Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Construction of Gas TurbineDocument88 pagesConstruction of Gas Turbinesanjeev kushwaha100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- UT EquationsDocument2 pagesUT EquationsNavneet Singh100% (1)
- GED Chemistry Note1 (Atoms, Molecules and Their Properties)Document6 pagesGED Chemistry Note1 (Atoms, Molecules and Their Properties)Shahadat Hussain Parvez100% (2)
- A488 13208-2Document18 pagesA488 13208-2DeepakRajurkarPas encore d'évaluation
- A958Document5 pagesA958DeepakRajurkarPas encore d'évaluation
- ASTMDocument46 pagesASTMJuliana100% (1)
- Radioactive Decay Measurement:: T o (Time/HL)Document2 pagesRadioactive Decay Measurement:: T o (Time/HL)DeepakRajurkarPas encore d'évaluation
- Proses Manufaktur - Fundamental of Metal FormingDocument35 pagesProses Manufaktur - Fundamental of Metal FormingAnatolium IrgrandePas encore d'évaluation
- Abrasion-Resistant Cast Irons: Standard Specification ForDocument4 pagesAbrasion-Resistant Cast Irons: Standard Specification ForDeepakRajurkarPas encore d'évaluation
- Domain 1 MathematicsDocument129 pagesDomain 1 Mathematicsjyothish100% (2)
- High Temperature Oxidation and Corrosion of Metals: David YoungDocument2 pagesHigh Temperature Oxidation and Corrosion of Metals: David YoungMahmoud MohammdPas encore d'évaluation
- Biomass Gasification For Hydrogen Production - Process Description and Research NeedDocument10 pagesBiomass Gasification For Hydrogen Production - Process Description and Research Needapi-3799861100% (1)
- Handbook 6th Sem MeDocument100 pagesHandbook 6th Sem MeJag Parvesh DahiyaPas encore d'évaluation
- Turflow Heat Exchanger High Efficiency Heat Transfer Solution-Sales BrochureDocument8 pagesTurflow Heat Exchanger High Efficiency Heat Transfer Solution-Sales BrochurePablo Angel ToiaPas encore d'évaluation
- Foundry Tulip Jsons Western WPS Parameters: Sulzer ConfidentialDocument6 pagesFoundry Tulip Jsons Western WPS Parameters: Sulzer ConfidentialDeepakRajurkarPas encore d'évaluation
- Inconel WeldingDocument5 pagesInconel WeldingDeepakRajurkarPas encore d'évaluation
- Zinc Coating, Hot-Dip, Requirements For Application To Carbon and Alloy Steel Bolts, Screws, Washers, Nuts, and Special Threaded Fasteners (Metric)Document5 pagesZinc Coating, Hot-Dip, Requirements For Application To Carbon and Alloy Steel Bolts, Screws, Washers, Nuts, and Special Threaded Fasteners (Metric)DeepakRajurkarPas encore d'évaluation
- Purging FixtureDocument1 pagePurging FixtureDeepakRajurkarPas encore d'évaluation
- G 46 - 94 R99 - RZQ2 PDFDocument7 pagesG 46 - 94 R99 - RZQ2 PDFSamuel EduardoPas encore d'évaluation
- Partial Penetration Joint ConfDocument2 pagesPartial Penetration Joint ConfDeepakRajurkarPas encore d'évaluation
- B649Document6 pagesB649DeepakRajurkarPas encore d'évaluation
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDeepakRajurkarPas encore d'évaluation
- Astm B148 09 PDFDocument5 pagesAstm B148 09 PDFRamana NatesanPas encore d'évaluation
- E125 MP TestingDocument21 pagesE125 MP TestingDeepakRajurkar0% (1)
- Gray Iron Castings: Standard Specification ForDocument6 pagesGray Iron Castings: Standard Specification ForDeepakRajurkarPas encore d'évaluation
- B649Document6 pagesB649DeepakRajurkarPas encore d'évaluation
- E 125 - 63Document3 pagesE 125 - 63José Ramón GutierrezPas encore d'évaluation
- UT EquationsDocument2 pagesUT EquationsDeepakRajurkarPas encore d'évaluation
- Hardfacing SketchDocument1 pageHardfacing SketchDeepakRajurkarPas encore d'évaluation
- Endosimbiose e A Origem Dos PlastídeosDocument9 pagesEndosimbiose e A Origem Dos PlastídeosegpereiraPas encore d'évaluation
- Stack Effect in High Rise Buildings A ReviewDocument13 pagesStack Effect in High Rise Buildings A ReviewAhmedBadrPas encore d'évaluation
- Constitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesDocument6 pagesConstitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesWinston SequeiraPas encore d'évaluation
- PG 462-486 PDFDocument25 pagesPG 462-486 PDFfilkePas encore d'évaluation
- Heat Transfer Operations Lab Report: Engr. M. Akmal RanaDocument4 pagesHeat Transfer Operations Lab Report: Engr. M. Akmal RanaUmair farooqPas encore d'évaluation
- General Chemistry Ii: A. Paint Thinner and OilDocument3 pagesGeneral Chemistry Ii: A. Paint Thinner and OilCherry A. BallesterosPas encore d'évaluation
- Basics in Process Design - 2006 PDFDocument30 pagesBasics in Process Design - 2006 PDFSamuel OnyewuenyiPas encore d'évaluation
- Chapter 6 Powerpoint IIDocument34 pagesChapter 6 Powerpoint IIhdavey100% (1)
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunPas encore d'évaluation
- Template IJoSTDocument8 pagesTemplate IJoSTanatun nisa munamahPas encore d'évaluation
- Theories of FailureDocument77 pagesTheories of FailureAnonymous 6HADGUEXDPas encore d'évaluation
- Gadus s2 v220 2Document3 pagesGadus s2 v220 2ThinhPas encore d'évaluation
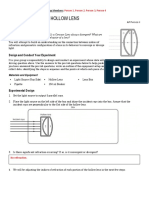
- Lab 16 - Hollow LensDocument2 pagesLab 16 - Hollow Lensapi-408463795Pas encore d'évaluation
- DiopenDocument4 pagesDiopenademar john ZamoraPas encore d'évaluation
- Porous Plates With Varying ViscosityDocument12 pagesPorous Plates With Varying ViscosityMajid KhanPas encore d'évaluation
- 2 3 - 2 3 25 1Document4 pages2 3 - 2 3 25 1GoGUtkokAPas encore d'évaluation
- New Substance Is Made, Like When Water Turns To Ice.: Physical and Chemical ChangesDocument3 pagesNew Substance Is Made, Like When Water Turns To Ice.: Physical and Chemical ChangesAccounting SolmanPas encore d'évaluation
- TikZ Package - Overleaf, Editor de LaTeX OnlineDocument13 pagesTikZ Package - Overleaf, Editor de LaTeX OnlinechkornarosPas encore d'évaluation
- Multi Field Coupling Dynamic Modeling and Simula 2014 Simulation Modelling PDocument24 pagesMulti Field Coupling Dynamic Modeling and Simula 2014 Simulation Modelling P刘文Pas encore d'évaluation
- Nanodrop PDFDocument2 pagesNanodrop PDFVinay TejaPas encore d'évaluation
- Rasa Rat Nasa Muc ChayaDocument8 pagesRasa Rat Nasa Muc ChayatemmPas encore d'évaluation