Académique Documents
Professionnel Documents
Culture Documents
Analisa Bab 4
Transféré par
Franciskus Febry AnggoroCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Analisa Bab 4
Transféré par
Franciskus Febry AnggoroDroits d'auteur :
Formats disponibles
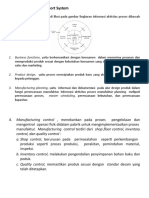
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
4.1 Analisa Fault Tree Analysis
Fault Tree Analysis Produk (FTA) adalah suatu teknik yang digunakan
untuk mengidentifikasi resiko yang berperan terhadap terjadinya kegagalan.
Fault tree analysis yang telah dibuat sebelumnya menunjukkan bahwa
penyabab terjadinya masalah - masalah yang di ambil berdasarkan data
logbook pada modul 3, tetapi data yang di ambil hanya data yang error.
Adapun data yang error yang telah dibuat dalam fault tree analysis seperti
bentuk part tidak sesuai pola dikarenakan kesalahan dalam pengukuran dan
kesalahan dalam pemotongan pola, kesalahan ini disebabkan oleh operator
karena operator kurang berpengalaman dalam menyeting atau menggunakan
alat potong contohnya mata gergaji U dalam keadaan kendor, masih ada
kesalahan dalam memotong pola. Kemudian alat yang digunakan tidak sesuai
standar seperti mata pulpen yang tidak standar yang menyebabkan tanda yang
dibuat pada setiap part tidak terlihat jelas, kemudian kesalahan ditimbul
karena pengaruh lingkungan seperti pencahayaan yang kurang baik pada
stasiun kerja. Kemudian pewarnaan tidak rapi seperti masih terdapat bitnik -
bintik pada permukaan part yang telah di cat, dan warna tidak tersebar dengan
rata pada permukaan cat, hal ini diakibatkan sepenuhnya kesalahan dari
operator tidak ada faktor lain seperti lingkungan, alat, dan sebagainya.
Kesalahan - kesalahan yang dilakukan operator ini contonya seperti operator
tidak ahli dalam melakukan pewarnaan, seharusnya operator lebih banyak
belajar lagi dalam proses pewarnaan agar kesalahan dalam proses pewarnaan
dapat diminimalisir.
Kesalahan yang dilakukan selanjutnya adalah ban tidak berputar
sempurna, setelah diamati pada FTA bahwa kesalahan tersebut diakibatkan
oleh faktor operator dan alat yang digunakan. Kesalahan yang dilakukan
operator seperti pengamplasan permukaan ban tidak rapi. Kemudian
kesalahan dari segi alat yang digunakan seperti kesalahan mata bor yang
dipakai tidak sesuai dengan lubang as roda yang telah dirancang. Solusinya
adalah pihak perusahaan harus lebih memperhatikan alat-alat yang digunakan
sebelum bekerja dan alat yang digunakan harus sesuai, selanjutnya operator
harus lebih teliti dalam melakukan pekerjaan. Kesalahan yang terjadi
Program Studi Teknik Industri
Universitas Tanjungpura
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
selanjutnya adalah lampu depan tidak menyala, masalah yang terjadi yang
mengakibatkan lampu depan tidak menyala dikarenakan kesalahan dalam
memsang kabel, baterai lampu habis, dan saklar lampu rusak. Dapat diketahui
dari penyebab - penyebab tersebut bahwa kesalahan yang terjadi karena
operator dan bahan yang digunakan. Adapun kesalahan operator seperti
operator tidak ahli dalam pemsangan kabel contonya kemudian kesalahan dari
segi bahan yaitu terdapat kerusakan saklar yang digunakan karena kualitas
saklar buruk. Solusi dari permasalahan ini adalah seharusnya operator lebih
banyak belajar dan lebih mendalami lagi khususnya dalam bidang elektonika
agar tidak terjadi kesalahan - kesalahan seperti pada contoh sebelumnya.
Kemudian perhatikan juga bahan-bahan yang digunakan dalam pembuatan
produk, agar produk yang dihasilkan lebih berkualitas dan dapat bersaing
dengan produk kompetitior.
4.2 Analisa Cause and Caused Effect Diagram
Pembuatan cause and caused effect diagram bertujuan untuk menentukan
faktor penyebab suatu masalah, dimana faktor penyebab tersebut dapat
dipecah lagi untuk mencari faktor penyebab utamanya. Faktor penyebab
kesalahan dalam pembuatan produk diperoleh dari diagram fault tree
analisys. Faktor penyebab tersebut dicari secara lebih detail apa yang menjadi
faktor penyebab utama terjadinya kesalahan, dimana kesalahan tersebut dapat
disebabkan oleh desain, operator, lingkungan, material, alat, dan metode.
Pada modul 4 pengendalian kualitas terdapat 9 cause and caused effect
diagram yang diperoleh dari permasalahan utama penyebab kegagalan dan
kesalahan dalam pembuatan prototipe, ke-9 penyebab tersebut adalah
kesalahan pengukuran, kesalahan pemotongan pola, terdapat bintik – bintik
pada permukaan part yang telah dicat, warna tidak tersebar rata pada
permukaan part, bentuk permukaan part tidak bulat, lubang as roda tidak
lurus, kesalahan pemasangan kabel, baterai lampu habis, dan saklar lampu
rusak.
Kesalahan dari faktor desain dapat disebabkan dari gambar desain yang
dibuat, karena gambar desain tersebut memiliki ukuran tulisan yang kecil,
dengan kecilnya ukuran tulisan yang dibuat dapat berpengaruh pada
Program Studi Teknik Industri
Universitas Tanjungpura
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
terjadinya kesalahan pengukuran, dan kesalahan pemotongan pola. Desain
susunan kabel yang rumit akan berdampak pada kesalahan dalam pemasangan
kabel, desain susunan rangkaian kabel yang rumit disebabkan karena ukuran
kabel pada rangkaian memilki ukuran yang kecil. Rusaknya saklar
disebabkan karena desain saklar tidak dapat mengantarkan aru listrik, dimana
hal ini disebabkan karena tombol switch turn on/off tidak berfungsi, desain
saklar yang buruk, dan terdapat komponen saklar yang patah.
Kesalahan yang terjadi karena faktor operator disebabkan karena
operator salah melihat ukuran desain yang akan digambar pada kayu,
penyebab kesalahan ini terjadi karena operator kurang berkonsentrasi dan
operator tidak pernah melakukan kegiatan menggambar pola serupa. Baterai
lampu habis juga terjadi karena kesalahan operator dalam memilih jenis
baterai dan juga karena operator lupa menekan tombool off pada saklar
sehingga memforsis pemakaian daya baterai.
Faktor lingkungan juga menjadi faktor yang menyebabkan terjadinya
kesalahan atau kegagalan. Faktor lingkungan dalam pembuatan desain mobil
pick up ini yaitu meja kerja yang digunakan bergetar saat digunakan, hal ini
karena ukuran panjang kaki meja kerja yang digunakan tidak sama dan juga
disebabkan karena lantai stasiun kerja tidak rata. Pencahayaan juga dapat
berdampak kepada berkurangnya performa pekerja, kurangnya pencahayaan
ini disebabkan karena bola lampu yang digunakan memiliki daya yang kecil.
Debu yang menempel pada permukaan part akan berdampak pada kualitas
hail pengecatan, debu ini disebabkan karena kondisi angin tidak stabil.
Tingkat kebisingan karena penggunaan mesin bor dapat berpengaruh pada
kesalahan dalam pembuatan as roda.
Faktor dari material yang digunakan dapat menyebabkan kesalahan atau
kegagalan dalam membuat produk, kesalahan ini disebabkan karena
menggunakan kayu yang memilkik permukaan tidak rata, penyebab lain yang
membuat tekstur permukaan kayu tidak rata disebabkan karena ukuran tebal
kayu berbeda di setiap sisi. Faktor material juga dapat menyebabkan
buruknya hasil pengecatan part, penggumpalan cat yang terjadi pada
permukaan part disebabkan karena penggunaan jenis cat yang membutuhkan
Program Studi Teknik Industri
Universitas Tanjungpura
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
waktu pengeringan lebih lama. Proses pengecatan tanpa memperhatikan
permukaan kayu yang masih terdapat serat dapat menyebabkan bentuk
permukaan terdapat bitnik – bitnik setelah dicat. Penggunaan material yang
sulit dibentuk dapat menyebabkan bentuk permukaan ban tidak bulat dan
bepengaruh juga terhadap pemotongan part lainnya. Material sulit dibentuk
karena terdapat bagian sisi material yang memiliki kekerasan berbeda. Jenis
kabel yang digunakan mudah putus disebabkan karena kualitas kabel yang
digunakan buruk, pengunaan jenis kabel ini dapat menyebabkan kesalahan
dalam memasang kabel dan tidak menyalanya bola lampu.
Faktor dari penggunaan alat menyebabkan terjadinya kesalahan
pengukuran yang disebabkan karena penggaris yang digunakan tidak standar,
dimana sisi penggaris yang sudah tidak rata, gambar pada penggaris pudar,
dan permukan penggaris yang sudah tidak transparan. Penggunaan alat seperti
gergaji yang buruk dapat menyebabkan kesalahan dalam pemotongan pola
dikarenakan mata gergaji yang sudah tumpul, mata gergaji kendor, dan
penggunaan gagang gergaji kendor. Penggunaan alat bor yang tidak standar
disebabkan karena alat bor berputar tidak stabil dan mata bor sudah aus yang
dapat menyebabkan pembuatan lubang as roda tidak lurus. Penggunaan tang
potong yang tidak standar untuk kabel juga dapat berpengaruh pada hasil
kabel yang dipotong yang dapat menyebabkan kesalahan dalam pemasangan
kabel.
Faktor metode memberikan dampak atau pengaruh yang besar terjadinya
suatu kesalahan dalam pembuatan part seperti kesalahan pemotongan pola
yang disebabkan karena teknik pemotongan yang dilakukan salah dan
kesalahan dalam teknik pengukuran yang dilakukan tidak presisi yang
disebabkan karena kesalahan dalam membaca ukuran pengggaris, dan
kesalahan menentukan titik ukur. Terdapat bintik – bintik pada permukaan
part yang telah dicat juga disebabkan karena metode penyemprotan dilakukan
tidak merata yang disebabkan karena posisi meletakkan part yang akan dicat
tidak benar dan posisi material terlalu dekat dengan cat. Teknik
pengamplasan yang melewati batas pola dapat menyebabkan bentuk
Program Studi Teknik Industri
Universitas Tanjungpura
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
permukaan yang tidak sesuai ukuran, kesalahan pengamplasan ini disebabkan
karena cara memegang part salah.
4.4 Analisa Keterkaitan Antar Modul
Dari hasil yang diperoleh pada praktikum modul 1 yaitu survey pasar
memiliki keterkaitan dengan modul 2 yaitu perancangan dan pengembangan
produk. Keterkaitan dapat dilihat dari input modul 1, output modul 1, input
modul 2, dan output modul 2. dimana input pada modul 1 yaitu melakukan
survei pasar terhadap 3 produk yaitu produk acuan, kompetitor 1 dan
kompetitor 2 terhadap 30 respondent untuk mengetahui tingkat kepentingan
dan tingkat kepuasan terhadap produk acuan dan kompetitor. Adapun output
dari modul 1 yaitu spesifikasi produk hasil house of quality melalui
perengkingan yang terdiri dari volume, jenis material, jenis warna, estetika
mobil mainan, fungsi tujuan, dan kecepatan mobil mainan.
Output yang dihasilkan dari modul 2 perancangan desain mobil pick up
mainan berupa sketsa yang dibuat melalui aplikasi autoCAD akan menjadi
input pada modul 3 yaitu prototype yang didasarkan pada ukuran-ukuran pada
modul 2, warna, material dan sketsa yang dibuat output yang dihasilkan oleh
praktikum pada modul 3 yaitu prototype berupa mobil pick up mainan yang
bertujuan untuk menunjukan karakteristik bentuk kepada konsumen.
Keterkaitan antara modul 1, modul 2, dan modul 3 yaitu hasil output
pada praktikum modul 1 survey pasar yaitu spesifikasi house of quality
menjadi input modul 2 yang akan digunakan dalam melakukan perancangan
produk mobil pick up mainan yang diproduksi oleh PT. Bebe Kids yang
menghasilkan output pada modul 2 yaitu berupa desain setiap part dari mobil
mainan pick up. Input data pada modul 3 adalah hasil output pada modul 2
yang digunakan untuk dasar pembuatan prototype. Pada modul 3 telah di buat
Lembar rencana proses dan Logbook Aktivitas yang merupakan hasil dari
input modul 2
Input di modul 4 adalah Prototype produk dan Logbook yang merupakan
output dari modul 3. Modul 4 menghasilkan output berupa Fault tree analysis
, daftar kebutuhan kualitas dan Standar operasioal prosedur (SOP).
Keterkaitan antara modul 1, modul 2, modul 3, modul 4 yaitu melakukan
Program Studi Teknik Industri
Universitas Tanjungpura
Praktikum Terintegrasi 1
Modul 4 Pengendalian Kualitas
Kelompok 5
perbaikan mutu yang dirancang pada modul 2 dan modul 1 , membuat sebuah
dokumen prosedur standar yang akan menjamin kualitas produk massal yang
sesuai dengan keinginan konsumen yang telah di lakukan pembuatan
prototype pada modul 3 dan modul 4 ini melakukan pengendalian kualitas.
4.3 Analisa Standar Operasional Prosedur (SOP)
Program Studi Teknik Industri
Universitas Tanjungpura
Vous aimerez peut-être aussi
- Tugas Presentasi Manufaktur Terintegrasi 1.2 1.4 1.6Document5 pagesTugas Presentasi Manufaktur Terintegrasi 1.2 1.4 1.6Franciskus Febry AnggoroPas encore d'évaluation
- Workplace Inspection Checklist Bahasa Indonesia, ApligoDocument4 pagesWorkplace Inspection Checklist Bahasa Indonesia, Apligofebry anggoroPas encore d'évaluation
- Ghancart Gedung OlahragaDocument23 pagesGhancart Gedung OlahragaFranciskus Febry AnggoroPas encore d'évaluation
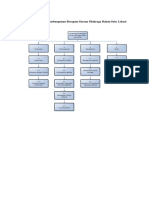
- Gambar WBS Pembangunan Beragam Sarana Olahraga Dalam Satu LokasiDocument1 pageGambar WBS Pembangunan Beragam Sarana Olahraga Dalam Satu LokasiFranciskus Febry AnggoroPas encore d'évaluation
- ID035Document9 pagesID035Franciskus Febry AnggoroPas encore d'évaluation
- Rekap Data Kelompok 3Document25 pagesRekap Data Kelompok 3Franciskus Febry AnggoroPas encore d'évaluation