Vous aimerez peut-être aussi
- Procurement Capacity Development PlanDocument3 pagesProcurement Capacity Development PlanErnane RitaPas encore d'évaluation
- Specification and Requisition For Ball Valve: GTF-3-XXXX-XXX-XX-X-0Document13 pagesSpecification and Requisition For Ball Valve: GTF-3-XXXX-XXX-XX-X-0shyamPas encore d'évaluation
- Iqwq-Cpp-Grinv-00-0001 - 0 PDFDocument91 pagesIqwq-Cpp-Grinv-00-0001 - 0 PDFவி.சுரேஷ் குமார்Pas encore d'évaluation
- Time Frame Project/Activity Persons Involved Objective/Purpose RemarksDocument3 pagesTime Frame Project/Activity Persons Involved Objective/Purpose RemarksSheila Mae MalesidoPas encore d'évaluation
- 04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTADocument5 pages04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTAjay2kay5793Pas encore d'évaluation
- QAPDocument2 pagesQAPrahulchitrakoot123Pas encore d'évaluation
- NABL 103 Doc Chemical Testing LaboratoryDocument30 pagesNABL 103 Doc Chemical Testing LaboratoryKaushik SenguptaPas encore d'évaluation
- Iqwq-Ce1092-Cpzzz-00-0003 - 0 - Civil Work Construction Procedure PDFDocument12 pagesIqwq-Ce1092-Cpzzz-00-0003 - 0 - Civil Work Construction Procedure PDFNassim SabriPas encore d'évaluation
- Concrete Lab ManualDocument42 pagesConcrete Lab ManualVENKATA RANGANADHPas encore d'évaluation
- Typical QAPDocument4 pagesTypical QAPhemantmech09Pas encore d'évaluation
- Technical Specification OF Tower Material For66Kv-Panther Transmission LineDocument15 pagesTechnical Specification OF Tower Material For66Kv-Panther Transmission LineMl JainPas encore d'évaluation
- Geotechnical Control Procedure GCP-21bDocument24 pagesGeotechnical Control Procedure GCP-21bMohamed Amine ZemouriPas encore d'évaluation
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- Commission On Audit: Project Name PO No. Contract Amount SupplierDocument2 pagesCommission On Audit: Project Name PO No. Contract Amount SupplierbernardabatayoPas encore d'évaluation
- Blank Quality Plan PAGE-2 TG 60663Document15 pagesBlank Quality Plan PAGE-2 TG 60663NEERAJ JINDALPas encore d'évaluation
- Construction of Elevated Corridor in Deesa On NH-27 (KM 565+850 To KM 569+600) Dist: Banaskantha, GujaratDocument7 pagesConstruction of Elevated Corridor in Deesa On NH-27 (KM 565+850 To KM 569+600) Dist: Banaskantha, Gujaratsat palPas encore d'évaluation
- Saic A 1017Document1 pageSaic A 1017jerinPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWPas encore d'évaluation
- (Your Project Name) Quality Plan: WorldwideDocument7 pages(Your Project Name) Quality Plan: WorldwideAnonymous yCpjZF1rFPas encore d'évaluation
- 1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Document4 pages1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Bighneswar PatraPas encore d'évaluation
- Sieve Analysis Coarse Aggrigate (15-25) - 30!11!2022Document1 pageSieve Analysis Coarse Aggrigate (15-25) - 30!11!2022Mitendra Kumar ChauhanPas encore d'évaluation
- ISO 9001:2015 Quality Management System: Risk & Opportunities Assessment RecordDocument1 pageISO 9001:2015 Quality Management System: Risk & Opportunities Assessment RecordkarthikumarnpPas encore d'évaluation
- ការគណនាគ្រឹះជម្រៅ PDFDocument34 pagesការគណនាគ្រឹះជម្រៅ PDFMen Keo RathaPas encore d'évaluation
- Qualification RangeDocument1 pageQualification RangeSARSAN NDTPas encore d'évaluation
- Quality Assurance PlanDocument4 pagesQuality Assurance PlanSasanka SekharPas encore d'évaluation
- GSB Test FormatsDocument4 pagesGSB Test FormatsGaurav TripathiPas encore d'évaluation
- Government of Telangana Road Bitumen Extraction TestDocument4 pagesGovernment of Telangana Road Bitumen Extraction TestKreesthu ReddyPas encore d'évaluation
- NCR Flow Chart: Inspector QC EngineerDocument1 pageNCR Flow Chart: Inspector QC Engineerrty2Pas encore d'évaluation
- Vol-III of IV - Laying - HPCLDocument527 pagesVol-III of IV - Laying - HPCLbolinagPas encore d'évaluation
- Test Certification PDFDocument1 pageTest Certification PDFDany ChlPas encore d'évaluation
- Quality Assurance PlanDocument92 pagesQuality Assurance PlanHariom GuptaPas encore d'évaluation
- J910-DH02-P10ZEN-040004 Field ITP For Shotcrete Work For Ash Handling Facilities - Rev. 0 (AFC)Document13 pagesJ910-DH02-P10ZEN-040004 Field ITP For Shotcrete Work For Ash Handling Facilities - Rev. 0 (AFC)rudi sarifudinPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistZia ur RehmanPas encore d'évaluation
- KP-00+++-CQ712-B7358-Rev 0-ITP For DS PDFDocument3 pagesKP-00+++-CQ712-B7358-Rev 0-ITP For DS PDFUtku Can KılıçPas encore d'évaluation
- Key PointsDocument16 pagesKey PointsChaitanya SharmaPas encore d'évaluation
- Audit Notification FormDocument10 pagesAudit Notification FormResearcherPas encore d'évaluation
- ProcurementDocument6 pagesProcurementDenmark CostanillaPas encore d'évaluation
- As Per ISO 9001:2015 & IATF 16949:2016: Doc No CH-SMS-05 Rev No Rev DateDocument1 pageAs Per ISO 9001:2015 & IATF 16949:2016: Doc No CH-SMS-05 Rev No Rev DaterohitPas encore d'évaluation
- F-CD-19 Pipe and Weld Book 26-Abr-19Document84 pagesF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosPas encore d'évaluation
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 pagesPackage 2s E0001 - Jupiter DCR 30-10-2021senthilPas encore d'évaluation
- Satr Nde 2002Document1 pageSatr Nde 2002nadeem shaikhPas encore d'évaluation
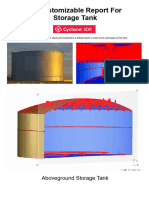
- Report Tank CY3DRDocument52 pagesReport Tank CY3DRMahmoud GaberPas encore d'évaluation
- Method Statement For Sub Grade: Project Procedure Plan - Fipl#2, Phase 1Document4 pagesMethod Statement For Sub Grade: Project Procedure Plan - Fipl#2, Phase 1HARIOM GUPTAPas encore d'évaluation
- SATIP-W-011-01 Note5Document14 pagesSATIP-W-011-01 Note5Deo MPas encore d'évaluation
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162ZaidiPas encore d'évaluation
- SBPROTECH LUCKNOW METRO METHOD STATEMENTDocument5 pagesSBPROTECH LUCKNOW METRO METHOD STATEMENTDeepak GareraPas encore d'évaluation
- Service: Non Corrosive Hydrocarbons - Glycol - Blow Down Vents - Drains (T 120°C)Document1 pageService: Non Corrosive Hydrocarbons - Glycol - Blow Down Vents - Drains (T 120°C)AliZenatiPas encore d'évaluation
- ITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldDocument3 pagesITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldvigneshPas encore d'évaluation
- Italian-Thai Density Test ResultsDocument9 pagesItalian-Thai Density Test ResultsJovanni RodriguezPas encore d'évaluation
- Quality Assurance PlanDocument3 pagesQuality Assurance PlanDeepak HolePas encore d'évaluation
- Sieve Analysis of Coarse AggDocument10 pagesSieve Analysis of Coarse AggcaddPas encore d'évaluation
- Madhya Pradesh District Connectivity Sector ProjectDocument7 pagesMadhya Pradesh District Connectivity Sector Projectmanish upadhyayPas encore d'évaluation
- Understanding Quality Assurance in Construction: Pages 3-10Document4 pagesUnderstanding Quality Assurance in Construction: Pages 3-10hmd rasikaPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Final Welding Insp - Weld Overlay & Cladding Rest. SAIC-W-2023 24-Mar-16 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Final Welding Insp - Weld Overlay & Cladding Rest. SAIC-W-2023 24-Mar-16 WeldRijwan MohammadPas encore d'évaluation
- Saep 31Document5 pagesSaep 31Anonymous 4IpmN7OnPas encore d'évaluation
- Kop DDocument44 pagesKop Dridhwan6339Pas encore d'évaluation
- NGWK PK 0001 VDQC Plit 0006Document7 pagesNGWK PK 0001 VDQC Plit 0006stdshopPas encore d'évaluation
- QC 64247-1 Contact Plate Inspection ReportDocument2 pagesQC 64247-1 Contact Plate Inspection ReportSenthil KumarPas encore d'évaluation
- H Quality and Certification Requirements-SPDocument3 pagesH Quality and Certification Requirements-SPEl_memitoPas encore d'évaluation
- Inspection and Test Plan for TEA Product CoolerDocument7 pagesInspection and Test Plan for TEA Product CoolerJamal Mohamed Rahamathullah100% (1)
- Curriculum Vitae: Company ProfileDocument2 pagesCurriculum Vitae: Company ProfileVarun MalhotraPas encore d'évaluation
- API 5B Updates (16th Edition)Document9 pagesAPI 5B Updates (16th Edition)Albert Tu100% (1)
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- 3206Document1 page3206Varun MalhotraPas encore d'évaluation
- 3205Document1 page3205Varun MalhotraPas encore d'évaluation
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraPas encore d'évaluation
- The Financial Kaleidoscope - June 2019 Issue PDFDocument8 pagesThe Financial Kaleidoscope - June 2019 Issue PDFsure vineethPas encore d'évaluation
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- KSL - 16 30 013Document27 pagesKSL - 16 30 013Akshay GaikwadPas encore d'évaluation
- Review of Changes in ASME Section V (NDE) Edition 2017: Diwakar D. JOSHI and Pradeep KUMARDocument7 pagesReview of Changes in ASME Section V (NDE) Edition 2017: Diwakar D. JOSHI and Pradeep KUMARpunjaPas encore d'évaluation
- Cash MemoDocument1 pageCash MemoVarun MalhotraPas encore d'évaluation
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraPas encore d'évaluation
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraPas encore d'évaluation
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- API 5B Updates (16th Edition)Document9 pagesAPI 5B Updates (16th Edition)Albert Tu100% (1)
- Shell and Tube Heat Exchanger Inspection GuideDocument10 pagesShell and Tube Heat Exchanger Inspection GuideVarun MalhotraPas encore d'évaluation
- API Spec 11D1 - Packers and Bridge PlugsDocument2 pagesAPI Spec 11D1 - Packers and Bridge Plugsali50% (2)
- MixerDocument8 pagesMixerVarun MalhotraPas encore d'évaluation
- Chemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateDocument2 pagesChemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateVarun MalhotraPas encore d'évaluation
- Head Division: If You'Re Looking To Get A Head........ Call Us Today!!Document1 pageHead Division: If You'Re Looking To Get A Head........ Call Us Today!!Varun MalhotraPas encore d'évaluation
- Haryana Suggestive Pay PacksDocument10 pagesHaryana Suggestive Pay PacksVarun MalhotraPas encore d'évaluation
- Fabrication Job Code Teams A-DDocument1 pageFabrication Job Code Teams A-DVarun MalhotraPas encore d'évaluation
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraPas encore d'évaluation
- Aes DesignDocument97 pagesAes DesigndineshsirasatPas encore d'évaluation
- Hydrotest ProcedureDocument2 pagesHydrotest ProcedureVarun MalhotraPas encore d'évaluation
- Liquid PenetrantDocument2 pagesLiquid PenetrantVarun MalhotraPas encore d'évaluation
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraPas encore d'évaluation
- Cost of Buffing & Rebuffing As Per Job & Mat.Document3 pagesCost of Buffing & Rebuffing As Per Job & Mat.Varun MalhotraPas encore d'évaluation
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraPas encore d'évaluation
- Organizational ChartDocument3 pagesOrganizational ChartVarun MalhotraPas encore d'évaluation
- ZTE NODE-B ConnectivityDocument19 pagesZTE NODE-B ConnectivitySanjeet Doodi100% (7)
- CT-1 (Paper-1) - 09-Aug-15Document63 pagesCT-1 (Paper-1) - 09-Aug-15HhjPas encore d'évaluation
- If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This PaperDocument69 pagesIf This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This Paper Were in Chinese, Would Chinese People Understand the Title? An Exploration of Whorfian Claims About the Chinese Language If This PaperDavid MoserPas encore d'évaluation
- Multistage Amplifier Frequency ResponseDocument29 pagesMultistage Amplifier Frequency ResponseMuhammad HafizPas encore d'évaluation
- XXXXX: Important Instructions To ExaminersDocument21 pagesXXXXX: Important Instructions To ExaminersYogesh DumanePas encore d'évaluation
- Hydrogen in 1 ShotDocument86 pagesHydrogen in 1 ShotSaloum Muhammed Islam0% (1)
- Airy stress function enables determination of stress components in pure beam bendingDocument19 pagesAiry stress function enables determination of stress components in pure beam bendingmaran.suguPas encore d'évaluation
- S7 314 IFM: Hardware and InstallationDocument87 pagesS7 314 IFM: Hardware and InstallationNitko NetkoPas encore d'évaluation
- Transient Step Response Specification of Z-Source DC-DC ConverterDocument5 pagesTransient Step Response Specification of Z-Source DC-DC ConverterijsretPas encore d'évaluation
- Unit 2 MineralogyDocument53 pagesUnit 2 MineralogyEashan Adil100% (1)
- Creating A BSP Application - Purchase Order Details Display - v1Document13 pagesCreating A BSP Application - Purchase Order Details Display - v1Amitabha SamajpatiPas encore d'évaluation
- NFRC 200-2010Document45 pagesNFRC 200-2010reynolds534100% (1)
- PD05P XXX XXX B SeDocument2 pagesPD05P XXX XXX B SemaaoePas encore d'évaluation
- Historia de CatastroDocument7 pagesHistoria de CatastroMiki Sulca SosaPas encore d'évaluation
- The Nature of Philosophy and Its ObjectsDocument9 pagesThe Nature of Philosophy and Its Objectsaugustine abellanaPas encore d'évaluation
- FGS80HAS 100 V 50-60 HZ 1Document3 pagesFGS80HAS 100 V 50-60 HZ 1Tomas GuaiquirePas encore d'évaluation
- Understanding the Strength and Limitations of DES EncryptionDocument32 pagesUnderstanding the Strength and Limitations of DES EncryptionArya KumariPas encore d'évaluation
- MPLS QAsDocument6 pagesMPLS QAsLaxman Shrestha100% (1)
- 1 11 S Kinetics StudentVersionDocument14 pages1 11 S Kinetics StudentVersionMuhammad ilhamPas encore d'évaluation
- Player PrefsDocument1 pagePlayer PrefsHafiz AbdulwahabPas encore d'évaluation
- (Advances in Cryogenic Engineering 37) Takayuki Kishi, Mizuo Kudo, Hiromasa Iisaka (Auth.), R. W. Fast (Eds.) - Advances in Cryogenic Engineering-Springer US (1991)Document729 pages(Advances in Cryogenic Engineering 37) Takayuki Kishi, Mizuo Kudo, Hiromasa Iisaka (Auth.), R. W. Fast (Eds.) - Advances in Cryogenic Engineering-Springer US (1991)ksvvijPas encore d'évaluation
- ES Q2 Mod8Document26 pagesES Q2 Mod8maacovsPas encore d'évaluation
- Research Methods in PsychologyDocument2 pagesResearch Methods in PsychologyHillaryPas encore d'évaluation
- M4 4 Synthetic Surface Modeling Bezier and Bspline PatchesDocument40 pagesM4 4 Synthetic Surface Modeling Bezier and Bspline PatchesNANDULA GOUTHAM SAIPas encore d'évaluation
- Command Line Basics - Everything CurlDocument2 pagesCommand Line Basics - Everything Curlnot herePas encore d'évaluation
- Single Point of Failure (SPOF) Transmission - MaintenanceDocument10 pagesSingle Point of Failure (SPOF) Transmission - MaintenanceInam M. KhanPas encore d'évaluation
- Mid-Term Engr 6201 2020Document3 pagesMid-Term Engr 6201 2020Naseri ShaunPas encore d'évaluation
- Mass Spectroscopy: Submitted by Reenu - Thankachan First Semester, M Pharm Pharmaceutical AnalysisDocument38 pagesMass Spectroscopy: Submitted by Reenu - Thankachan First Semester, M Pharm Pharmaceutical AnalysisReenu ThankachanPas encore d'évaluation
- Oracle Database - Introduction To SQL Ed 2Document5 pagesOracle Database - Introduction To SQL Ed 2Miguel Alfonso DIAZ MORRISPas encore d'évaluation
- PFR Lime Kiln Process With Blast Furnace Gas and OxygenDocument4 pagesPFR Lime Kiln Process With Blast Furnace Gas and OxygenVitor Godoy100% (1)