Vous aimerez peut-être aussi
- Educar y convivir en la cultura globalD'EverandEducar y convivir en la cultura globalÉvaluation : 5 sur 5 étoiles5/5 (2)
- Computación en la nube: estrategias de Cloud Computing en las empresasD'EverandComputación en la nube: estrategias de Cloud Computing en las empresasPas encore d'évaluation
- Estados de Oxidación - 2do SecundariaDocument2 pagesEstados de Oxidación - 2do SecundariaCristobal NanfuÑay Moreno100% (1)
- Prosteca Tallos y PedunculoDocument18 pagesProsteca Tallos y PedunculoDiane Ng100% (1)
- CarbonoDocument10 pagesCarbonomartincarlos01Pas encore d'évaluation
- CobreDocument59 pagesCobrejosePas encore d'évaluation
- YodoDocument17 pagesYodoGlin J. MartinezPas encore d'évaluation
- CobaltoDocument12 pagesCobaltoRoso ArguelloPas encore d'évaluation
- Ejercicio7.Propiedades Periódica 1-JHDDocument3 pagesEjercicio7.Propiedades Periódica 1-JHDjacob hernadezPas encore d'évaluation
- Libro Del AluminioDocument24 pagesLibro Del AluminioR. S.Pas encore d'évaluation
- Presentación Conociendo La Tabla Periódica Química Ilustrativo PastelDocument1 pagePresentación Conociendo La Tabla Periódica Química Ilustrativo PastelMIAPas encore d'évaluation
- 1 Electro Qui MicasDocument57 pages1 Electro Qui MicasFernando MejiaPas encore d'évaluation
- Conversión de UnidadesDocument6 pagesConversión de Unidadeskarol josef diaz tuesta100% (1)
- Diagrama Unifilar - 1 - 3884 - 9012 PDFDocument1 pageDiagrama Unifilar - 1 - 3884 - 9012 PDFluis gomezPas encore d'évaluation
- Tarea 1Document6 pagesTarea 1BastyReyesPas encore d'évaluation
- Ficha Tecnica KN1040 KN1042 1Document1 pageFicha Tecnica KN1040 KN1042 1Carlos Eugenio Flores LopezPas encore d'évaluation
- Ley de Velocidad y Orden de ReacciónDocument10 pagesLey de Velocidad y Orden de ReacciónSebastian Barrientos GomezPas encore d'évaluation
- CD CD CD: Mayo 12Document1 pageCD CD CD: Mayo 12Rodriigo SaaPas encore d'évaluation
- Pases Aereo P.A. 03 L.34.11Document2 pagesPases Aereo P.A. 03 L.34.11MILAGROSPas encore d'évaluation
- Estequiometría para Quinto Grado de SecundariaDocument4 pagesEstequiometría para Quinto Grado de SecundariaAlan David Rocha DelgadilloPas encore d'évaluation
- Tabla Periodica Alta ResoluciónDocument1 pageTabla Periodica Alta ResoluciónDiego García MedinaPas encore d'évaluation
- 02 Cano Gonzalo Gianpierre GustavoDocument35 pages02 Cano Gonzalo Gianpierre GustavoGUSTAVO JOSUE HINOSTROZA ARENASPas encore d'évaluation
- ER-HW-P24-A60 - Estado Reformado - Nivel 24 - Tabiques PDFDocument1 pageER-HW-P24-A60 - Estado Reformado - Nivel 24 - Tabiques PDFrafaell474Pas encore d'évaluation
- Skywalker - ECalc - PropCalc - The Most Reliable Propeller Calculator On The Web For RC PilotsDocument2 pagesSkywalker - ECalc - PropCalc - The Most Reliable Propeller Calculator On The Web For RC PilotsCesar Arango GomezPas encore d'évaluation
- Práctica 1 Teoría de QuímicaDocument3 pagesPráctica 1 Teoría de QuímicaLeslie Esther Matos BatistaPas encore d'évaluation
- Hoja de Control Metalurgico Planta Victoria - NoviembreDocument2 pagesHoja de Control Metalurgico Planta Victoria - NoviembreHebert Eduardo Gamarra MaldonadoPas encore d'évaluation
- ER-HW-P24-A60 - Estado Reformado - Nivel 24 - TabiquesDocument1 pageER-HW-P24-A60 - Estado Reformado - Nivel 24 - TabiquesYoni BacaPas encore d'évaluation
- AcerosDocument1 pageAcerosOrlandoRiosPas encore d'évaluation
- Plano II - Ee 02 Nave Industrial Rubén Venero MosqueraDocument1 pagePlano II - Ee 02 Nave Industrial Rubén Venero MosqueraLuiggi Wilmer Bellota GonzalesPas encore d'évaluation
- Kelvin MotorreductorDocument81 pagesKelvin Motorreductorhexapodo2100% (1)
- 3.cuadcargaunil - Sala Agustin SireDocument1 page3.cuadcargaunil - Sala Agustin SireGARY ANDRES CATALAN MORAGAPas encore d'évaluation
- P001-67 Conexiones ElectricasDocument1 pageP001-67 Conexiones ElectricasElder HarandaPas encore d'évaluation
- Calidad Total y Mejoramiento Continuo - Tarea 03Document8 pagesCalidad Total y Mejoramiento Continuo - Tarea 03Roberto HurtadoPas encore d'évaluation
- 002 - Mezanine y Primer Piso, Circuito de Iluminacion Tomacorrientes y FuerzaDocument1 page002 - Mezanine y Primer Piso, Circuito de Iluminacion Tomacorrientes y Fuerzajosue alvarez vargasPas encore d'évaluation
- Clase 19Document44 pagesClase 19Juan ArciniegasPas encore d'évaluation
- R-8 Prot. 1 Elecrydjtrico VideoDocument5 pagesR-8 Prot. 1 Elecrydjtrico VideoUriel MontesPas encore d'évaluation
- pl0 Pav Manuel Ojeda PDFDocument1 pagepl0 Pav Manuel Ojeda PDFSeba CañasPas encore d'évaluation
- Tablero de CargasDocument2 pagesTablero de CargasMichell BeltránPas encore d'évaluation
- Primer Nivel: Diagrama Unifilar Del Tg-01Document1 pagePrimer Nivel: Diagrama Unifilar Del Tg-01Jairo SuarezPas encore d'évaluation
- 1.4.2 Instalación Eléctrica-1.4.2.1 PDFDocument1 page1.4.2 Instalación Eléctrica-1.4.2.1 PDFRaul Rosales (RuloRock88)Pas encore d'évaluation
- CotizaciónDocument1 pageCotizaciónFabian David EspitiaPas encore d'évaluation
- PeriodicidadDocument1 pagePeriodicidadJordy VenturaPas encore d'évaluation
- Reacciones Químicas PDFDocument5 pagesReacciones Químicas PDFLiz GuerreroPas encore d'évaluation
- JKSimBlast 2DRING. Camilo R.Document28 pagesJKSimBlast 2DRING. Camilo R.CristiánAriasArenasPas encore d'évaluation
- Askelandphulenotes 03Document97 pagesAskelandphulenotes 03Andres VillanuevaPas encore d'évaluation
- GeigerDocument23 pagesGeigerAdolfo MartinezPas encore d'évaluation
- Tabla Periódicade Los Elementos: 4 K Ca VCR Conicuzn SN PBDocument2 pagesTabla Periódicade Los Elementos: 4 K Ca VCR Conicuzn SN PBFatima MagdalenoPas encore d'évaluation
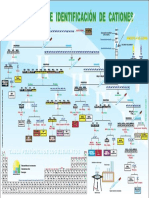
- Separacion e Identificacion de CationesDocument1 pageSeparacion e Identificacion de CationesJulian Morales del Angel100% (2)
- Tema 2 - Diodos-Rectificadores - No Controlados PDFDocument94 pagesTema 2 - Diodos-Rectificadores - No Controlados PDFpepe sanchezPas encore d'évaluation
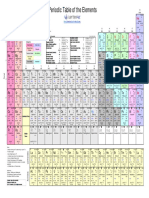
- Periodic Table ColorDocument1 pagePeriodic Table ColorpicazinPas encore d'évaluation
- Vichada 2105244021300001Document1 pageVichada 2105244021300001David A. CuéllarPas encore d'évaluation
- Se Realizará Problemas Tipos Con Una Sola Reacción en Una Etapa Reacciones Irreversibles Reacciones en General Reacciones de CombustiónDocument8 pagesSe Realizará Problemas Tipos Con Una Sola Reacción en Una Etapa Reacciones Irreversibles Reacciones en General Reacciones de Combustión21690017 FERNANDA AGUILERA QUIROZPas encore d'évaluation
- Lab 6Document7 pagesLab 6lizbeth giraldoPas encore d'évaluation
- Lista de Muestras Cliente 1104Document1 pageLista de Muestras Cliente 1104Leandro Illeskas CardenasPas encore d'évaluation
- E Specific Ac I OnesDocument49 pagesE Specific Ac I OnesRachid Bekaddour BenatiaPas encore d'évaluation
- S8R 33527 - Proyecto Eléctrico 02Document1 pageS8R 33527 - Proyecto Eléctrico 02metropolitanaPas encore d'évaluation
- Que Tan Escaso Es El TungstenoDocument16 pagesQue Tan Escaso Es El TungstenoNarces RivasPas encore d'évaluation
- IE-03 DIAGRAMA UNIFILAR ModelDocument1 pageIE-03 DIAGRAMA UNIFILAR ModelCarlos SaavedraPas encore d'évaluation
- Estructural OrienteDocument1 pageEstructural OrienteSteven FernándezPas encore d'évaluation
- Coeducando para una ciudadanía en igualdadD'EverandCoeducando para una ciudadanía en igualdadÉvaluation : 5 sur 5 étoiles5/5 (1)
- Contra la nostalgia: San Juan de la Cruz y los orígenes de la líricaD'EverandContra la nostalgia: San Juan de la Cruz y los orígenes de la líricaPas encore d'évaluation
- Nuevos alfabetismos. Su práctica cotidiana y el aprendizaje en el aulaD'EverandNuevos alfabetismos. Su práctica cotidiana y el aprendizaje en el aulaPas encore d'évaluation
- IGF AC SalicílicoDocument11 pagesIGF AC SalicílicoDaniel Del Rio RamirezPas encore d'évaluation
- I.-Características de Compuestos Orgánicos e Inorgánicos.: - ObjetivoDocument2 pagesI.-Características de Compuestos Orgánicos e Inorgánicos.: - Objetivoapi-598717910Pas encore d'évaluation
- Nomenclatura y Formulación de Compuestos Inorgánicos - Di PrinzioDocument15 pagesNomenclatura y Formulación de Compuestos Inorgánicos - Di Prinziosantivalenarias22Pas encore d'évaluation
- Guía Biomoléculas OrgánicasDocument13 pagesGuía Biomoléculas OrgánicaspatohccPas encore d'évaluation
- Fundamentos de Química - Ralph A. Burns - 5ta Edición - Capitulo 8Document3 pagesFundamentos de Química - Ralph A. Burns - 5ta Edición - Capitulo 8KarinaPardoRicalday50% (2)
- Ejercicios NO Resueltos #06Document2 pagesEjercicios NO Resueltos #06Jhon RodríguezPas encore d'évaluation
- Previo Práctica 8Document8 pagesPrevio Práctica 8jimenaPas encore d'évaluation
- Criterios de Diseño de BiorremediaciónDocument39 pagesCriterios de Diseño de BiorremediacióndiANAPas encore d'évaluation
- Informe de Laboratorio DeterminaciónGlúcidosDocument4 pagesInforme de Laboratorio DeterminaciónGlúcidosJhonn Williams Choque AguilarPas encore d'évaluation
- Metodo de Morh ExpoDocument10 pagesMetodo de Morh ExpoPamela CastilloPas encore d'évaluation
- Ejercicios Unidad 4Document14 pagesEjercicios Unidad 4Zamanta PaucarPas encore d'évaluation
- Semana 7 - Nomenclatura Inorganica IDocument10 pagesSemana 7 - Nomenclatura Inorganica IMónica HernándezPas encore d'évaluation
- Procesos Industriales - Sesión 7 - 2020 IIDocument21 pagesProcesos Industriales - Sesión 7 - 2020 IIronaldoPas encore d'évaluation
- Problemas de Gravimetria Ayres 15-18 Al 15-21Document8 pagesProblemas de Gravimetria Ayres 15-18 Al 15-21Néstor Juan Sánchez AlfaroPas encore d'évaluation
- Ceramicos y Refractarios 5Document36 pagesCeramicos y Refractarios 5WILMER QUISPE TINCOPas encore d'évaluation
- Ciencias Naturales DAYMARDocument9 pagesCiencias Naturales DAYMARKeren cabrera gonzalezPas encore d'évaluation
- Mercurio y Salud en La Odontología OdontologíaDocument7 pagesMercurio y Salud en La Odontología OdontologíaLiz Va PPas encore d'évaluation
- Corrosión T.GDocument10 pagesCorrosión T.GESTEFANIA NOELIA SOSA MOREIRAPas encore d'évaluation
- Resumen de Biomoleculas InorganicasDocument4 pagesResumen de Biomoleculas InorganicasJGP GAMERPas encore d'évaluation
- Quimica 4°Document6 pagesQuimica 4°ELMER TIGRE HUAMANPas encore d'évaluation
- DicromatometriaDocument5 pagesDicromatometriaEliecer GonzalezPas encore d'évaluation
- S13.s2-Material Industrias Pesadas - La Industria Del VidrioDocument28 pagesS13.s2-Material Industrias Pesadas - La Industria Del VidriojavierPas encore d'évaluation
- Práctica 1 Condensación AldólicaDocument3 pagesPráctica 1 Condensación AldólicaCamiloPas encore d'évaluation
- TEMA 3. Metodos y Tecnicas AnaliticasDocument3 pagesTEMA 3. Metodos y Tecnicas AnaliticasNatalia AriasPas encore d'évaluation
- Tecnicas de Muestreo y MetodosDocument30 pagesTecnicas de Muestreo y MetodosJohnny CaliPas encore d'évaluation
- Ciclo Del AzufreDocument12 pagesCiclo Del AzufremaiPas encore d'évaluation
- Cuestionario Del Proceso de Dorado y PlateadoDocument6 pagesCuestionario Del Proceso de Dorado y PlateadoDaniel Humberto Hospina RiosPas encore d'évaluation
- Practica 8 Preparación y Valoración de 500 ML de Permanganato de Potasio 0.05n y Determinación de - H2o2 en Agua OxigenadaDocument6 pagesPractica 8 Preparación y Valoración de 500 ML de Permanganato de Potasio 0.05n y Determinación de - H2o2 en Agua OxigenadaStln AlexisPas encore d'évaluation