Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
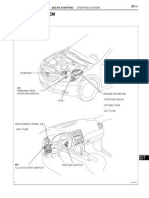
- 2AZ FE StartingDocument16 pages2AZ FE StartingLuks FernandezPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Cable CalculationDocument32 pagesCable CalculationV.M KULATHILAKEPas encore d'évaluation
- Temperature Measuring Devices ExperimentDocument3 pagesTemperature Measuring Devices ExperimentNoman Iqbal BhattiPas encore d'évaluation
- original-schematic-STM32F411CEU6 WeAct Black Pill V2.0Document1 pageoriginal-schematic-STM32F411CEU6 WeAct Black Pill V2.0Max Pohl100% (1)
- Quadratic Boost Converter With Less Input Current Ripple and Rear-End Capacitor Voltage Stress For Renewable Energy ApplicationsDocument11 pagesQuadratic Boost Converter With Less Input Current Ripple and Rear-End Capacitor Voltage Stress For Renewable Energy ApplicationsSureshkumar AlagarsamyPas encore d'évaluation
- Modeling in Electrochemical EngineeringDocument25 pagesModeling in Electrochemical EngineeringDhya And100% (1)
- Am29LV008B: 8 Megabit (1 M X 8-Bit) CMOS 3.0 Volt-Only Boot Sector Flash MemoryDocument38 pagesAm29LV008B: 8 Megabit (1 M X 8-Bit) CMOS 3.0 Volt-Only Boot Sector Flash MemoryandersonbheringPas encore d'évaluation
- List of Valid Notam A 15 MayDocument22 pagesList of Valid Notam A 15 MaypilotiraniPas encore d'évaluation
- Unit2 - Worksheet - Lesson 3Document6 pagesUnit2 - Worksheet - Lesson 3Zahra RihanePas encore d'évaluation
- CHEM F111 General Chemistry: PilaniDocument57 pagesCHEM F111 General Chemistry: PilaniSunil NahataPas encore d'évaluation
- NexansDocument16 pagesNexansromany allamPas encore d'évaluation
- CHAPTER 10 Fundamentals of The Metal - Oxide - Semiconductor Field Effect TransistorDocument57 pagesCHAPTER 10 Fundamentals of The Metal - Oxide - Semiconductor Field Effect TransistorTAMILSELVI S S TAMILSELVI S SPas encore d'évaluation
- Data Option Bit Pada TV PolytronDocument5 pagesData Option Bit Pada TV PolytronNahnu csPas encore d'évaluation
- ServiceManuals LG TV LCD 32LE5510 32LE5510 Service ManualDocument44 pagesServiceManuals LG TV LCD 32LE5510 32LE5510 Service Manualkemal127Pas encore d'évaluation
- Unit 17Document13 pagesUnit 17ahmed35767% (3)
- Customer Satisfaction Towards WhatsappDocument41 pagesCustomer Satisfaction Towards WhatsappMeher Anusha77% (13)
- Pe Cep A3Document3 pagesPe Cep A3M Hassan BashirPas encore d'évaluation
- ..Document2 pages..eim lenidePas encore d'évaluation
- Doc8385 ATxmega128A1U ManualDocument216 pagesDoc8385 ATxmega128A1U ManualAisa HromadzicPas encore d'évaluation
- 15.3 Nonlinear Applications: 15.3.1 Monostable Multivibrator Using Op-AmpDocument6 pages15.3 Nonlinear Applications: 15.3.1 Monostable Multivibrator Using Op-AmpAryan NagvencarPas encore d'évaluation
- Fall 16 Chapter 10 WDM Concept and ComponentsDocument81 pagesFall 16 Chapter 10 WDM Concept and ComponentssohaibPas encore d'évaluation
- 54 16 5000Document2 pages54 16 5000Anonymous VKPfb3Pas encore d'évaluation
- Microfon Philips SME 570Document2 pagesMicrofon Philips SME 570AramaPas encore d'évaluation
- Facts SeriesandshuntcompensationDocument56 pagesFacts SeriesandshuntcompensationIfranul HaquePas encore d'évaluation
- Imx477 DSDocument25 pagesImx477 DSKaanyaePas encore d'évaluation
- Behringer X-Touch Editor Preset MIDI2LR User Guide and Installation v2.03Document2 pagesBehringer X-Touch Editor Preset MIDI2LR User Guide and Installation v2.03legionc50% (2)
- Atom Transcapsule V-707 Incubator - User Manual PDFDocument64 pagesAtom Transcapsule V-707 Incubator - User Manual PDFsangPas encore d'évaluation
- Scope of Work For The Supply and Installation of Solar Power SystemDocument12 pagesScope of Work For The Supply and Installation of Solar Power SystemAzizullah AlizayPas encore d'évaluation
- BS 4579 2 PDFDocument12 pagesBS 4579 2 PDFSharada PremarathnePas encore d'évaluation