Vous aimerez peut-être aussi
- Zoloto 1078 Butterfly ValveDocument2 pagesZoloto 1078 Butterfly ValveNikhil Rajan100% (1)
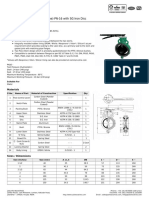
- 1078 Butter y Valve (Wafer Type) PN 16 With S.G Iron Disc: Salient FeaturesDocument17 pages1078 Butter y Valve (Wafer Type) PN 16 With S.G Iron Disc: Salient FeaturesSanket PhatangarePas encore d'évaluation
- Annular Cutter Feeds and SpeedsDocument1 pageAnnular Cutter Feeds and SpeedsAnonymous JzEb8CXErPas encore d'évaluation
- Gala 333FF-300Document1 pageGala 333FF-300Adriano BispoPas encore d'évaluation
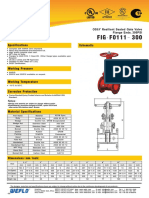
- OS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Document1 pageOS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Fight FirePas encore d'évaluation
- Weld Cheat SheetDocument1 pageWeld Cheat SheetBruce BrownPas encore d'évaluation
- Butterfly ValveDocument2 pagesButterfly ValveKELVIN TECHNOLOGIESPas encore d'évaluation
- Welding of Stainless SteelsDocument3 pagesWelding of Stainless SteelsEswar Enterprises QcPas encore d'évaluation
- WELDING SPREADER Electrode KALMAR PDFDocument1 pageWELDING SPREADER Electrode KALMAR PDFArtin HykoPas encore d'évaluation
- 304 Grade SteelDocument6 pages304 Grade SteelShashank SaxenaPas encore d'évaluation
- F0111 300 Data SheetDocument1 pageF0111 300 Data SheetSehoon OhPas encore d'évaluation
- 301 SSDocument5 pages301 SSMadhana GopalPas encore d'évaluation
- 2Document1 page2khabbab hussainPas encore d'évaluation
- Steel Clasification and WeldabilityDocument32 pagesSteel Clasification and Weldabilitycentaury2013Pas encore d'évaluation
- Böhler Fox CN 13/4 Supra: Classifi CationsDocument1 pageBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakPas encore d'évaluation
- MURAFLEX 2020 Low RizeDocument4 pagesMURAFLEX 2020 Low RizeanisyariskiPas encore d'évaluation
- Cheque Valvula Ranurado FIVALCODocument2 pagesCheque Valvula Ranurado FIVALCOCoordinador TecnicoPas encore d'évaluation
- Mill Details IndiaDocument7 pagesMill Details IndiaYash JainPas encore d'évaluation
- 5104-Gala-Silent Check ValveDocument1 page5104-Gala-Silent Check ValveNam ĐỗPas encore d'évaluation
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Document3 pagesSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluPas encore d'évaluation
- Bonded Seal Size ChartDocument6 pagesBonded Seal Size Charts bPas encore d'évaluation
- Materials FerrousDocument3 pagesMaterials Ferrousjohnson_regoPas encore d'évaluation
- FLOWTEK - Ficha Tecnica-ComprimidoDocument8 pagesFLOWTEK - Ficha Tecnica-ComprimidoJosé BrionesPas encore d'évaluation
- Spiral Wound Gasket SPW123Document2 pagesSpiral Wound Gasket SPW123Łukasz OlszewskiPas encore d'évaluation
- Cast Iron Welding AlloysDocument4 pagesCast Iron Welding AlloysKhin Aung ShwePas encore d'évaluation
- Is 2062 E350 - Fe 490 Steel Plate - Steel PlateDocument4 pagesIs 2062 E350 - Fe 490 Steel Plate - Steel PlateAmit GauravPas encore d'évaluation
- DBMSC Steel BrochureDocument5 pagesDBMSC Steel BrochureDaniel MartinezPas encore d'évaluation
- Boiler Valve CatalogDocument74 pagesBoiler Valve CatalogEduardo DiegoPas encore d'évaluation
- F58 CraneDocument1 pageF58 CraneMarco DiazPas encore d'évaluation
- 304 Stainless Steel Technical Data SheetDocument4 pages304 Stainless Steel Technical Data SheetMani KannaPas encore d'évaluation
- SCS PDFDocument2 pagesSCS PDFEdison ClementePas encore d'évaluation
- Mild Steel SpecificationDocument1 pageMild Steel SpecificationSteinol SolutionsPas encore d'évaluation
- CR StandardsDocument6 pagesCR Standardsalpha_beta48Pas encore d'évaluation
- Data Sheet For Ss 304 GradeDocument2 pagesData Sheet For Ss 304 Grades swami100% (1)
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakPas encore d'évaluation
- Userguide For SSDocument26 pagesUserguide For SSehsan4uPas encore d'évaluation
- 3152 - Gala - Van C NG - BronzeDocument1 page3152 - Gala - Van C NG - BronzeNam ĐỗPas encore d'évaluation
- Barry Robinson SAFE Presentation 2Document22 pagesBarry Robinson SAFE Presentation 2mmairaalvarado90Pas encore d'évaluation
- S.No Materials Specification DescriptionDocument4 pagesS.No Materials Specification DescriptioniyamPas encore d'évaluation
- Valve Material ApplicationDocument16 pagesValve Material Applicationme100% (1)
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456Pas encore d'évaluation
- Filettature Tiranti ASTM-A193Document25 pagesFilettature Tiranti ASTM-A193markoredsPas encore d'évaluation
- Lead Free Valves: Catalogue2018Document11 pagesLead Free Valves: Catalogue2018Ratheesh KumarPas encore d'évaluation
- Stainless Steel Grade 304 (UNS S30400)Document5 pagesStainless Steel Grade 304 (UNS S30400)Gangsar DwikaPas encore d'évaluation
- IFC Series Y125 and Y150 Fabricated Y-Strainers: Design FeaturesDocument2 pagesIFC Series Y125 and Y150 Fabricated Y-Strainers: Design FeaturesPrasanta Kumar Behera100% (1)
- Double-Sphere Connectors: FeaturesDocument4 pagesDouble-Sphere Connectors: FeaturesArya WisnuPas encore d'évaluation
- Tabela VCorte SangrarDocument4 pagesTabela VCorte Sangrarcaeiro60Pas encore d'évaluation
- 25CR20NIDocument2 pages25CR20NIShariq KhanPas encore d'évaluation
- Nutron TM Trunnion Mounted Ball Valve FlyerDocument2 pagesNutron TM Trunnion Mounted Ball Valve FlyerAlbert RubianoPas encore d'évaluation
- Planning Reqd by VickyDocument7 pagesPlanning Reqd by Vickyniranjan katodePas encore d'évaluation
- Carpenter Stainless Type 430: IdentificationDocument4 pagesCarpenter Stainless Type 430: Identificationumesh sengarPas encore d'évaluation
- RAS-UCB-PL-MAR-029-00 Fire Fighting Gala ValveDocument10 pagesRAS-UCB-PL-MAR-029-00 Fire Fighting Gala ValveChhomPas encore d'évaluation
- 17-GRT-MS250 Meat SlicerDocument12 pages17-GRT-MS250 Meat Slicerkurnia wanPas encore d'évaluation
- 410 Welding Wire and RodDocument1 page410 Welding Wire and RodJenderalKancilPas encore d'évaluation
- Econ Ball Valves PN 16 Bronze Fig. 1943: Full Bore 1 or 2 Piece Body Blow-Out Proof StemDocument1 pageEcon Ball Valves PN 16 Bronze Fig. 1943: Full Bore 1 or 2 Piece Body Blow-Out Proof StemChristianGuerreroPas encore d'évaluation
- Spring Loaded Safety Valve: SRV1 (Open Bonnet) / SRV2 (Closed Bonnet)Document4 pagesSpring Loaded Safety Valve: SRV1 (Open Bonnet) / SRV2 (Closed Bonnet)cmpuckPas encore d'évaluation
- Trim Number Chart API ValveDocument2 pagesTrim Number Chart API ValveJuliusMaximus12Pas encore d'évaluation
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesD'EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesÉvaluation : 4 sur 5 étoiles4/5 (1)
- Gas Separator Sizing SpreadsheetDocument19 pagesGas Separator Sizing SpreadsheetSaid FerdjallahPas encore d'évaluation
- Energy Bands Consisting of A Large Number of Closely Spaced Energy Levels Exist in Crystalline MaterialsDocument15 pagesEnergy Bands Consisting of A Large Number of Closely Spaced Energy Levels Exist in Crystalline MaterialsRajItssMiraclesPas encore d'évaluation
- Measuring Thermal Crystallinity in PET: Spe Antec Indianapolis 2016Document5 pagesMeasuring Thermal Crystallinity in PET: Spe Antec Indianapolis 2016Silviani SilvyPas encore d'évaluation
- Sample Paper Ftre 2022 Class Viii p2 PCBMDocument27 pagesSample Paper Ftre 2022 Class Viii p2 PCBMNandini Saha50% (2)
- Industry AbbreviationsDocument39 pagesIndustry Abbreviationsrafik1995Pas encore d'évaluation
- TMT RebarsDocument15 pagesTMT RebarsMohan Dakshina0% (1)
- Nahuelco Wedge WireDocument20 pagesNahuelco Wedge WirejonatanlouPas encore d'évaluation
- Simple Bio-Gas Plant Design and ConstructDocument15 pagesSimple Bio-Gas Plant Design and ConstructWaadPas encore d'évaluation
- Archroma - Passion For PrintingDocument10 pagesArchroma - Passion For PrintingNguyễn Huy Cường100% (1)
- Kinetic Interpretation of TemperatureDocument2 pagesKinetic Interpretation of Temperaturegozombie43Pas encore d'évaluation
- Cleanroom Microbiology For The Non-MicrobiologistDocument5 pagesCleanroom Microbiology For The Non-Microbiologistnsk79in@gmail.comPas encore d'évaluation
- Analysis of Biodiesel Combustion in A Boiler With A Pressure Operated Mechanical Pulverisation BurnerDocument7 pagesAnalysis of Biodiesel Combustion in A Boiler With A Pressure Operated Mechanical Pulverisation BurnerSyahriRomadhoniPas encore d'évaluation
- FLOWTEK - Ficha Tecnica-ComprimidoDocument8 pagesFLOWTEK - Ficha Tecnica-ComprimidoJosé BrionesPas encore d'évaluation
- Properties of SolutionsDocument22 pagesProperties of SolutionsVictoria LowmanPas encore d'évaluation
- A Method For Estimating Impedance Parameters For Electrochemical Systems That Exhibit PseudoinductanceDocument3 pagesA Method For Estimating Impedance Parameters For Electrochemical Systems That Exhibit PseudoinductanceNumitor Tor Aten JilPas encore d'évaluation
- Beton Translucid 2Document6 pagesBeton Translucid 2Nicoleta Diana DuiculetePas encore d'évaluation
- Magnetism Guided Notes Brainpop AnswersDocument3 pagesMagnetism Guided Notes Brainpop Answersapi-457194169Pas encore d'évaluation
- 1 FFFFDocument8 pages1 FFFFfaguilarPas encore d'évaluation
- 3-Ikoku - Natural Gas Production EngineeringDocument271 pages3-Ikoku - Natural Gas Production EngineeringIshani GuptaPas encore d'évaluation
- Welding Fabrication Standards PDFDocument95 pagesWelding Fabrication Standards PDFYaronPas encore d'évaluation
- Tempilstick 200Document11 pagesTempilstick 200mohammad arshadPas encore d'évaluation
- Energy Analysis of Pipes and FittingsDocument4 pagesEnergy Analysis of Pipes and FittingsEymann JalaPas encore d'évaluation
- MARK NeocareP3R 1303 Customer 2pages PDFDocument2 pagesMARK NeocareP3R 1303 Customer 2pages PDFOrestis TzimasPas encore d'évaluation
- ISRO3 WWW Matterhere Com NRRDocument6 pagesISRO3 WWW Matterhere Com NRRParth PatelPas encore d'évaluation
- Oxidation Reduction ReactionsDocument40 pagesOxidation Reduction ReactionsLock SeriesPas encore d'évaluation
- Sathyabama UniversityDocument20 pagesSathyabama UniversityMathavaraja JeyaramanPas encore d'évaluation
- Conservacion de Motores CaterpillarDocument26 pagesConservacion de Motores CaterpillarRamón José Aponte Franco100% (1)
- Ptfe Polymer: Material IntroductionDocument2 pagesPtfe Polymer: Material Introductionrobertofca2266Pas encore d'évaluation
- 2007 02 16 Valero Refinery Propane FireDocument9 pages2007 02 16 Valero Refinery Propane FirePimol SuriyaprasitPas encore d'évaluation
- New Brochure 20pagesDocument20 pagesNew Brochure 20pagesSikander0% (1)