Vous aimerez peut-être aussi
- F2150.20907 - Caracterización ScaffoldsDocument12 pagesF2150.20907 - Caracterización ScaffoldsCamiloSilva100% (2)
- Viscosity of Liquid, YawsDocument27 pagesViscosity of Liquid, YawsCitra Adelina SitorusPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,710,238: Sivaram Et Al. 45 Date of Patent: Jan. 20, 1998Document7 pagesUnited States Patent (19) 11 Patent Number: 5,710,238: Sivaram Et Al. 45 Date of Patent: Jan. 20, 1998Ritam GhoshPas encore d'évaluation
- (2014) US8841445 Process For Preparing Purified Caprolactam From The Beckmann RearrangementDocument6 pages(2014) US8841445 Process For Preparing Purified Caprolactam From The Beckmann RearrangementThitikorn WassanarpheernphongPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2006/0230987 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2006/0230987 A1marcela walterosPas encore d'évaluation
- United States Patent (19) : Bury Sep. 16, 1997Document5 pagesUnited States Patent (19) : Bury Sep. 16, 1997KhoiNguyen1205Pas encore d'évaluation
- Us 4925562Document7 pagesUs 4925562César Fernando Melquiades BravoPas encore d'évaluation
- Iii Iii: United States Patent 19Document9 pagesIii Iii: United States Patent 19Alexander Franco CastrillonPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2015/0203403 A1Document5 pagesPatent Application Publication (10) Pub. No.: US 2015/0203403 A1majedsalehPas encore d'évaluation
- US7365145Document8 pagesUS7365145Như HồPas encore d'évaluation
- BusaDocument10 pagesBusadewiPas encore d'évaluation
- Us 4639489Document7 pagesUs 4639489Pat22 22patPas encore d'évaluation
- US7686947Document6 pagesUS7686947peymanPas encore d'évaluation
- US5585527Document11 pagesUS5585527cliff hsuPas encore d'évaluation
- NCO Prepolymers Prepared From Isophorone Diisocyanate and Having A Low Monomer ContentDocument4 pagesNCO Prepolymers Prepared From Isophorone Diisocyanate and Having A Low Monomer ContentQuang VinhPas encore d'évaluation
- EP20154346NWA1Document6 pagesEP20154346NWA1Sy Nguyen VietPas encore d'évaluation
- Chemical Blowing Agent Composition EndoawawDocument5 pagesChemical Blowing Agent Composition EndoawawProton HutabaratPas encore d'évaluation
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0240408 A1Document4 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0240408 A1Anil UpadhyaPas encore d'évaluation
- Us20150218435a1 Nano-SurfactantsDocument13 pagesUs20150218435a1 Nano-SurfactantsFederico ArqueroPas encore d'évaluation
- Patent Pabrik Pthalic Anhydride Proses Von HeydenDocument7 pagesPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazPas encore d'évaluation
- US20060079590A1Document8 pagesUS20060079590A1AhmedPas encore d'évaluation
- United States Patent (19) : Symon Et Al. 45) Feb. 21, 1984Document5 pagesUnited States Patent (19) : Symon Et Al. 45) Feb. 21, 1984EcePas encore d'évaluation
- SBR LetixDocument6 pagesSBR LetixzaighumPas encore d'évaluation
- Us 8029605Document10 pagesUs 8029605ELMER DELOSSANTOSPas encore d'évaluation
- US20100331517A1 BayerDocument7 pagesUS20100331517A1 BayerAyuPas encore d'évaluation
- US20140296592A1Document9 pagesUS20140296592A1Ebrahim KazemiPas encore d'évaluation
- Us 5700768Document10 pagesUs 5700768sanjeev guptaPas encore d'évaluation
- US20090030151A1Document12 pagesUS20090030151A1Xiaofeng MengPas encore d'évaluation
- Water Based Polymer Thick Film Conductive InkDocument4 pagesWater Based Polymer Thick Film Conductive InkHiba NaserPas encore d'évaluation
- US6733637Document11 pagesUS6733637cliff hsuPas encore d'évaluation
- United States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980Document4 pagesUnited States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980KundanPas encore d'évaluation
- Us6210562 PDFDocument8 pagesUs6210562 PDFSyuhadah NoordinPas encore d'évaluation
- US4999869Document4 pagesUS4999869omer reisPas encore d'évaluation
- United States Patent (10) Patent No.: US 8,158,822 B2Document4 pagesUnited States Patent (10) Patent No.: US 8,158,822 B2JFPacPas encore d'évaluation
- 2005 PDFDocument14 pages2005 PDFBattuka BatjargalPas encore d'évaluation
- United States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Document12 pagesUnited States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Luigi RussoPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2012/0083611 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2012/0083611 A1martinPas encore d'évaluation
- I - L - Lllllllllillll - LLLLLLLMLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLDocument10 pagesI - L - Lllllllllillll - LLLLLLLMLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLAnonymous S8y3ZMJPas encore d'évaluation
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015Pas encore d'évaluation
- United States Patent: Masson (10) Patent N0.: (45) Date of PatentDocument26 pagesUnited States Patent: Masson (10) Patent N0.: (45) Date of PatentaPas encore d'évaluation
- EP2952536A2Document45 pagesEP2952536A2Yahya AlmundzirPas encore d'évaluation
- United States Patent: (12) (10) Patent No.: US 7482.410 B2Document15 pagesUnited States Patent: (12) (10) Patent No.: US 7482.410 B2ariefPas encore d'évaluation
- United States Patent (10) Patent N0.2 US 7,591,309 B2Document19 pagesUnited States Patent (10) Patent N0.2 US 7,591,309 B2KrozePas encore d'évaluation
- US20080087373A1Document8 pagesUS20080087373A1Xiaofeng MengPas encore d'évaluation
- US20100249366A1Document5 pagesUS20100249366A1DenisPas encore d'évaluation
- US20100116753A1Document7 pagesUS20100116753A1Alok SinghPas encore d'évaluation
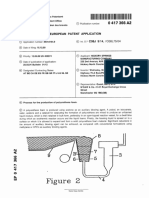
- EP0417366A2Document16 pagesEP0417366A2rubenderonde00Pas encore d'évaluation
- United States Patent (19) : Teyssier Et Al. 11) 4,299,809Document5 pagesUnited States Patent (19) : Teyssier Et Al. 11) 4,299,809apriyansyahPas encore d'évaluation
- United States Patent: (54) Encapsulating and PottingDocument8 pagesUnited States Patent: (54) Encapsulating and PottingVansala GanesanPas encore d'évaluation
- European Patent Application: (19) (11) (12) Published in Accordance With Art. 158 (3) EPCDocument11 pagesEuropean Patent Application: (19) (11) (12) Published in Accordance With Art. 158 (3) EPCRoshni PattanayakPas encore d'évaluation
- United States Patent: Reimann Patent No.: Date of PatentDocument5 pagesUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelPas encore d'évaluation
- US8796498Document7 pagesUS8796498Muhammad Akbar FahleviPas encore d'évaluation
- United States Patent 0: Patented Apr. 9, 1974 2Document5 pagesUnited States Patent 0: Patented Apr. 9, 1974 2lauraPas encore d'évaluation
- United States Patent (10) Patent No.: US 6,809,154 B2: Lindahl Et Al. (45) Date of Patent: Oct. 26, 2004Document6 pagesUnited States Patent (10) Patent No.: US 6,809,154 B2: Lindahl Et Al. (45) Date of Patent: Oct. 26, 2004ariefPas encore d'évaluation
- US4668495Document5 pagesUS4668495Chemist Ahmed FoudaPas encore d'évaluation
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanPas encore d'évaluation
- US6489384Stabilized UV-crosslinkable Hot-Melt Pressure Sensitive AdhesivesDocument6 pagesUS6489384Stabilized UV-crosslinkable Hot-Melt Pressure Sensitive Adhesivespeter shiPas encore d'évaluation
- US20080090966A1Document9 pagesUS20080090966A1Xiaofeng MengPas encore d'évaluation
- TEPZZ - Z47 B - T: European Patent SpecificationDocument12 pagesTEPZZ - Z47 B - T: European Patent SpecificationmalyPas encore d'évaluation
- Acido PropionicoDocument6 pagesAcido Propionicoromina orellanaPas encore d'évaluation
- European Patent Specification: Printed by Jouve, 75001 PARIS (FR)Document17 pagesEuropean Patent Specification: Printed by Jouve, 75001 PARIS (FR)quyPas encore d'évaluation
- Membrane Processes: Pervaporation, Vapor Permeation and Membrane Distillation for Industrial Scale SeparationsD'EverandMembrane Processes: Pervaporation, Vapor Permeation and Membrane Distillation for Industrial Scale SeparationsPas encore d'évaluation
- Sejarah MitsuboshiDocument4 pagesSejarah MitsuboshiCitra Adelina SitorusPas encore d'évaluation
- Gasification of Selected Woody PlantsDocument8 pagesGasification of Selected Woody PlantsCitra Adelina SitorusPas encore d'évaluation
- ESB 321M116700 SpecSheetDocument2 pagesESB 321M116700 SpecSheetCitra Adelina SitorusPas encore d'évaluation
- Bim 2018 - RR PDFDocument166 pagesBim 2018 - RR PDFCitra Adelina Sitorus100% (1)
- TEPZZ Z8Z - 87B - T: European Patent SpecificationDocument10 pagesTEPZZ Z8Z - 87B - T: European Patent SpecificationCitra Adelina SitorusPas encore d'évaluation
- Calculating Power of Extruder Melt Sections: by Stephen J. DerezinskiDocument8 pagesCalculating Power of Extruder Melt Sections: by Stephen J. DerezinskiCitra Adelina SitorusPas encore d'évaluation
- United States Patent 0 ": Patented August 23, 1966Document3 pagesUnited States Patent 0 ": Patented August 23, 1966Citra Adelina SitorusPas encore d'évaluation
- ThermodynamicsDocument7 pagesThermodynamicsCitra Adelina SitorusPas encore d'évaluation
- United States Patent (10) Patent No.: US 6,326,458 B1Document26 pagesUnited States Patent (10) Patent No.: US 6,326,458 B1Citra Adelina SitorusPas encore d'évaluation
- United States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentCitra Adelina SitorusPas encore d'évaluation
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- Us1995970 PDFDocument3 pagesUs1995970 PDFCitra Adelina SitorusPas encore d'évaluation
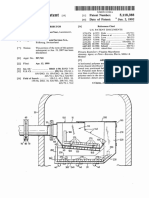
- Iiihhhhhhhhiiihiii: United States Patent 19 11 Patent Number: 5,118,388Document8 pagesIiihhhhhhhhiiihiii: United States Patent 19 11 Patent Number: 5,118,388Citra Adelina SitorusPas encore d'évaluation
- Prediction of High Pressure Liquid Heat Capacities of Organic Compounds by A Group Contribution MethodDocument7 pagesPrediction of High Pressure Liquid Heat Capacities of Organic Compounds by A Group Contribution MethodCitra Adelina SitorusPas encore d'évaluation
- Umted States Patent (19) (11) Patent Number: 4,789,726: Hutchinson (45) Date of Patent: Dec. 6, 1988Document5 pagesUmted States Patent (19) (11) Patent Number: 4,789,726: Hutchinson (45) Date of Patent: Dec. 6, 1988Citra Adelina SitorusPas encore d'évaluation
- 0 1 20L 5Lsl7 A S: United States Patent (191Document10 pages0 1 20L 5Lsl7 A S: United States Patent (191Citra Adelina SitorusPas encore d'évaluation
- PlasticsDocument56 pagesPlasticsSeow FhanPas encore d'évaluation
- Soda Escamas - Modificado VeterquimicaDocument1 pageSoda Escamas - Modificado Veterquimicajuan aguileraPas encore d'évaluation
- Pourbaix DiagramDocument5 pagesPourbaix DiagramChayon MondalPas encore d'évaluation
- Brazing PrinciplesDocument118 pagesBrazing PrinciplesKingsman 86100% (1)
- Topic: Insects Pests Of: Cotton and Their IPMDocument15 pagesTopic: Insects Pests Of: Cotton and Their IPMG Janardana ReddyPas encore d'évaluation
- Infrared Physics & Technology: Luca QuaroniDocument6 pagesInfrared Physics & Technology: Luca QuaroniAlejandro QuintanaPas encore d'évaluation
- Hor 111 Practicals - Copy-7-14Document8 pagesHor 111 Practicals - Copy-7-14Sharmitha SaravananPas encore d'évaluation
- Sta Apple (Chrysophyllum Cainito L.) : E. M. Ya Ia An F. G Tierrez-Rozco A To o o Su Ivers y Queretaro, MexicDocument7 pagesSta Apple (Chrysophyllum Cainito L.) : E. M. Ya Ia An F. G Tierrez-Rozco A To o o Su Ivers y Queretaro, MexicHannah Mae SarzaPas encore d'évaluation
- In Uence of Bottom Ash and Limestone Powder On The Properties of Ternary Cement and MortarDocument13 pagesIn Uence of Bottom Ash and Limestone Powder On The Properties of Ternary Cement and Mortardummy dumdumPas encore d'évaluation
- Experiment 3 - Themodynamic Functions From EMF MeasurementsDocument5 pagesExperiment 3 - Themodynamic Functions From EMF MeasurementsjojoPas encore d'évaluation
- 0570 ChemistryDocument38 pages0570 ChemistryLornah LucyPas encore d'évaluation
- Lecture 9 - Natural Gas Processing NotesDocument48 pagesLecture 9 - Natural Gas Processing NotesThomas FermatPas encore d'évaluation
- Why Slabs Curl - Part2Document6 pagesWhy Slabs Curl - Part2Tim LinPas encore d'évaluation
- Volume: 04 Issue: 04 - Jul-Aug 2023Document13 pagesVolume: 04 Issue: 04 - Jul-Aug 2023Central Asian StudiesPas encore d'évaluation
- Size ReductionDocument28 pagesSize Reductionchurvalooo100% (1)
- Concrete Mix DesignDocument12 pagesConcrete Mix DesignWilliam ProvidoPas encore d'évaluation
- South West Museums Libraries and Archives Council Signposts To Collections Care Factsheet 4 Preventive Conservation March 2006Document5 pagesSouth West Museums Libraries and Archives Council Signposts To Collections Care Factsheet 4 Preventive Conservation March 2006Willi De Barros GonçalvesPas encore d'évaluation
- TOS General Chemistry 1 2021-2022Document2 pagesTOS General Chemistry 1 2021-2022ariane lagatic100% (1)
- Destilasi Binner & Multi KomponenDocument8 pagesDestilasi Binner & Multi KomponenApril Rianto BaktiarPas encore d'évaluation
- Open Test Series - Paper-1 - (21-09-2021)Document31 pagesOpen Test Series - Paper-1 - (21-09-2021)Yogesh KhatriPas encore d'évaluation
- Inert Corrosion-Free Structural Repair and Protection SystemDocument16 pagesInert Corrosion-Free Structural Repair and Protection SystemLempira TorresPas encore d'évaluation
- Presentation On Colorants of BeveragesDocument12 pagesPresentation On Colorants of BeveragesNISHANTPas encore d'évaluation
- Testing Charges of OSLDocument28 pagesTesting Charges of OSLSebastian RajeshPas encore d'évaluation
- EDF SK 1-1 - 1HYB800001-090B (Latest)Document130 pagesEDF SK 1-1 - 1HYB800001-090B (Latest)ashton.emsliePas encore d'évaluation
- Computing Liquid-Vapor Phase Diagrams For Non-Ideal Binary MixturesDocument22 pagesComputing Liquid-Vapor Phase Diagrams For Non-Ideal Binary Mixturesmurdanetap957Pas encore d'évaluation
- KS3 Science 2009 L3 6 1Document32 pagesKS3 Science 2009 L3 6 1Beamerglitz0% (1)
- Additional Exercises Separation TechniquesDocument12 pagesAdditional Exercises Separation TechniquesBaiye RandolfPas encore d'évaluation
- Synthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceDocument11 pagesSynthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceJohan SukweenadhiPas encore d'évaluation
- Aphron Invasion Control System (ICS)Document8 pagesAphron Invasion Control System (ICS)LoganBohannonPas encore d'évaluation