Vous aimerez peut-être aussi
- Redes de PetriDocument6 pagesRedes de PetriCG PauloPas encore d'évaluation
- Practica 9 Completa PDFDocument22 pagesPractica 9 Completa PDFManuel De Jesus ValenzuelaPas encore d'évaluation
- Unidad 1 - Introduccion A Loas Automatas ProgramablesDocument28 pagesUnidad 1 - Introduccion A Loas Automatas ProgramablesCharly MontañoPas encore d'évaluation
- MA KR 300 470-2 PA EsDocument161 pagesMA KR 300 470-2 PA EsCésar Atachau100% (1)
- Manejo de Simulador HNC Torno y FresaDocument6 pagesManejo de Simulador HNC Torno y FresaGabriel Benítez CanoPas encore d'évaluation
- EjerciciosDocument4 pagesEjerciciossalomeneskaPas encore d'évaluation
- Robotica Industrial 2 2014Document49 pagesRobotica Industrial 2 2014Braulio ValdesPas encore d'évaluation
- Escalera Electrica PLCDocument3 pagesEscalera Electrica PLCOmar Haro100% (1)
- Diagrama de Contacto KOPDocument212 pagesDiagrama de Contacto KOPErkes KaizerPas encore d'évaluation
- Diseño de Un Exoesqueleto de Miembro SuperiorDocument116 pagesDiseño de Un Exoesqueleto de Miembro SuperiorloganleonPas encore d'évaluation
- Datos Tecnicos de Brazos RoboticosDocument9 pagesDatos Tecnicos de Brazos RoboticosAndrés MoralesPas encore d'évaluation
- Tutorial XilinxDocument40 pagesTutorial XilinxJavier EspinozaPas encore d'évaluation
- Ejercicios T02 PDFDocument19 pagesEjercicios T02 PDFAlberto Pardo CerdanPas encore d'évaluation
- 04 - Backups Del SO PDFDocument19 pages04 - Backups Del SO PDFEva SuárezPas encore d'évaluation
- SM DCP 8080DN 8085DN MFC 8480DN 8690DW Es 6479Document651 pagesSM DCP 8080DN 8085DN MFC 8480DN 8690DW Es 6479Diego BonillaPas encore d'évaluation
- CP 1 LDocument32 pagesCP 1 Llavaraa0% (1)
- Mecatronica PDFDocument499 pagesMecatronica PDFMigel Antonio Peña ParragaPas encore d'évaluation
- Electro Digital 2 Bachillerato 2020-2021 OkDocument41 pagesElectro Digital 2 Bachillerato 2020-2021 OkVictor Felix Mora MoranPas encore d'évaluation
- Robotica Industrial 1 2014Document57 pagesRobotica Industrial 1 2014Braulio ValdesPas encore d'évaluation
- ManualDocument83 pagesManualCristina Miguélez100% (1)
- 4918 S EEM 4 2-1 Motor Dahlander 1kWDocument16 pages4918 S EEM 4 2-1 Motor Dahlander 1kWkikote0% (1)
- Solidal Catalogo GeneralDocument16 pagesSolidal Catalogo GeneralMarcoPas encore d'évaluation
- Catalogo Resumen de Instrumentacion Siemens 2021Document64 pagesCatalogo Resumen de Instrumentacion Siemens 2021Ronald Jose Mata RaveloPas encore d'évaluation
- Metodo Paso A PasoDocument10 pagesMetodo Paso A PasoYuritzi GuarnerosPas encore d'évaluation
- Diuagrama de Hilos, Hollier Tipo 2Document28 pagesDiuagrama de Hilos, Hollier Tipo 2CristianAndres100% (1)
- Arquitectura UnixDocument3 pagesArquitectura UnixJoetan SaldañaPas encore d'évaluation
- Artículo Científico Sobre Casas PreDocument8 pagesArtículo Científico Sobre Casas PreEsteban QuishpePas encore d'évaluation
- PED2 Curso2021 22 v1Document17 pagesPED2 Curso2021 22 v1杨幂Pas encore d'évaluation
- Laboratorio Dynamixel PDFDocument5 pagesLaboratorio Dynamixel PDFluis quitianPas encore d'évaluation
- Principios de La Electricidad PDFDocument12 pagesPrincipios de La Electricidad PDFChristianPas encore d'évaluation
- LIBRO Laboratorios FI BN2015 16 2Document46 pagesLIBRO Laboratorios FI BN2015 16 2Asier FelipePas encore d'évaluation
- Brother HL-2130 y Otros Modelos Manual de ServicioDocument175 pagesBrother HL-2130 y Otros Modelos Manual de ServicioSmith Steve100% (2)
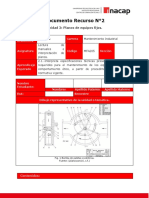
- Planos de Equipos Fijos.Document34 pagesPlanos de Equipos Fijos.Pablo AllendesPas encore d'évaluation
- Neumatica Antonio BuenoDocument39 pagesNeumatica Antonio Buenosind2Pas encore d'évaluation
- Tango 300 User Manual Spanish PDFDocument102 pagesTango 300 User Manual Spanish PDFjosaolguinPas encore d'évaluation
- Diagrama de Conexión Entre El Procesador, El Puente Norte y Los PerifericosDocument3 pagesDiagrama de Conexión Entre El Procesador, El Puente Norte y Los Perifericosnatas_marangasnPas encore d'évaluation
- Ejercicios PerspectivasDocument3 pagesEjercicios PerspectivasClassic VwPas encore d'évaluation
- EJERCICIO N°2 - Puerta de Apertura AutomaticaDocument6 pagesEJERCICIO N°2 - Puerta de Apertura AutomaticaTony NavarroPas encore d'évaluation
- Anexo IIDocument821 pagesAnexo IIHugo Silva100% (1)
- Programador de PICsDocument11 pagesProgramador de PICsIvo Ampuero Ríos100% (1)
- INFORMES4Document19 pagesINFORMES4FaustoPolancoAriasPas encore d'évaluation
- Implementacion de Un Alimentador ElectroneumaticoDocument79 pagesImplementacion de Un Alimentador ElectroneumaticoAn HFPas encore d'évaluation
- Manual Instruc AWLDocument10 pagesManual Instruc AWLxancarallasPas encore d'évaluation
- Plan Anual 2016 Ras Ieee UnfvDocument7 pagesPlan Anual 2016 Ras Ieee UnfvRichard L TorresPas encore d'évaluation
- Guia Vision LabviewDocument19 pagesGuia Vision LabviewFergie_2011Pas encore d'évaluation
- 1756 rm095 - Es P PDFDocument670 pages1756 rm095 - Es P PDFDaniel Pérez50% (2)
- Practica UNODocument10 pagesPractica UNOAndrés MoralesPas encore d'évaluation
- LPAIC2010Document189 pagesLPAIC2010Oskar RockdriguezPas encore d'évaluation
- El Producto y EL ProcesoDocument19 pagesEl Producto y EL ProcesoArellanoOscar0% (1)
- Preparacion de Materiales y Maquinaria Segun Documentacion Tecnica & Norma UNE-EN ISO 5457-2000Document53 pagesPreparacion de Materiales y Maquinaria Segun Documentacion Tecnica & Norma UNE-EN ISO 5457-2000haldfordPas encore d'évaluation
- Fundamentos de Sistemas DigitalesDocument11 pagesFundamentos de Sistemas DigitalesSirio605Pas encore d'évaluation
- Administración de La Conservación IndustrialDocument52 pagesAdministración de La Conservación IndustrialCarolinnaMC100% (2)
- Sena Ejemplo DiseñoDocument116 pagesSena Ejemplo DiseñoJORGE PARRAPas encore d'évaluation
- Informe Programador Pic Usb 1Document21 pagesInforme Programador Pic Usb 1JalexanderhgPas encore d'évaluation
- Fabrica Tu Propia Impresora 3DDocument24 pagesFabrica Tu Propia Impresora 3DRicardo MulatoPas encore d'évaluation
- AlgoritmosDocument41 pagesAlgoritmospabloPas encore d'évaluation
- Actividades Práctica 1Document5 pagesActividades Práctica 1Dani PérezPas encore d'évaluation
- EXAMEN Ordinario CIPQ, Enero 2021Document9 pagesEXAMEN Ordinario CIPQ, Enero 2021AgustinAlvarezAlvarezPas encore d'évaluation
- Práctica2 ProgramaciónCNC1Document33 pagesPráctica2 ProgramaciónCNC1Félix LauPas encore d'évaluation
- Informe Práctica 1 Grupo 2Document10 pagesInforme Práctica 1 Grupo 2Samuel VillamilPas encore d'évaluation
- Evaluacion 4 EsoaDocument4 pagesEvaluacion 4 EsoaFrancisco Manuel García VallejoPas encore d'évaluation
- Esquema de Funcionamiento de Un Servidor WebDocument1 pageEsquema de Funcionamiento de Un Servidor WebFrancisco Manuel García VallejoPas encore d'évaluation
- AulaDcine - Dosier 2019-2020 PDFDocument12 pagesAulaDcine - Dosier 2019-2020 PDFFrancisco Manuel García VallejoPas encore d'évaluation
- 3.2.5.13 Lab - Práctica de Laboratorio de API de RESTfulDocument11 pages3.2.5.13 Lab - Práctica de Laboratorio de API de RESTfulFrancisco Manuel García Vallejo0% (2)
- 3.2.5.14 Práctica de Laboratorio - Interacción Con El Mundo Físico de Cisco SparkDocument11 pages3.2.5.14 Práctica de Laboratorio - Interacción Con El Mundo Físico de Cisco SparkFrancisco Manuel García VallejoPas encore d'évaluation
- 2.1.2.8 Lab - El Osciloscopio DigitalDocument3 pages2.1.2.8 Lab - El Osciloscopio DigitalFrancisco Manuel García Vallejo0% (2)
- 6.3.2.3 - Haga Un Prototipo y Pruebe La SolucionDocument4 pages6.3.2.3 - Haga Un Prototipo y Pruebe La SolucionFrancisco Manuel García VallejoPas encore d'évaluation
- Tarjetas de ExpansionDocument2 pagesTarjetas de ExpansionFrancisco Manuel García VallejoPas encore d'évaluation
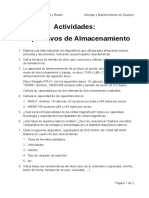
- Acividades Dispositivos AlmacenamientoDocument2 pagesAcividades Dispositivos AlmacenamientoFrancisco Manuel García VallejoPas encore d'évaluation
- Scratch Como Herramienta para Desarrollar El Pensamiento ComputacionalDocument379 pagesScratch Como Herramienta para Desarrollar El Pensamiento ComputacionalFrancisco Manuel García Vallejo100% (2)
- Vivir y Sentir El Patrimonio: de Paseo Por El Parque Nicolas Salmerón de AlmeríaDocument16 pagesVivir y Sentir El Patrimonio: de Paseo Por El Parque Nicolas Salmerón de AlmeríaFrancisco Manuel García VallejoPas encore d'évaluation
- Examen Montaje y Mantenimiento de EquiposDocument1 pageExamen Montaje y Mantenimiento de EquiposFrancisco Manuel García VallejoPas encore d'évaluation
- Administracion Remota ActiveDirectory Windows Server 2012Document4 pagesAdministracion Remota ActiveDirectory Windows Server 2012Francisco Manuel García VallejoPas encore d'évaluation
- Compartir Impresora Dominio Con Windows Server 2012Document5 pagesCompartir Impresora Dominio Con Windows Server 2012Francisco Manuel García VallejoPas encore d'évaluation
- Prueba Aplicaciones WebDocument3 pagesPrueba Aplicaciones WebFrancisco Manuel García VallejoPas encore d'évaluation
- Perfil Usuario Movil Windows Server 2012 R2Document8 pagesPerfil Usuario Movil Windows Server 2012 R2Francisco Manuel García VallejoPas encore d'évaluation
- Triptico USAER91Document1 pageTriptico USAER91naomiPas encore d'évaluation
- Tecnología de La Información y ComunicaciónDocument7 pagesTecnología de La Información y ComunicaciónGrecia NavarroPas encore d'évaluation
- Comandos en PseintDocument10 pagesComandos en PseintWagner BaquePas encore d'évaluation
- AaaDocument10 pagesAaaIgnacioo QuezadaPas encore d'évaluation
- Configuracion e Instalacion de Windows 7 Pro en Virtual BoxDocument8 pagesConfiguracion e Instalacion de Windows 7 Pro en Virtual BoxAlvaro Osvaldo Del Rio BaltierresPas encore d'évaluation
- Instructivo Sectorizacion Docente 1.8Document7 pagesInstructivo Sectorizacion Docente 1.8Juan VelezPas encore d'évaluation
- Lenguaje de ProgramaciónDocument238 pagesLenguaje de ProgramaciónGerónimo Loya50% (2)
- Tarjeta ArcnetDocument8 pagesTarjeta Arcnetdiego_s_glzPas encore d'évaluation
- Minimizacion de Automatas Finitos DeterministasDocument18 pagesMinimizacion de Automatas Finitos DeterministasClarence Ford100% (1)
- Normas Especificas Seguridad Informacion - 21-07-2022Document34 pagesNormas Especificas Seguridad Informacion - 21-07-2022daniel orellanaPas encore d'évaluation
- Cordial SaludoDocument21 pagesCordial SaludoDanielitha GomezPas encore d'évaluation
- Integración de BIG DATADocument3 pagesIntegración de BIG DATAMarco NicolásPas encore d'évaluation
- TP RAID InfoDocument5 pagesTP RAID InfoMaria Quimey BuczyñskiPas encore d'évaluation
- 2.7.6packet Tracer-Implementacióndeconectividad Básica RespuestasDocument5 pages2.7.6packet Tracer-Implementacióndeconectividad Básica RespuestasElizabeth LiceagaPas encore d'évaluation
- Trabajo Archivos - Victor HenriquezDocument11 pagesTrabajo Archivos - Victor HenriquezVictor Manuel HenriquezPas encore d'évaluation
- Plataformas E-CommerceDocument7 pagesPlataformas E-CommerceAdrián T.V.Pas encore d'évaluation
- U3 Part1 CrpiDocument44 pagesU3 Part1 CrpiAreli MartinezPas encore d'évaluation
- Lenguajes de Programación A Nivel de Movimientos ElementalesDocument10 pagesLenguajes de Programación A Nivel de Movimientos ElementalesDubraxka CalderónPas encore d'évaluation
- Redes de Nueva GeneracionDocument5 pagesRedes de Nueva GeneracionKevin Williams Santos PoncePas encore d'évaluation
- 2021-166 GadbasDocument1 page2021-166 GadbasJuan BalsecaPas encore d'évaluation
- (Lab06) Adm. DispDocument19 pages(Lab06) Adm. DispIsaac borja paulaPas encore d'évaluation
- Proceso SDocument16 pagesProceso SАдриан БандаPas encore d'évaluation
- Actividad - 2 Taller de Lógica y SimulaciónDocument14 pagesActividad - 2 Taller de Lógica y SimulaciónPatrik suarezPas encore d'évaluation
- Proyecto Final: Analisis Y Gestion de Los RequerimientosDocument6 pagesProyecto Final: Analisis Y Gestion de Los RequerimientosMiguel angel Zacarias cortazaPas encore d'évaluation
- S01.s2-Redes de ConmutaciónDocument27 pagesS01.s2-Redes de ConmutaciónBilly Omar Muñoz PeinadoPas encore d'évaluation
- Guia WinterOS - Rev05Document29 pagesGuia WinterOS - Rev05Jean Stewar Hidalgo Soto100% (1)
- Cen-01-R06 Central de Monitoreo de Dieciséis TerminalesDocument2 pagesCen-01-R06 Central de Monitoreo de Dieciséis TerminalespatricioPas encore d'évaluation
- 1-Programación Java - Introducción Al Lenguaje Java-Páginas-EliminadasDocument11 pages1-Programación Java - Introducción Al Lenguaje Java-Páginas-EliminadasRamiro Ezequiel Torres PoggiesePas encore d'évaluation
- Formularios en HTMLDocument10 pagesFormularios en HTMLAndroid AppsPas encore d'évaluation
- Escala de Intereses de ThurstoneDocument23 pagesEscala de Intereses de Thurstoneyona sc50% (2)