d'évaluation
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedPas encore d'évaluation
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedPas encore d'évaluation
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedPas encore d'évaluation
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedPas encore d'évaluation
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedPas encore d'évaluation
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhPas encore d'évaluation
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedPas encore d'évaluation
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedPas encore d'évaluation
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedPas encore d'évaluation
- What Is Hsla SteelDocument4 pagesWhat Is Hsla SteelahmedPas encore d'évaluation
- Difference Between Pipe and Tube: ShapeDocument3 pagesDifference Between Pipe and Tube: ShapeahmedPas encore d'évaluation
- The National Institute For Occupational Safety and Health (Niosh)Document1 pageThe National Institute For Occupational Safety and Health (Niosh)ahmedPas encore d'évaluation
- Understanding Copper AlloysDocument1 pageUnderstanding Copper AlloysahmedPas encore d'évaluation
- Equipment Operation: Safety GuidelinesDocument4 pagesEquipment Operation: Safety GuidelinesahmedPas encore d'évaluation
- Food Kitchen SafetyDocument45 pagesFood Kitchen SafetyLaila Idaloy ArcillasPas encore d'évaluation
- MSDS RUSTOFF 250 UnlockedDocument2 pagesMSDS RUSTOFF 250 UnlockedANCHAL RAJPUTPas encore d'évaluation
- Shuttle Valve PDFDocument17 pagesShuttle Valve PDFBenjamin Musa ダPas encore d'évaluation
- Enthalpy - Chemistry LibreTextsDocument5 pagesEnthalpy - Chemistry LibreTextsshiel175Pas encore d'évaluation
- Polymer Carrer 12Document33 pagesPolymer Carrer 12Ếch OrsonPas encore d'évaluation
- Hojas de Seguridad de ProductosDocument76 pagesHojas de Seguridad de ProductosLuis Aleman CuestasPas encore d'évaluation
- Flow Simulation and Static Structural Analysis On Pelton TurbineDocument7 pagesFlow Simulation and Static Structural Analysis On Pelton TurbineRahul ReddyPas encore d'évaluation
- IG System Solas ch2 Regulation 62Document3 pagesIG System Solas ch2 Regulation 62Ravi chinnaduraiPas encore d'évaluation
- General Biology II Q5 Regulation of Body FluidsDocument29 pagesGeneral Biology II Q5 Regulation of Body FluidsrickadoodledooPas encore d'évaluation
- AIS Sports Supplement Framework 2019 PDFDocument8 pagesAIS Sports Supplement Framework 2019 PDFconicharlesPas encore d'évaluation
- Equilibrium Ahl (HL Only) QuestionsDocument2 pagesEquilibrium Ahl (HL Only) Questionsdropmix2019Pas encore d'évaluation
- NTPC DADRI TrainingDocument21 pagesNTPC DADRI Trainingujjawal100% (2)
- Eco Friendly SalonDocument9 pagesEco Friendly SalonRakib HasanPas encore d'évaluation
- 15.0 Colgrout Masonry Works HandbookDocument48 pages15.0 Colgrout Masonry Works HandbookShabbir LokhandwalaPas encore d'évaluation
- Class11 Biology Unit19 NCERT TextBook EnglishEditionDocument12 pagesClass11 Biology Unit19 NCERT TextBook EnglishEditionUdit ChaudharyPas encore d'évaluation
- KLORDocument12 pagesKLORLucijaa VebleePas encore d'évaluation
- MS 01 181 PDFDocument12 pagesMS 01 181 PDFimmortalwortelPas encore d'évaluation
- Im 10212Document52 pagesIm 10212JIRMAN ALEXANDER RODRIGUEZPas encore d'évaluation
- Nylon ProcedureDocument2 pagesNylon ProcedureJohn Sepulveda0% (1)
- ISO 3821-2008 Mangueiras de Borracha para Soldadura, Corte e AfinsDocument22 pagesISO 3821-2008 Mangueiras de Borracha para Soldadura, Corte e AfinsvictorPas encore d'évaluation
- 7th Sem Minor ProjectDocument13 pages7th Sem Minor ProjectRajesh Nayak100% (1)
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrlePas encore d'évaluation