Vous aimerez peut-être aussi
- AS1182Document2 pagesAS1182Sinan ChenPas encore d'évaluation
- Sae Ams 5518M-2014Document5 pagesSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- IFI Book of Fastener Standards 2021 Edition - TOCDocument7 pagesIFI Book of Fastener Standards 2021 Edition - TOCmoises cordoba100% (1)
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification Foranurag yadavPas encore d'évaluation
- Stainless Steel SAE J405Document14 pagesStainless Steel SAE J405Radu BurloiuPas encore d'évaluation
- AMS2480 Phosphase Treatments Paint Base Rev. HDocument6 pagesAMS2480 Phosphase Treatments Paint Base Rev. HRubén Eduardo Galindo CarmonaPas encore d'évaluation
- Sae Arp1331Document12 pagesSae Arp1331niky186Pas encore d'évaluation
- A565A565M-10 Standard Specification For Martensitic Stainless Steel Bars For High - Temperature ServiceDocument4 pagesA565A565M-10 Standard Specification For Martensitic Stainless Steel Bars For High - Temperature Servicetjt47790% (1)
- Astm e 407Document22 pagesAstm e 407Rafael ScatolinPas encore d'évaluation
- Stainless Steels An Introduction and Their Recent DevelopmentsqqwDocument11 pagesStainless Steels An Introduction and Their Recent Developmentsqqwaghosh704100% (2)
- Laminated Shim Stock SpecificationDocument11 pagesLaminated Shim Stock SpecificationAsker Ali TPPas encore d'évaluation
- AMS4016MDocument5 pagesAMS4016M黄当甲Pas encore d'évaluation
- Sae Ams 5520G-2015Document7 pagesSae Ams 5520G-2015Mehdi MokhtariPas encore d'évaluation
- SAE AMS4772K-2015 Silver Alloy, Brazing Filler MetalDocument6 pagesSAE AMS4772K-2015 Silver Alloy, Brazing Filler MetalraulPas encore d'évaluation
- Aerospace Material Specification: Tolerances Corrosion and Heat-Resistant Steel TubingDocument3 pagesAerospace Material Specification: Tolerances Corrosion and Heat-Resistant Steel TubingTetianaPas encore d'évaluation
- E Cospace: AE Aterial SpecificationDocument5 pagesE Cospace: AE Aterial SpecificationAsraff Abdul RahmanPas encore d'évaluation
- Sae J493 1961 (En)Document4 pagesSae J493 1961 (En)Oh No PotatoPas encore d'évaluation
- D 3935 - 94 R01 Rdm5mzutotrsmde - 2Document7 pagesD 3935 - 94 R01 Rdm5mzutotrsmde - 2Luis Sidnei MachadoPas encore d'évaluation
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2Pas encore d'évaluation
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- SAE AMS 5516p-2012Document5 pagesSAE AMS 5516p-2012Mehdi MokhtariPas encore d'évaluation
- A 1070 - 16Document8 pagesA 1070 - 16Nguyễn Như ThếPas encore d'évaluation
- Sae Ams5837f 1999Document7 pagesSae Ams5837f 1999이연지Pas encore d'évaluation
- Aluminum Stock CatalogDocument4 pagesAluminum Stock Catalogsav33Pas encore d'évaluation
- Sae As 81820-4B 2007 (En)Document4 pagesSae As 81820-4B 2007 (En)Oh No PotatoPas encore d'évaluation
- A591A591MDocument4 pagesA591A591MErnesto SanzPas encore d'évaluation
- Ams 2406N PDFDocument7 pagesAms 2406N PDFAnonymous tIwg2AyPas encore d'évaluation
- A479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument8 pagesA479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure Vesselstjt4779Pas encore d'évaluation
- Nasm 21044Document4 pagesNasm 21044karthiprojectsPas encore d'évaluation
- Mil STD 1312BDocument44 pagesMil STD 1312BgreatsteelPas encore d'évaluation
- Correlation of Hardness Values To Tensile Strength: Semih Genculu, P.EDocument9 pagesCorrelation of Hardness Values To Tensile Strength: Semih Genculu, P.ERakesh DasPas encore d'évaluation
- Sae Ams6345Document1 pageSae Ams6345kr_ananthPas encore d'évaluation
- Astm A582 - A582m-22Document4 pagesAstm A582 - A582m-221965karanfil6Pas encore d'évaluation
- Stainless Steel BarDocument2 pagesStainless Steel BarSudhi Ks100% (1)
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoPas encore d'évaluation
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocument3 pagesIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızPas encore d'évaluation
- Mil DTL 18240Document24 pagesMil DTL 18240Андрей ПятыгинPas encore d'évaluation
- DS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFDocument60 pagesDS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFJacques BlueqPas encore d'évaluation
- F 31 - 94 R99 - RJMXDocument5 pagesF 31 - 94 R99 - RJMXAnilPas encore d'évaluation
- ASME B18 8 100M 2000 Spring PinsDocument57 pagesASME B18 8 100M 2000 Spring Pinshcsharma1967Pas encore d'évaluation
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Pas encore d'évaluation
- Rescue Carabiners: Standard Specification ForDocument6 pagesRescue Carabiners: Standard Specification Forastewayb_964354182Pas encore d'évaluation
- Higher-Strength Martensitic Stainless Steel Plate, Sheet, and StripDocument3 pagesHigher-Strength Martensitic Stainless Steel Plate, Sheet, and StripshamrajjPas encore d'évaluation
- Nitriding 4340 ADocument8 pagesNitriding 4340 AyanuarPas encore d'évaluation
- QQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardDocument7 pagesQQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardSüleymanPas encore d'évaluation
- Terminal Junction Modules - CatalogDocument38 pagesTerminal Junction Modules - CatalogGeePas encore d'évaluation
- SAE AMS 5548p-2012Document6 pagesSAE AMS 5548p-2012Mehdi MokhtariPas encore d'évaluation
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument8 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaPas encore d'évaluation
- 2012-005 RWG-WEB RodEnd SphericalBearingsDocument14 pages2012-005 RWG-WEB RodEnd SphericalBearingskamaleshaiahPas encore d'évaluation
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenPas encore d'évaluation
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoPas encore d'évaluation
- Aerospace Material Specification: AMS5709 REV. HDocument6 pagesAerospace Material Specification: AMS5709 REV. Hfelipe jurema100% (1)
- AN818 Rev-20 PDFDocument5 pagesAN818 Rev-20 PDFaldiPas encore d'évaluation
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182Pas encore d'évaluation
- Ansi b17 2 Woodruff Keys Flat Bottom Type 1Document3 pagesAnsi b17 2 Woodruff Keys Flat Bottom Type 1rbagriPas encore d'évaluation
- Nonferrous Bolts, Hex Cap Screws, Socket Head Cap Screws, and Studs For General UseDocument15 pagesNonferrous Bolts, Hex Cap Screws, Socket Head Cap Screws, and Studs For General Usejuniuni18Pas encore d'évaluation
- A581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire RodsDocument3 pagesA581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire Rodstjt4779Pas encore d'évaluation
- WSS M1P94 ADocument9 pagesWSS M1P94 AAleks SenaPas encore d'évaluation
- A 29 - A 29M - 16Document17 pagesA 29 - A 29M - 16Isabel Christina Gonzalez MoralesPas encore d'évaluation
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilPas encore d'évaluation
- AN912 Rev10Document7 pagesAN912 Rev10MAI_QualityPas encore d'évaluation
- TM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)Document5 pagesTM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)方綵樺Pas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- QTN1Document1 pageQTN1mshPas encore d'évaluation
- Top 20e 0024 2Document1 pageTop 20e 0024 2mshPas encore d'évaluation
- Prep Chart PDFDocument2 pagesPrep Chart PDFKhoirul FeriansyahPas encore d'évaluation
- Std. ANSI B18.2.3.1M For Hex BoltsDocument19 pagesStd. ANSI B18.2.3.1M For Hex BoltsAjay BaggaPas encore d'évaluation
- SAI - Company ProfileDocument34 pagesSAI - Company ProfilemshPas encore d'évaluation
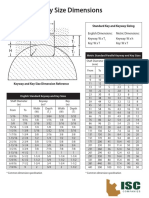
- Keyway and Key Size DimensionsDocument1 pageKeyway and Key Size DimensionsShashank Saxena100% (1)
- Catalogue 2911Document12 pagesCatalogue 2911mshPas encore d'évaluation
- Performance Thickness Ratio at Its BestDocument2 pagesPerformance Thickness Ratio at Its BestmshPas encore d'évaluation
- 8024 - Liner Fastener - M36x4 X 170LgDocument1 page8024 - Liner Fastener - M36x4 X 170LgmshPas encore d'évaluation
- Basic Fasteners DescriptionDocument5 pagesBasic Fasteners DescriptionmshPas encore d'évaluation
- Dimensions For Punched Washers, Type A, For Hexagonal Bolts and ScrewsDocument1 pageDimensions For Punched Washers, Type A, For Hexagonal Bolts and ScrewsmshPas encore d'évaluation
- Heavy Hex Nut Inch SizeDocument1 pageHeavy Hex Nut Inch SizemshPas encore d'évaluation
- Military FastenersDocument17 pagesMilitary Fastenersmsh100% (1)
- Price List No. 164 Price List No. 164Document12 pagesPrice List No. 164 Price List No. 164mshPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument7 pagesDisclosure To Promote The Right To InformationSriram SubramanianPas encore d'évaluation
- Dental Tips 1Document4 pagesDental Tips 1mshPas encore d'évaluation
- Iso GD&TDocument39 pagesIso GD&TSanjay Kumar SinghPas encore d'évaluation
- With GST 022Document1 pageWith GST 022mshPas encore d'évaluation
- Price List - Inch - Dated 20-04-2021Document1 pagePrice List - Inch - Dated 20-04-2021mshPas encore d'évaluation
- Fastener Markings BoltsDocument2 pagesFastener Markings BoltsmshPas encore d'évaluation
- Fasteners Estimate for Industrial ToolsDocument1 pageFasteners Estimate for Industrial ToolsmshPas encore d'évaluation
- Welding Studs Drawn Arc PDFDocument52 pagesWelding Studs Drawn Arc PDFCesarPas encore d'évaluation
- Registration Certificate DetailsDocument3 pagesRegistration Certificate DetailsmshPas encore d'évaluation
- 9 - 186 Pag 2007 Gh. Badarau - Proprietatile Materialelor MetaliceDocument177 pages9 - 186 Pag 2007 Gh. Badarau - Proprietatile Materialelor MetaliceDragoş BranPas encore d'évaluation
- Experimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpieceDocument11 pagesExperimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpiecemshPas encore d'évaluation
- Price List - MM - Dated 20-04-2021Document1 pagePrice List - MM - Dated 20-04-2021mshPas encore d'évaluation
- 2017 Standard CatalogDocument116 pages2017 Standard CatalogpicottPas encore d'évaluation
- ch14 Metal Forging PocessDocument39 pagesch14 Metal Forging PocessMaz ThomyPas encore d'évaluation
- Metal forming processes overviewDocument91 pagesMetal forming processes overviewAnonymous 9xvU1F100% (2)
- 08 Numisheet2008 Hot Forming Chapter8Document99 pages08 Numisheet2008 Hot Forming Chapter8rdoucePas encore d'évaluation
- Understanding Phase TransformationsDocument30 pagesUnderstanding Phase TransformationswinniePas encore d'évaluation
- 25KH17N2BDocument5 pages25KH17N2BRinku Singroha (JSHL-QUALITY)Pas encore d'évaluation
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranPas encore d'évaluation
- Towards Carburizing Treatment Applied On Low Alloy Steel 16CN6Document5 pagesTowards Carburizing Treatment Applied On Low Alloy Steel 16CN6موسىPas encore d'évaluation
- State of The Art in Beta Titanium Alloys For Airframe ApplicationDocument24 pagesState of The Art in Beta Titanium Alloys For Airframe ApplicationCrescencio RodríguezPas encore d'évaluation
- Investigation of the Fracture Behavior of Shape Memory Alloy NiTiDocument15 pagesInvestigation of the Fracture Behavior of Shape Memory Alloy NiTiTiagoPas encore d'évaluation
- Linde Gas Vaccume Must Read It........Document68 pagesLinde Gas Vaccume Must Read It........Sama UmatePas encore d'évaluation
- 42crmo4 PDFDocument10 pages42crmo4 PDFAnuj ShahPas encore d'évaluation
- Sa 479Document12 pagesSa 479singaravelan narayanasamyPas encore d'évaluation
- Heat Treatment Effect On P91 SteelDocument7 pagesHeat Treatment Effect On P91 SteelChandan PandeyPas encore d'évaluation
- Steels For Bearings - BhadeshiaDocument168 pagesSteels For Bearings - BhadeshiaDouglas RodriguesPas encore d'évaluation
- Effect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100Document6 pagesEffect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100mans2014Pas encore d'évaluation
- Maraging Steels For Aero Space ApplicationDocument33 pagesMaraging Steels For Aero Space ApplicationKalikota Prasad100% (1)
- The Role of Manganese On Microstructure of High Chromium White Cast IronDocument7 pagesThe Role of Manganese On Microstructure of High Chromium White Cast IronKhairul MuzafarPas encore d'évaluation
- DFM & Dfa 302Document37 pagesDFM & Dfa 302YASH BHAVSARPas encore d'évaluation
- AISC Intro Steel Bridge Design r3 Handout 2perDocument49 pagesAISC Intro Steel Bridge Design r3 Handout 2perDarline Cano CardonaPas encore d'évaluation
- Internship Report FINALDocument50 pagesInternship Report FINALvishwas67% (3)
- CHSC 7540-Lab 3 Report FormDocument7 pagesCHSC 7540-Lab 3 Report FormLinhan ChuPas encore d'évaluation
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaPas encore d'évaluation
- Heat TreatmentDocument53 pagesHeat TreatmentIqbal Muhammad HusainiPas encore d'évaluation
- 5-6 Resume Kuliah Stainless SteelDocument63 pages5-6 Resume Kuliah Stainless SteelIhsanPas encore d'évaluation
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Heat Treatment Lecture NotesDocument24 pagesHeat Treatment Lecture NotesKhin Aung ShwePas encore d'évaluation
- Advantages and Limitations of Martensitic Steels For FusionDocument4 pagesAdvantages and Limitations of Martensitic Steels For FusionClaudia MmsPas encore d'évaluation
- Distortion Due To Heat Treatment PDFDocument44 pagesDistortion Due To Heat Treatment PDFsmani170Pas encore d'évaluation
- PENGARUH QUENCHING DAN TEMPERING TERHADAP SIFAT BAJA S45CDocument14 pagesPENGARUH QUENCHING DAN TEMPERING TERHADAP SIFAT BAJA S45CRefi RahmaliaPas encore d'évaluation
- Review Article: Biomedical Applications of Shape Memory AlloysDocument16 pagesReview Article: Biomedical Applications of Shape Memory AlloysAntonela-Georgiana MateiPas encore d'évaluation