Vous aimerez peut-être aussi
- Turkle Sherry What Does Simulation Want PDFDocument11 pagesTurkle Sherry What Does Simulation Want PDFmonterojuPas encore d'évaluation
- Loctite 2440™: Technical Data SheetDocument3 pagesLoctite 2440™: Technical Data SheetFabio ParceroPas encore d'évaluation
- Loctite 601: Technical Data SheetDocument3 pagesLoctite 601: Technical Data SheetMahendra NanayakkaraPas encore d'évaluation
- Loctite 573 - Tech - Info - Sheet - ENDocument3 pagesLoctite 573 - Tech - Info - Sheet - ENChristopherPas encore d'évaluation
- Loctite 545: Product Description Technology Cure Speed vs. TemperatureDocument3 pagesLoctite 545: Product Description Technology Cure Speed vs. TemperatureAndrew LorzanoPas encore d'évaluation
- This Datasheet Is Presented by The Manufacturer Dieses Datenblatt Wird Vom Hersteller Bereitgestellt Cette Fiche Technique Est Présentée Par Le FabricantDocument5 pagesThis Datasheet Is Presented by The Manufacturer Dieses Datenblatt Wird Vom Hersteller Bereitgestellt Cette Fiche Technique Est Présentée Par Le FabricantAbdulSattarPas encore d'évaluation
- Loctite 574™: Product DescriptionDocument3 pagesLoctite 574™: Product DescriptionmykedindealPas encore d'évaluation
- Loctite 5770Document4 pagesLoctite 5770ChristianPas encore d'évaluation
- Loctite 246: Technical Data SheetDocument3 pagesLoctite 246: Technical Data SheetFabio ParceroPas encore d'évaluation
- 648 TDS PDFDocument3 pages648 TDS PDFSenthil Kumar GanesanPas encore d'évaluation
- Loctite 515™: Technical Data SheetDocument3 pagesLoctite 515™: Technical Data SheetVincent EsperanzaPas encore d'évaluation
- Loctite-577 Thread SealantDocument4 pagesLoctite-577 Thread SealantqcselvaPas encore d'évaluation
- Loctite 641 enDocument3 pagesLoctite 641 engeorgePas encore d'évaluation
- 248-ENDocument4 pages248-ENPaulo BertoPas encore d'évaluation
- LOCTITE 2422-tdsDocument4 pagesLOCTITE 2422-tdsIndo KalbarPas encore d'évaluation
- Aa 3295-En PDFDocument3 pagesAa 3295-En PDFDan AyalaPas encore d'évaluation
- Technical Data Sheet Product 577: Typical Value RangeDocument2 pagesTechnical Data Sheet Product 577: Typical Value RangeNabil DjaaboubPas encore d'évaluation
- Loctite 515™: Technical Data SheetDocument4 pagesLoctite 515™: Technical Data SheetNelson OsbornnePas encore d'évaluation
- Henkel - Loctite AA 331 - TDS PDFDocument4 pagesHenkel - Loctite AA 331 - TDS PDFDang Ngoc Tuong ViPas encore d'évaluation
- Loctite 3090™: Product Description Cure Speed vs. SubstrateDocument4 pagesLoctite 3090™: Product Description Cure Speed vs. SubstrateNishant SenapatiPas encore d'évaluation
- Loctite 620: Product Description Technology Cure Speed vs. Bond GapDocument3 pagesLoctite 620: Product Description Technology Cure Speed vs. Bond GapKamrange100% (1)
- Loctite 271Document3 pagesLoctite 271ydwihatmanto123Pas encore d'évaluation
- Loctite 638™: Technical Data SheetDocument4 pagesLoctite 638™: Technical Data SheetChinmoy BaruahPas encore d'évaluation
- Technical Data Sheet Product 290: Worldwide Version, October 1995Document2 pagesTechnical Data Sheet Product 290: Worldwide Version, October 1995quang trinhPas encore d'évaluation
- Loctite 2620™: Product DescriptionDocument4 pagesLoctite 2620™: Product DescriptionDiego RomeroPas encore d'évaluation
- Loctite 5400™: Product Description Cure Speed vs. Bond GapDocument3 pagesLoctite 5400™: Product Description Cure Speed vs. Bond GapMototest HarleybmwPas encore d'évaluation
- 620 enDocument3 pages620 enJoseph wheelerPas encore d'évaluation
- 638 - New-EnDocument4 pages638 - New-EnKan Sang MokPas encore d'évaluation
- Loctite 603: Technical Data SheetDocument3 pagesLoctite 603: Technical Data SheetibrahimPas encore d'évaluation
- Loctite 648™: Technical Data SheetDocument4 pagesLoctite 648™: Technical Data SheetEriksonPas encore d'évaluation
- Loctite 680Document4 pagesLoctite 680A DamiánPas encore d'évaluation
- Loctite 510™: Technical Data SheetDocument4 pagesLoctite 510™: Technical Data SheetYasser RezkPas encore d'évaluation
- Product 577: Technical Data SheetDocument2 pagesProduct 577: Technical Data SheetToddy SamuelPas encore d'évaluation
- Loctite 648™: Technical Data SheetDocument4 pagesLoctite 648™: Technical Data SheetBahim BahimanPas encore d'évaluation
- Loctite 515 and 518 Tech. SheetDocument6 pagesLoctite 515 and 518 Tech. Sheetveronica aldridgePas encore d'évaluation
- Loctite 277Document3 pagesLoctite 277Sreenivas TalariPas encore d'évaluation
- LOCTITE 680 - UpgradeDocument4 pagesLOCTITE 680 - UpgradeChinmoy BaruahPas encore d'évaluation
- Loctite 415™: Technical Data SheetDocument3 pagesLoctite 415™: Technical Data SheettheoPas encore d'évaluation
- LOctite SI 5900Document3 pagesLOctite SI 5900Giovanni HernandezPas encore d'évaluation
- Aa 326-EnDocument3 pagesAa 326-EnmorashidPas encore d'évaluation
- Loctite SI 5900: Technical Data SheetDocument3 pagesLoctite SI 5900: Technical Data SheetSanthosh Kumar RavichandranPas encore d'évaluation
- LOCTITE 3621: Technical Data SheetDocument3 pagesLOCTITE 3621: Technical Data SheetHector GarciaPas encore d'évaluation
- Loctite 268 en UsDocument3 pagesLoctite 268 en UsmtrikPas encore d'évaluation
- Loctite 242™: Product DescriptionDocument3 pagesLoctite 242™: Product DescriptionFabio ParceroPas encore d'évaluation
- Loctite 276™: Product Description Cure Speed vs. Bond GapDocument4 pagesLoctite 276™: Product Description Cure Speed vs. Bond Gapankesh_ghoghariPas encore d'évaluation
- Loctite Aa V5004-EnDocument4 pagesLoctite Aa V5004-EnDan AyalaPas encore d'évaluation
- 4090 enDocument4 pages4090 enIvan MarijanovićPas encore d'évaluation
- LOCTITE HY 4090 en - GLDocument4 pagesLOCTITE HY 4090 en - GLkhame006Pas encore d'évaluation
- Loctite Aa H8500-EnDocument4 pagesLoctite Aa H8500-EnDan AyalaPas encore d'évaluation
- 242 en PDFDocument4 pages242 en PDFCamilo EspinosąPas encore d'évaluation
- Aa 324-EnDocument3 pagesAa 324-EnManiPas encore d'évaluation
- Product 266: Technical Data SheetDocument2 pagesProduct 266: Technical Data SheetFabio ParceroPas encore d'évaluation
- Dri Loc 218 Data SheetDocument2 pagesDri Loc 218 Data Sheetpalani.djpPas encore d'évaluation
- Loctite EA 9466™: Product Description Typical Curing Performance Fixture TimeDocument4 pagesLoctite EA 9466™: Product Description Typical Curing Performance Fixture TimeVesna NikolicPas encore d'évaluation
- Technical Data Sheet Product 406: Worldwide Version, February 1996Document3 pagesTechnical Data Sheet Product 406: Worldwide Version, February 1996Muhammad irtizaPas encore d'évaluation
- Loctite SI 5970-EnDocument3 pagesLoctite SI 5970-EnAshishPas encore d'évaluation
- WWW - Glueonline.co - Uk: Loctite EA 9492Document4 pagesWWW - Glueonline.co - Uk: Loctite EA 9492SanjyPas encore d'évaluation
- 5660 enDocument3 pages5660 enסטניסלב טלשבסקיPas encore d'évaluation
- Total Equivis XLT 22Document1 pageTotal Equivis XLT 22RZW RPas encore d'évaluation
- Loctite 577™: Technical Data SheetDocument4 pagesLoctite 577™: Technical Data SheetCristian SerbovPas encore d'évaluation
- Purlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801Document2 pagesPurlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801keerthivasan_mrvPas encore d'évaluation
- Purlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of Int Girt 0 SSK Vizag IS: 801Document2 pagesPurlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of Int Girt 0 SSK Vizag IS: 801keerthivasan_mrvPas encore d'évaluation
- Purlin Data:-: 10-Sep-2014 1 OF 2 VGC SMA Design of Intermediate Purlin 0 IS: 801Document2 pagesPurlin Data:-: 10-Sep-2014 1 OF 2 VGC SMA Design of Intermediate Purlin 0 IS: 801keerthivasan_mrvPas encore d'évaluation
- Purlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of Int Girt 0 SSK Vizag IS: 801Document2 pagesPurlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of Int Girt 0 SSK Vizag IS: 801keerthivasan_mrvPas encore d'évaluation
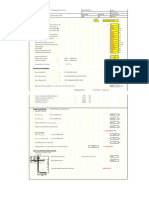
- Design of base plate and anchor bolts for wind columnDocument1 pageDesign of base plate and anchor bolts for wind columnkeerthivasan_mrvPas encore d'évaluation
- InputsDocument6 pagesInputskeerthivasan_mrvPas encore d'évaluation
- Purlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801Document2 pagesPurlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801keerthivasan_mrvPas encore d'évaluation
- Check For Tension: TF TDF: MF m1 M MWDocument4 pagesCheck For Tension: TF TDF: MF m1 M MWkeerthivasan_mrvPas encore d'évaluation
- Purlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801Document2 pagesPurlin Data:-: 26-Apr-2022 1 OF 2 Port RK SSK Design of End Purlin 0 SSK Vizag IS: 801keerthivasan_mrvPas encore d'évaluation
- Shear Stud WeldingDocument1 pageShear Stud Weldingkeerthivasan_mrvPas encore d'évaluation
- PJR Projects Construction PVT.: Design Basis ReportDocument96 pagesPJR Projects Construction PVT.: Design Basis Reportkeerthivasan_mrvPas encore d'évaluation
- Defects/imperfections in Welds - Slag Inclusions: ! " # # $ # % # # # # & Type of Flux Coating Welder Technique ! # &Document3 pagesDefects/imperfections in Welds - Slag Inclusions: ! " # # $ # % # # # # & Type of Flux Coating Welder Technique ! # &keerthivasan_mrvPas encore d'évaluation
- Problems in WeldingDocument8 pagesProblems in Weldingkeerthivasan_mrvPas encore d'évaluation
- Defects - Lamellar TearingDocument5 pagesDefects - Lamellar Tearingkeerthivasan_mrvPas encore d'évaluation
- Chain Link ManualDocument34 pagesChain Link Manualkeerthivasan_mrv100% (2)
- Fischer Fixing-Systems MaincatalogueDocument1 pageFischer Fixing-Systems Maincataloguekeerthivasan_mrvPas encore d'évaluation
- RB 2Document1 pageRB 2keerthivasan_mrvPas encore d'évaluation
- Z-Roofings - Lrfd+asd+temp (With Seis) - Frame DesignDocument9 pagesZ-Roofings - Lrfd+asd+temp (With Seis) - Frame Designkeerthivasan_mrvPas encore d'évaluation
- Jis StandardDocument40 pagesJis Standardkeerthivasan_mrv0% (1)
- Jis StandardDocument40 pagesJis Standardkeerthivasan_mrv0% (1)
- AESS Finish PDFDocument32 pagesAESS Finish PDFkeerthivasan_mrvPas encore d'évaluation
- AESS Finish PDFDocument32 pagesAESS Finish PDFkeerthivasan_mrvPas encore d'évaluation
- Sliding Joint Proposal For Delivered Material at SiteDocument1 pageSliding Joint Proposal For Delivered Material at Sitekeerthivasan_mrvPas encore d'évaluation
- Qts Gen 0000 GSC 00012 Technical Document NumberingDocument3 pagesQts Gen 0000 GSC 00012 Technical Document Numberingkeerthivasan_mrvPas encore d'évaluation
- Abus Pod Rulant 3Document11 pagesAbus Pod Rulant 3Alin CatineanPas encore d'évaluation
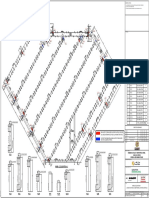
- Ez01 CW03 LCQ STR LP W2 001Document1 pageEz01 CW03 LCQ STR LP W2 001keerthivasan_mrvPas encore d'évaluation
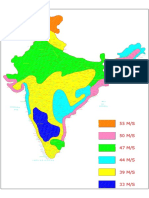
- India Wind Zone PDFDocument1 pageIndia Wind Zone PDFkeerthivasan_mrvPas encore d'évaluation
- DBRDocument3 pagesDBRkeerthivasan_mrvPas encore d'évaluation
- PDFDocument207 pagesPDFsurya0588Pas encore d'évaluation
- Programmability in SPSS 16 & 17, Jon PeckDocument36 pagesProgrammability in SPSS 16 & 17, Jon PeckJasmin MaricPas encore d'évaluation
- RS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1Document2 pagesRS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1jeffv65Pas encore d'évaluation
- Performance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurDocument8 pagesPerformance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurTJPRC PublicationsPas encore d'évaluation
- Sources of Release Schedule For Hazardous Area ClassificationDocument1 pageSources of Release Schedule For Hazardous Area ClassificationMachmud Ragil'sPas encore d'évaluation
- Mathcad - Ampacity CalculationDocument76 pagesMathcad - Ampacity CalculationAlex Ribeiro100% (4)
- India's Growing Social Media Landscape and Future TrendsDocument5 pagesIndia's Growing Social Media Landscape and Future Trendspriyaa2688Pas encore d'évaluation
- Kodak 2000 Um SM SCHDocument157 pagesKodak 2000 Um SM SCHВиталий КоптеловPas encore d'évaluation
- Fire Pump ChecklistDocument11 pagesFire Pump ChecklistLD Jr FrancisPas encore d'évaluation
- Process Sizing CriteriaDocument91 pagesProcess Sizing CriteriaMohammad BadakhshanPas encore d'évaluation
- COSTECH Accelration of Innovation ImbejuDocument42 pagesCOSTECH Accelration of Innovation Imbejuhamidumajid033Pas encore d'évaluation
- How The Draganflyer Flies: So How Does It Work?Document5 pagesHow The Draganflyer Flies: So How Does It Work?sav33Pas encore d'évaluation
- INFRARED BASED VISITOR COUNTER TECHNOLOGYDocument21 pagesINFRARED BASED VISITOR COUNTER TECHNOLOGYRahul KumarPas encore d'évaluation
- Aikah ProfileDocument20 pagesAikah ProfileMohammad ZeeshanPas encore d'évaluation
- Teradata Version DifferencesDocument3 pagesTeradata Version DifferencesShambuReddy100% (1)
- VHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewDocument33 pagesVHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewSharbel AounPas encore d'évaluation
- Screw ConveyorDocument14 pagesScrew ConveyorMuhammad NuhPas encore d'évaluation
- August 2017Document72 pagesAugust 2017Treatment Plant Operator MagazinePas encore d'évaluation
- 13-2021مواصفات الفنية لقطع غيار المكيفاتDocument4 pages13-2021مواصفات الفنية لقطع غيار المكيفاتTawfeeq Al-HababbiPas encore d'évaluation
- 0 EDEM Applications MeDocument16 pages0 EDEM Applications MeRuben PurcaPas encore d'évaluation
- Waukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsDocument6 pagesWaukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsLUISA FERNANDA TORRES MANOSALVAPas encore d'évaluation
- Write Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersDocument9 pagesWrite Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersLexi TronicsPas encore d'évaluation
- ISCM World Music Days 2019 - Selected WorksDocument3 pagesISCM World Music Days 2019 - Selected WorksBobPas encore d'évaluation
- 3095MV Calibration Procedure W QuickCal Merian 4010Document8 pages3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaPas encore d'évaluation
- Microstructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic DeformationDocument10 pagesMicrostructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic Deformationsoni180Pas encore d'évaluation
- OceanPixel Abundo Marine Renewable Energy An Emerging OptionDocument96 pagesOceanPixel Abundo Marine Renewable Energy An Emerging OptionjopaypagasPas encore d'évaluation
- Template Icme 13 PosterDocument1 pageTemplate Icme 13 PosterZulma Xiomara Rueda GarciaPas encore d'évaluation
- Process Thermodynamic Steam Trap PDFDocument9 pagesProcess Thermodynamic Steam Trap PDFhirenkumar patelPas encore d'évaluation
- Milenium BypassDocument1 pageMilenium BypassdinotecPas encore d'évaluation