Académique Documents
Professionnel Documents
Culture Documents
Astm 1717
Transféré par
EmmanuelTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Astm 1717
Transféré par
EmmanuelDroits d'auteur :
Formats disponibles
Designation: F1717 − 15
Standard Test Methods for
Spinal Implant Constructs in a Vertebrectomy Model1
This standard is issued under the fixed designation F1717; the number immediately following the designation indicates the year of
original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. A
superscript epsilon (´) indicates an editorial change since the last revision or reapproval.
1. Scope 2. Referenced Documents
1.1 These test methods cover the materials and methods for 2.1 ASTM Standards:2
the static and fatigue testing of spinal implant assemblies in a D638 Test Method for Tensile Properties of Plastics
vertebrectomy model. The test materials for most combinations E4 Practices for Force Verification of Testing Machines
of spinal implant components can be specific, depending on the E6 Terminology Relating to Methods of Mechanical Testing
intended spinal location and intended method of application to E177 Practice for Use of the Terms Precision and Bias in
ASTM Test Methods
the spine.
E691 Practice for Conducting an Interlaboratory Study to
1.2 These test methods are intended to provide a basis for Determine the Precision of a Test Method
the mechanical comparison among past, present, and future E739 Practice for Statistical Analysis of Linear or Linearized
spinal implant assemblies. They allow comparison of spinal Stress-Life (S-N) and Strain-Life (ε-N) Fatigue Data
implant constructs with different intended spinal locations and E1150 Definitions of Terms Relating to Fatigue (Withdrawn
methods of application to the spine. These test methods are not 1996)3
intended to define levels of performance, since sufficient F1582 Terminology Relating to Spinal Implants
knowledge is not available to predict the consequences of the F2077 Test Methods For Intervertebral Body Fusion Devices
use of a particular device.
3. Terminology
1.3 These test methods set out guidelines for load types and 3.1 Definitions:
methods of applying loads. Methods for three static load types 3.1.1 For definitions of terms relating to these test methods,
and one fatigue test are defined for the comparative evaluation see Terminology E6, Terminology F1582, and Definitions
of spinal implant assemblies. E1150.
1.4 These test methods establish guidelines for measuring 3.2 Definitions of Terms Specific to This Standard:
displacements, determining the yield load, and evaluating the 3.2.1 active length of the longitudinal element—the straight
line distance between the center of attachment of the superior
stiffness and strength of the spinal implant assembly.
anchor and the center of attachment of the inferior anchor.
1.5 Some spinal constructs may not be testable in all test 3.2.2 angular displacement at 2 % offset yield (degrees)—
configurations. the angular displacement of a construct measured via the
1.6 The values stated in SI units are to be regarded as actuator that produces a permanent angular displacement in the
standard. No other units of measurement are included in this X-Y plane equal to 0.020 times the torsional aspect ratio (see
standard. Point A in Fig. 1).
3.2.3 block moment arm—the distance in the X direction in
1.7 This standard does not purport to address all of the the XY plane between the axis of the hinge pin and either (1)
safety concerns, if any, associated with its use. It is the the center of the insertion point of an anchor (screws and
responsibility of the user of this standard to establish appro- bolts), (2) the furthest point of contact between the block and
priate safety and health practices and determine the applica- plate (anterior plates), or (3) the center point of attachment on
bility of regulatory limitations prior to use. the roll pin farthest from the hinge pin (hooks and wires).
1 2
These test methods are under the jurisdiction of ASTM Committee F04 on For referenced ASTM standards, visit the ASTM website, www.astm.org, or
Medical and Surgical Materials and Devices and are the direct responsibility of contact ASTM Customer Service at service@astm.org. For Annual Book of ASTM
Subcommittee F04.25 on Spinal Devices. Standards volume information, refer to the standard’s Document Summary page on
Current edition approved May 1, 2015. Published July 2015. Originally approved the ASTM website.
3
in 1996. Last previous edition approved in 2014 as F1717 – 14. DOI: 10.1520/ The last approved version of this historical standard is referenced on
F1717-15. www.astm.org.
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright © ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959. United States
Copyright ASTM International
Provided by IHS under license with ASTM
1Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
the 2 % offset angular displacement (see Point B in Fig. 1).
(The distance between Point A and Point B in Fig. 1.)
3.2.10 elastic displacement (mm)—the displacement at 2 %
offset yield (see Point A in Fig. 1) minus the 2 % offset
displacement (see Point B in Fig. 1). (The distance between
Point A and Point B in Fig. 1.)
3.2.11 failure—permanent deformation resulting from
fracture, plastic deformation, or loosening beyond the ultimate
displacement or loosening that renders the spinal implant
assembly ineffective or unable to adequately resist load.
3.2.12 fatigue life—the number of loading cycles, N, of a
specified character that the spinal implant assembly sustains
before failure of a specified nature occurs (see Definitions
E1150).
3.2.13 insertion point of an anchor—the location where the
anchor is attached to the test block. The insertion points shown
in Figs. 2-15 are to be adhered to if possible. In situations
where the design of the spinal implant assembly or the
manufacturer’s surgical instructions for installation dictate
otherwise, the attachment points may deviate from these
dimensions.
3.2.14 intended method of application—spinal implant as-
semblies contain different types of anchors. Each type of
anchor has an intended method of application to the spine.
3.2.15 intended spinal location—the anatomic region of the
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
spine intended for the application of the spinal implant
assembly. Spinal implant assemblies are developed for specific
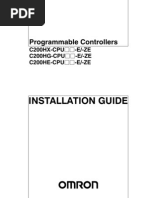
FIG. 1 Typical Load Displacement Curve or Torque Angulation spinal locations such as the anterior cervical spine or the
Curve posterior thoracolumbar, lumbar, and lumbosacral spine.
3.2.16 hinge pin—the cylindrical rod connecting a test block
to a side support. A cervical construct is secured with a 9.6 mm
diameter pin and the thoracolumbar, lumbar, and lumbosacral
3.2.4 compressive or tensile bending stiffness (N/mm)—the
construct uses a 12.7 mm diameter pin.
compressive or tensile bending yield force divided by elastic
displacement (see the initial slope of line BC in Fig. 1). 3.2.17 longitudinal direction—the initial spatial orientation
3.2.5 compressive or tensile bending ultimate load (N)—the parallel to the longitudinal element of the spinal implant
maximum compressive or tensile force in the X-Z plane applied assembly. The longitudinal direction is generally in the
to a spinal implant assembly (see the force at Point E in Fig. 1). superior-inferior direction and, therefore, generally parallel to
The ultimate load should be a function of the device and not of the z axis.
the load cell or testing machine. 3.2.18 maximum run-out load—the maximum load that can
3.2.6 compressive or tensile bending yield load (N)—the be applied to a spinal implant assembly where all of the tested
compressive or tensile bending force in the X-Z plane neces- constructs have withstood 5 000 000 cycles without a failure.
sary to produce a permanent deformation equal to 0.020 times 3.2.19 permanent deformation—the displacement (mm) or
the active length of the longitudinal element (see the force at angular displacement (degree) of the spinal implant construct
Point D in Fig. 1). relative to the initial unloaded condition as measured via the
3.2.7 coordinate system/axes—three orthogonal axes are actuator after the applied load, moment, or torque has been
defined in Fig. 2 and Fig. 3. The anterior-posterior axis is X removed.
with positive being anterior. The medial-lateral axis is Y with 3.2.20 spinal implant assembly—a complete spinal implant
left being positive when viewed posteriorly. The superior- configuration as intended for surgical use. A spinal implant
inferior axis is Z with superior being positive. assembly will contain anchors, interconnections, and longitu-
3.2.8 displacement at 2 % offset yield (mm)—the displace- dinal elements and may contain transverse elements (see Fig. 4,
ment of a construct measured via the actuator that produces a Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig. 14).
permanent deformation equal to 0.020 times the active length 3.2.21 spinal implant construct—a complete spinal implant
of the longitudinal element (see Point A in Fig. 1). assembly attached to the appropriate test blocks.
3.2.9 elastic angular displacement (degrees)—the angular 3.2.22 test block—the component of the test apparatus for
displacement at 2 % offset yield (see Point A in Fig. 1) minus mounting the spinal implant assembly. A specific design of test
Copyright ASTM International
Provided by IHS under license with ASTM
2Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 2 Typical Bilateral Construct Containing Bone Screws, Rods, and Set Screws
block is required for each intended spinal location and intended rotation to the insertion point of an anchor (for example: in Fig.
method of application. Fig. 5, Fig. 7, Fig. 9, Fig. 11, Fig. 13, 2 1.70 for a 76-mm active length, X = 40 mm and Y = 40 ⁄2
and Fig. 15 describe the recommended designs for the test mm).
blocks; however, alternate designs can be used as long as
L L
equivalent performance is demonstrated. A5 5 (1)
D ~ x 2 1y 2 ! 1/2
3.2.23 test block load point—the location on the test block
at which the resultant load is transmitted from the test where:
apparatus. A = torsional aspect ratio,
3.2.24 tightening torque—the specified torque that is ap- L = active length of longitudinal element,
D = distance to insertion point,
plied to the various threaded fasteners of the spinal implant
x = x distance to insertion point, and
assembly. y = y distance to insertion point.
3.2.25 torsional aspect ratio—the active length of the lon-
gitudinal element divided by the distance from the center of
Copyright ASTM International
Provided by IHS under license with ASTM
3Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 3 A Bilateral Hook, Rod, Screw, and Transverse Element Construct
3.2.26 torsional stiffness (N-m/degree)—the yield torque 3.2.30 ultimate displacement (mm)—the displacement asso-
(N-m) divided by elastic angular displacement (degrees) (the ciated with the ultimate load, ultimate bending load or ultimate
initial slope of line BC in Fig. 1). torque (the displacement at Point F in Fig. 1).
3.2.27 torsional ultimate load (N-m)—the maximum torque 3.2.31 yield torque (N-m)—the torque in the X-Y plane
in the X-Y plane applied to a spinal implant assembly (the required to produce a permanent displacement of 0.020 times
torque at Point E in Fig. 1). The ultimate torque should be a the torsional aspect ratio (the torque at Point D in Fig. 1).
function of the device and not of the load cell or testing 3.2.32 zero displacement intercept (mm)—the intersection
machine. of the straight line section of the load displacement curve and
3.2.28 two percent (2 %) offset angular displacement the zero load axis (the zero displacement reference Point 0 in
(degrees)—a permanent angular displacement in the X-Y plane Fig. 1).
measured via the actuator equal to 0.020 times the torsional
aspect ratio (for example: 1.95° for 1.70 × 0.02 × 180° ⁄pi) (see 4. Summary of Test Methods
Point B in Fig. 1). 4.1 Similar test methods are proposed for the mechanical
3.2.29 two percent (2 %) offset displacement (mm)—a per- evaluation of cervical spinal implant assemblies (see Fig. 4,
manent deformation measured via the actuator equal to 0.020 Fig. 6, and Fig. 8) and thoracolumbar, lumbar, and lumbosacral
times the active length of the longitudinal element (for ex- spinal implant assemblies (see Fig. 10, Fig. 12, and Fig. 14).
ample: 1.52 mm for a 76 mm active length of the longitudinal 4.2 Testing of the spinal implant assemblies will simulate a
element or 0.70 mm for 35 mm) (see Point B in Fig. 1). vertebrectomy model via a large gap between two Ultra High
Copyright ASTM International
Provided by IHS under license with ASTM
4Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 4 Cervical Unilateral Construct for Plates
Molecular Weight Polyethylene (UHMWPE) test blocks. The posterior (see Fig. 6 and Fig. 8) surfaces of the cervical spine
UHMWPE used to manufacture the test blocks should have a or both anterior (see Fig. 10) and posterior (see Fig. 12 and Fig.
tensile breaking strength equal to 40 6 3 MPa (see Specifica- 14) surfaces of the thoracolumbar, lumbar, and lumbosacral
tion D638). The UHMWPE test blocks (see Fig. 5, Fig. 7, Fig. spine. The block moment arm (see 6.6) for a test configuration
9, Fig. 11, Fig. 13, and Fig. 15) will eliminate the effects of the depends on the intended spinal location. The cervical spine
variability of bone properties and morphometry. Alternate configuration (see Fig. 5, Fig. 7, and Fig. 9) specifies one block
designs of test blocks may be used as long as equivalent moment arm, while a larger block moment arm (see Fig. 11,
performance is demonstrated. Fig. 13, and Fig. 15) is specified for the thoracolumbar, lumbar,
4.3 Three static mechanical tests and one dynamic test will and lumbosacral spine.
evaluate the spinal implant assemblies. The three static me-
4.5 The intended method of application of the spinal im-
chanical tests are compression bending, tensile bending, and
torsion. The dynamic test is a compression bending fatigue test. plant assembly may vary for specific anatomic regions and
It is the responsibility of the user of this standard to determine clinical indications. Spinal implant assemblies contain different
which test(s) is (are) most appropriate for a particular spinal types of anchors. Each type of anchor has an intended method
implant assembly. of application to the spine. For example, one assembly may
include anterior vertebral body screws and rods (see Fig. 2),
4.4 A specific clinical indication generally requires a spe-
while another assembly may contain posterior sacral screws,
cific spinal implant assembly. Spinal implant assemblies will
hooks, rods, and transverse elements (see Fig. 3). The block
be evaluated with test configurations which simulate the
moment arm of a test configuration will be independent of the
clinical requirements for the intended spinal location. The
intended spinal locations are both anterior (see Fig. 4) and intended method of application of a spinal implant assembly;
Copyright ASTM International
Provided by IHS under license with ASTM
5Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 5 Cervical Unilateral UHMWPE Block for Plates
therefore, the test data for different intended methods of saline drip, water, or a lubricant should be considered. The
application may be compared. maximum recommended frequency for this type of cyclic
testing should be 5 Hz.
5. Significance and Use
5.5 The location of the longitudinal elements is determined
5.1 Spinal implants are generally composed of several by where the anchors are clinically placed against bony
components which, when connected together, form a spinal structures. The perpendicular distance to the load direction
implant assembly. Spinal implant assemblies are designed to (block moment arm) between the axis of a hinge pin and the
provide some stability to the spine while arthrodesis takes anchor’s attachment-points to a UHMWPE block is indepen-
place. These test methods outline standard materials and dent of anchor-type. The distance between the anchor’s attach-
methods for the evaluation of different spinal implant assem- ment point to the UHMWPE block and the center of the
blies so that comparison between different designs may be longitudinal element is a function of the interface design
facilitated. between the screw, hook, wire, cable, and so forth, and the rod,
5.2 These test methods are used to quantify the static and plate, and so forth.
dynamic mechanical characteristics of different designs of 5.6 During static torsion testing, the rotation direction
spinal implant assemblies. The mechanical tests are conducted (clockwise or counter clockwise) may have an impact on the
in vitro using simplified load schemes and do not attempt to results.
mimic the complex loads of the spine.
5.3 The loads applied to the spinal implant assemblies in 6. Apparatus
vivo will, in general, differ from the loading configurations 6.1 Test machines will conform to the requirements of
used in these test methods. The results obtained here cannot be Practices E4.
used directly to predict in vivo performance. The results can be 6.2 The test apparatus allows multiple loading regimes to be
used to compare different component designs in terms of the applied to all forms of spinal implant assemblies. Two pairs of
relative mechanical parameters. side supports are mounted on the test machine (see Fig. 4, Fig.
5.4 Fatigue testing in a simulated body fluid or saline may 6, Fig. 8, Fig. 10, Fig. 12, and Fig. 14). One pair of side
cause fretting, corrosion, or lubricate the interconnections and supports attach to the actuator and the second to the load cell.
thereby affect the relative performance of tested devices. This A mounting plate for one of the sets of side support plates
test should be initially performed dry (ambient room condi- should be free to rotate about the Z axis for the compression
tions) for consistency. The effect of environment may be bending, tension bending and fatigue tests. UHMWPE blocks
significant. Repeating all or part of these test methods in are connected to the side supports via hinge pins. All testing
simulated body fluid, saline (9 g NaCl per 1000 mL water), a will simulate a vertebrectomy model via a large gap between
Copyright ASTM International
Provided by IHS under license with ASTM
6Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 6 Cervical Bilateral Construct Test Setup for Screws or Bolts
FIG. 7 Cervical Bilateral UHMWPE Block for Screws or Bolts
Copyright ASTM International
Provided by IHS under license with ASTM
7Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 8 Cervical Bilateral Construct Test Setup for Hooks, Cables, or Wires
the two UHMWPE blocks. Select the appropriate design of the contact an appropriate thickness of the UHMWPE. If screws
UHMWPE blocks (see Fig. 5, Fig. 7, Fig. 9, Fig. 11, Fig. 13, are used to mount the spinal construct to the test blocks (see
and Fig. 15) to facilitate testing of the spinal implant assembly Fig. 5, Fig. 7, Fig. 11, and Fig. 13), then the screws must be
in a manner that simulates the specific clinical indication at the placed into UHMWPE inserts in the alternate design of test
intended spinal location. block. The diameter of the UHMWPE inserts must be equal to
6.3 The design of the UHMWPE blocks causes the plane or greater than three times the diameter of the screws.
through the spinal implant assemblies to be parallel to the plane 6.5 If the locations of the superior anchors, inferior anchors,
(the Y-Z plane) through the axes of the hinge pins. Align the or both sets of anchors are dictated by the longitudinal element
superior side supports and UHMWPE block with the inferior and are at different Z locations (a diagonal), then the set of
side supports and UHMWPE block. The center axis of each anchors should be centered above and below the standard
hinge pin should be perpendicular (60.5°) to and aligned location such that they maintain the average Z location. If the
(60.5 mm) with the load axis of the test machine. Center the anchors are secured into slots in the longitudinal element, then
test apparatus in the test machine such that the line through the they should be centrally placed in the slots and not at either end
mid-point (0, 0, Z1) of the inferior hinge pin’s axis and the to produce a worst-case scenario.
mid-point (0, 0, Z2) of the superior hinge pin’s axis is collinear 6.6 The distance in the X direction between the axis of a
within 60.1 mm of the load and rotational axis of the test hinge pin and the anchors’ attachment point should remain
machine’s actuator. constant when comparing spinal implant assemblies. Spinal
6.4 Alternate designs of test blocks may be used as long as implant assemblies are designed for two intended spinal
equivalence is demonstrated. The solid UHMWPE test blocks locations having two unique block moment arms. The two
may be replaced with metal blocks with UHMWPE inserts of intended spinal locations are the cervical spinal implant system
appropriate size. Any surface or component of the spinal (see Fig. 4, Fig. 6, and Fig. 8) and the thoracolumbar, lumbar,
assembly which would contact the solid UHMWPE should also and lumbosacral spinal implant system (see Fig. 10, Fig. 12,
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright ASTM International
Provided by IHS under license with ASTM
8Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 9 Cervical Bilateral UHMWPE Block for Hooks, Cables, Wires
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
and Fig. 14). The test configurations for the cervical spinal wires, or cables around the steel roll pins means that the test
implant system have a block moment arm equal to 30.0 mm. configuration would be a mechanism. Therefore, the testing of
The thoracolumbar, lumbar, and lumbosacral test configura- hooks, wires, and cables necessitates that the modified UHM-
tions have a 40-mm block moment arm. WPE block must not rotate.
6.7 The UHMWPE blocks have been designed to provide 6.10 The relative location (X direction versus Z direction)
similar block moment arms regardless of the anchor being between the hinge pin and the insertion point of an anchor
tested. Different spinal implant assemblies have different produces minimal variation in the block moment arm. The
intended methods of application to the UHMWPE blocks. The variation in the block moment arm is dependent on the
locations of the longitudinal elements are determined by the direction of rotation of the UHMWPE blocks. The variation is
design of anchors and interconnections. The load capacity of minimized by having the hinge pins in the UHMWPE blocks
the spinal construct would be a function of the designs of the rotate past the anchors as the test progresses. Position the hinge
interconnections, anchors, and longitudinal elements but pins internal to the anchors during the tension bending test (not
should not be a function of the test apparatus. shown). Position the hinge pins external to the anchors during
6.8 The hinge pin in the test configuration allows the same the compression bending, torsion and fatigue tests (see Fig. 4,
test apparatus to be used for the static compression bending Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig. 14).
test, static tensile bending test, and static torsion test as well as 6.11 The thoracolumbar, lumbar, and lumbosacral test ap-
the compression bending fatigue test. The UHMWPE blocks paratus have a recommended active length of the longitudinal
are allowed to rotate around the Y-axis of the hinge pin during element equal to 76.0 mm and based on the work of
the compression bending, tensile bending, and fatigue tests. Cunningham, et al (1).4 The recommended active length of the
6.9 Modified bilateral UHMWPE blocks (see Fig. 8, Fig. 9, longitudinal element for the cervical spinal implant system is
Fig. 14, and Fig. 15) have been developed for testing hooks, 35.0 mm. If the longitudinal element has fixed spacings and the
wires, or cables. Steel roll pins are placed into the modified recommended active length cannot be achieved, then select the
blocks such that the outer surfaces of the roll pins are parallel longitudinal element that is nearest the recommended active
to the front surfaces of the standard bilateral UHMWPE block length. The active length should be constant for all constructs
(see Fig. 6, Fig. 7, Fig. 12, and Fig. 13). Hooks, wires, and used in comparative testing.
cables are not fully constrained (semi-rigid) fixation devices
because they cannot transfer bending moments in the three
axes. The combination of the rotation of the modified UHM- 4
The boldface numbers in parentheses refer to a list of references at the end of
WPE block on the hinge pin and the rotation of the hooks, this standard.
Copyright ASTM International
Provided by IHS under license with ASTM
9Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 10 Lumbar Unilateral Construct for Plates
6.12 The testing machine and the apparatus used in the 7. Sampling
static compression bending, static tension bending, and com- 7.1 All components in the spinal implant assembly shall be
pression bending fatigue tests apply load in the Z direction previously unused parts only. Implants shall not be retested.
without constraining rotation in the X-Y plane. The hinge pin in
7.2 Use the UHMWPE test blocks for only one test. The
the apparatus allows rotation in the X-Z plane during the static
UHMWPE used to manufacture the test blocks should have a
compression bending, static tension bending, and compression
tensile breaking strength equal to 40 6 3 MPa (see Test
bending fatigue tests. The compression bending fatigue test
Method D638). When alternate designs of test blocks are used,
will use the same test configuration as static compressive
then all UHMWPE inserts should be replaced after each test.
bending. Alternate designs of test blocks which include steel roll pins
6.13 The testing machine or the apparatus used in the static (see Fig. 9 and Fig. 15) should replace the steel roll pins and
torsion test applies torque about the Z axis without constraining UHMWPE inserts for the hinge after each test.
displacement in the Z direction. Aluminum blocks shall be 7.3 Label and maintain the test constructs according to good
placed in the apparatus to prevent rotation in the X-Z plane laboratory practice. Do not disassemble the test construct after
during the static torsion tests. The total clearance between an testing unless disassembly is necessary to evaluate failure
aluminum block, an UHMWPE block, and a base plate will not surfaces, interconnections, corrosion or loosening surfaces.
exceed 0.10 mm. Photograph the construct prior to disassembly.
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright ASTM International
Provided by IHS under license with ASTM
10
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 11 Lumbar Unilateral UHMWPE Block for Plates
7.4 All static tests should have a minimum of five samples. 8.1.1.2 Install the anchors according to the manufacturer’s
Examination of each load-displacement curve may reveal a instructions. When used as part of a rod/screw construct,
laxity in the fixture. After the laxity has been removed, then the variable axis screw anchors shall be inserted in the UHMWPE
initial linear portion of the curve will define the straight line blocks in a manner that prevents the impingement of any
section of the load-displacement curves. The intersection of the potentially pivoting or rotating features of the anchor against
straight line section and zero load axis is the zero load the test block. This may be achieved by inserting the anchor
displacement (Point 0). such that, at full angulation of any of the potentially pivoting or
7.5 The results of the fatigue testing will provide a curve of rotating features, clearance is always maintained with respect
cyclical compression load or compression bending load versus to the test block. If one modified bilateral UHMWPE block is
the number of cycles to failure. The suggested initial fatigue used then place an aluminum spacer block between the
loads should be 75, 50, and 25 % of the compression bending modified UHMWPE block and the base plate to stop rotation
ultimate load as determined in the static compression bending around the hinge pin. A degree of freedom is eliminated in a
test. If a specimen does not fail by 5 000 000 cycles, then similar manner to the axial compression test. If the spinal
testing of that component should be considered run-out. The implant assembly requires two sets of modified bilateral
final sample size is recommended by Practice E739. The UHMWPE blocks and aluminum spacer blocks, then it is
differences between the maximum run-out load and a load that equivalent to an axial compression test.
results in a failed construct should be less than 10 % of the
8.1.1.3 Place the UHMWPE blocks into the test apparatus
compression bending ultimate load. Conduct a regression
analysis on the load or moment versus number of cycles to such that the position of the hinge pins are external to the
failure data. anchors (the hinge pin in the superior block is more superior
than the screw, hook, and so forth). Secure the UHMWPE
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
8. Procedure blocks with hinge pins. If one modified bilateral UHMWPE
8.1 Procedure for Static Tests—Evaluate only the load block is used to test hooks, wires, or cables, then place it
parameters in the relevant direction. superiorly.
8.1.1 Static Compression Bending Test: 8.1.1.4 Complete the spinal implant assembly in a standard
8.1.1.1 Select the appropriate UHMWPE blocks for the construct (see Fig. 4, Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig.
spinal implant assembly as previously described. 14) or a hybrid construct (see Fig. 3). Set the active length of
Copyright ASTM International
Provided by IHS under license with ASTM
11Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 12 Lumbar Bilateral Construct for Screws or Bolts
the longitudinal element for the intended spinal location. Apply used, then place an aluminum spacer block between the
all tightening, crimping, or locking mechanisms as specified by modified UHMWPE block and the base plate to stop rotation
the manufacturer. around the hinge pin. A degree of freedom is eliminated in a
8.1.1.5 Load the test apparatus at a rate up to a maximum of similar manner to the axial compression test. If the spinal
25 mm/min. implant assembly requires two sets of modified bilateral
8.1.1.6 Record the load displacement curves. Establish the UHMWPE blocks and aluminum spacer blocks, then it is
displacement at 2 % offset yield (mm), elastic displacement equivalent to an axial tension test.
(mm), compressive bending yield load (N), compressive bend- 8.1.2.3 Place the UHMWPE blocks into the test apparatus
ing stiffness (N/mm), compressive bending ultimate displace-
such that the position of the hinge pins are internal to the
ment (mm) and compressive bending ultimate load (N).
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
anchors (the hinge pin in the superior block is more inferior
8.1.2 Static Tension Bending Test:
than the screw, hook, and so forth). Secure the UHMWPE
8.1.2.1 Select the appropriate UHMWPE blocks for the
blocks with hinge pins. If one modified bilateral UHMWPE
spinal implant assembly as previously described.
8.1.2.2 Install the anchors according to the manufacturer’s block is used to test hooks, wires, or cables, then place it
instructions. When used as part of a rod/screw construct, superiorly.
variable axis screw anchors shall be inserted in the UHMWPE 8.1.2.4 Complete the spinal implant assembly in a standard
blocks in a manner that prevents the impingement of any construct (see Fig. 4, Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig.
potentially pivoting or rotating features of the anchor against 14 except the UHMWPE blocks are inverted) or a hybrid
the test block. This may be achieved by inserting the anchor construct (see Fig. 3 except the UHMWPE block are inverted).
such that, at full angulation of any of the potentially pivoting or Set the active length of the longitudinal element for the
rotating features, clearance is always maintained with respect intended spinal location. Apply all tightening, crimping, or
to the test block. If one modified bilateral UHMWPE block is locking mechanisms as specified by the manufacturer.
Copyright ASTM International
Provided by IHS under license with ASTM
12
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 13 Lumbar Bilateral UHMWPE Block for Screws or Bolts
8.1.2.5 Load the test apparatus at a rate up to a maximum of 8.1.3.5 Complete the spinal implant assembly in a standard
25 mm/min. construct (Fig. 4, Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig. 14)
8.1.2.6 Record the load displacement curves. Establish the or a hybrid construct (Fig. 3). Set the active length of the
displacement at 2 % offset yield (mm), elastic displacement longitudinal element for the intended spinal location. Apply all
(mm), tensile bending yield load (N), tensile bending stiffness tightening, crimping, or locking mechanisms as specified by
(N/mm), tensile bending ultimate displacement (mm) and the manufacturer.
tensile bending ultimate load (N). 8.1.3.6 Load the test apparatus at a maximum rate up to
8.1.3 Static Torsional Test: 60°/min. An axial load of approximately zero (N) should be
8.1.3.1 Select the appropriate UHMWPE blocks for the maintained during testing.
spinal implant assembly as previously described. 8.1.3.7 Record the torque-angular displacement curves. De-
8.1.3.2 Install the anchors according to the manufacturer’s termine the angular displacement at 2 % offset yield (degrees),
instructions. When used as part of a rod/screw construct, elastic angular displacement (degrees), yield torque (N-m), and
variable axis screw anchors shall be inserted in the UHMWPE torsional stiffness (N-m/degree).
blocks in a manner that prevents the impingement of any
potentially pivoting or rotating features of the anchor against 8.2 Procedure for Fatigue Testing:
the test block. This may be achieved by inserting the anchor 8.2.1 Select the appropriate UHMWPE blocks for the spinal
such that, at full angulation of any of the potentially pivoting or implant assembly as previously described. Use unilateral
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
rotating features, clearance is always maintained with respect UHMWPE blocks (see Fig. 5 and Fig. 11) for singular
to the test block. If the spinal implant assembly contains only longitudinal element constructs. Use bilateral UHMWPE
hooks, wires, or cables then the system may not be able to blocks (see Fig. 7 and Fig. 13) for the testing of screws, bolts,
resist torsional moments and need not be tested; however, this and so forth. Use modified bilateral UHMWPE blocsk (see Fig.
should be verified by testing. 9 and Fig. 15) for the testing of hooks, wires, or cables.
8.1.3.3 Place the UHMWPE blocks in the test apparatus 8.2.2 Install the anchors according to the manufacturer’s
such that the positions of the hinge pins are external to the instructions. When used as part a of rod/screw construct,
anchors. The hinge pin in the superior block is more superior variable axis screw anchors shall be inserted in the UHMWPE
than the screw, hook, and so forth, and the hinge pin in the blocks in a manner that prevents the impingement of any
inferior block is more inferior than the screw, hook, and so potentially pivoting or rotating features of the anchor against
forth. Secure the UHMWPE blocks with hinge pins. If only one the test block. This may be achieved by inserting the anchor
modified bilateral UHMWPE block is used to test hooks, wires, such that, at full angulation of any of the potentially pivoting or
or cables, then place it superiorly. Attach UHMWPE blocks to rotating features, clearance is always maintained with respect
the side supports via hinge pins. to the test block. If one modified bilateral UHMWPE block for
8.1.3.4 Place the aluminum blocks between the UHMWPE hooks, wires, cables, and so forth, is used then place an
blocks and the base plates to stop rotation around the hinge pin. aluminum spacer block between the modified UHMWPE block
Copyright ASTM International
Provided by IHS under license with ASTM
13
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 14 Lumbar Bilateral Construct for Hooks, Cables, or Wires
and the base plate to stop rotation about the hinge pin. The 8.2.5 The fatigue test applies a sinusoidal load to the spinal
extra degree of freedom is eliminated in a manner similar to the construct. The loading should be maintained via a constant
axial compression test. If the spinal implant assembly requires sinusoidal load amplitude control. A constant load ratio (R) for
two sets of modified bilateral UHMWPE blocks and aluminum all tests should be established and should be equal to or greater
spacer blocks, then the testing mode becomes an axial com- than 10:
pression fatigue test.
minimum load
8.2.3 Place UHMWPE blocks in the test apparatus such that R5 $ 10 (2)
maximum load
the positions of the hinge pins are external to the anchors. The
hinge pin in the superior block is more superior than the anchor Example: if minimum load = −200 N and maximum
and the hinge pin in the inferior block is more inferior than the load = −10 N then R = 20. The maximum cycle rate is five
screw, hook, and so forth. Secure UHMWPE blocks with hinge cycles per second for the fatigue test. The end of the test occurs
pins. If only one modified bilateral UHMWPE block is used to
when the spinal construct has a failure or reaches run-out.
test hooks, wires, cables, and so forth, then place it superiorly.
8.2.4 Complete the spinal implant assembly in a standard 8.2.6 Evaluate two specimens at the initial fatigue loads.
construct (Fig. 4, Fig. 6, Fig. 8, Fig. 10, Fig. 12, and Fig. 14) Establish the maximum run-out load (no specimens fail before
or a hybrid construct (Fig. 3). Set the active length of the 5 000 000 cycles). Continue fatigue testing pairs of specimens
longitudinal element for the intended spinal location. Apply all until the difference between a load in which a construct has
tightening, crimping, or locking mechanisms as specified by failed and the maximum run-out load is no greater than 10 %
the manufacturer. Record the distance from the center of the of the compression bending ultimate load. A semi-log fatigue
superior hinge pin to that of the inferior hinge pin (center-to- curve of the compression bending load versus number of cycles
center hinge pin distance). at failure will be plotted.
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright ASTM International
Provided by IHS under license with ASTM
14
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
FIG. 15 Lumbar Bilateral UHMWPE Block for Hooks, Cables or Wires
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
FIG. 16 Alternate Lumbar Bilateral UHMWPE Block for Screws and Bolts
Copyright ASTM International
Provided by IHS under license with ASTM
15
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
8.2.7 Note the initial and secondary failures, modes of levels for the specimens enduring 5 000 000 cycles and the
failure, and deformations of components prior to removing the maximum run-out load. Report the constant load ratio (R).
spinal construct from the test apparatus. Evaluate all surface 9.4.2 Report all initial and secondary failures, modes of
changes. failure and deformations of components for the spinal implant
assembly and the test apparatus. Fatigue failures should in-
9. Report clude a description of the failure initiation site, propagation
9.1 The report should specify the spinal implant zone and ultimate failure zone. Describe all surface changes,
components, the spinal implant assembly, the intended spinal any fretting of interfaces or loosening of interconnections.
location, and the numbers of specimens tested. Describe all Include pictures of failure surfaces and surface texturing from
relevant information about the components including name, lot fretting.
number, manufacturer, material, part number, and so forth. 9.4.3 For any fatigue test of a rod/screw construct that
Also include any specific information necessary to produce the incorporates variable axis screw anchors and has achieved full
assembly, including the tightening torque. runout without apparent failure, report the change in center-to-
center hinge pin distance, and describe the causal mechanism if
9.2 Include an illustration of the exact loading configura- a change is noted (for example, permanent deformation of one
tions. Describe the similarities and differences to relevant or more components, slippage of the polyaxial head or
figures contained herein. Report the active length. Report the deformation/failure of the UHMWPE block).
block moment arm and the distance in the X direction between
9.4.4 Plot a semi-log fatigue curve of the compression or
the centerline of the longitudinal element and the insertion
compression bending load versus number of cycles at failure.
point of the anchors on the UHMWPE blocks. For constructs
Indicate specimens that have not failed before 5 000 000
using variable axis screw anchors, describe the measure
cycles.
employed to prevent impingement of pivoting or rotating
9.4.5 Report a regression analysis of the compression load
features against the test block. Note any deviations from the
or compression bending load versus number of cycles for only
recommended test procedure. State the rate of loading.
failed constructs.
9.3 The report of the static mechanical testing shall include
a complete description of all failures, modes of failure, or 10. Precision and Bias
deformations of the spinal implant assembly or test apparatus.
Include any noticeable fretting or surface texturing. The static 10.1 Precision—The precision of these test methods is
mechanical test report shall: based on two interlaboratory studies (ILS) conducted in 2008
and 2011. Six laboratories participated in this study. Not all six
9.3.1 Show the load-displacement curves for all static com-
laboratories were used for the two interlaboratory studies. Each
pression bending tests. Report all static compression bending
of the six labs was asked to report five replicate test results of
test data, the mean and standard deviation for the displacement
a uniform assembly of screws, set screws, rods, and cross
at 2 % offset yield (mm), elastic displacement (mm), compres-
connectors, for ten different measurement parameters. Every
sive bending yield load (N), compressive bending stiffness
“test result” reported represents an individual determination.
(N/mm), compressive bending ultimate displacement (mm),
Except for the use of only six laboratories and a single
and compressive bending ultimate load (N).
material, Practice E691 was followed for the design and
9.3.2 Show all load-displacement curves for the static ten-
analysis of the data; the details are given in ASTM Research
sion bending test. Report all static tension bending test data, the
Report No. F04–10125 and F04–1013.6
mean and standard deviation for the displacement at 2 % offset
yield (mm), elastic displacement (mm), tensile bending yield 10.1.1 Repeatability Limit (r)—Two test results obtained
load (N), tensile bending stiffness (N/mm), tensile bending within one laboratory shall be judged not equivalent if they
ultimate displacement (mm), and tensile bending ultimate load differ by more than the “r” value for that material; “r” is the
(N). interval representing the critical difference between two test
9.3.3 Show the torque-angular displacement curves for all results for the same material, obtained by the same operator
static torsional tests. Report all static torsional test data, the using the same equipment on the same day in the same
mean and standard deviation for the angular displacement at laboratory.
2 % offset yield (degrees), elastic angular displacement 10.1.1.1 Repeatability limits are listed in Tables 1-10.
(degrees), yield torque (N-m), and torsional stiffness (N-m/ 10.1.2 Reproducibility Limit (R)—Two test results shall be
degree). Report the direction of rotation for the tests along with judged not equivalent if they differ by more than the “R” value
the reference point. for that material; “R” is the interval representing the critical
9.3.4 Show the reason for each test being halted (for difference between two test results for the same material,
example, device fracture, screws pulling out of UHWMPE obtained by different operators using different equipment in
blocks, UHWMPE blocks touching, clevis fixtures touching, different laboratories.
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
and so forth).
9.4 The report of the dynamic mechanical testing shall:
5
Supporting data have been filed at ASTM International Headquarters and may
9.4.1 State the fatigue test environment, load wave form, be obtained by requesting Research Report RR:F04-1012.
and test frequency. State the final sample sizes and load versus 6
Supporting data have been filed at ASTM International Headquarters and may
number of cycles at failure for all fatigue tests. State the load be obtained by requesting Research Report RR:F04-1013.
Copyright ASTM International
Provided by IHS under license with ASTM
16
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
TABLE 1 Compressive Bending Ultimate Displacement (mm)
NOTE 1—The ILS conducted in 2011 was compressed to a target displacement, therefore the r and R for ultimate displacement is not presented.
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 61.51 0.88 8.66 2.45 24.25
A
The average of the laboratories’ calculated averages.
TABLE 2 Compressive Bending Ultimate Load (N)
NOTE 1—Material B Ultimate Load represents ultimate load at target displacement.
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 193.15 6.49 23.71 18.16 66.39
B 699.86 25.65 34.44 71.83 96.42
A
The average of the laboratories’ calculated averages.
TABLE 3 Compressive Bending Stiffness (N/mm)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 6.90 0.36 0.78 1.02 2.18
B 70.53 1.87 4.29 5.20 12.02
A
The average of the laboratories’ calculated averages.
TABLE 4 Compressive Bending Yield Load (N)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 81.04 8.10 11.03 22.67 30.89
B 495.91 16.42 27.82 45.97 77.90
A
The average of the laboratories’ calculated averages.
TABLE 5 Elastic Displacement (mm)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 11.50 1.72 2.18 4.82 6.11
B 6.81 0.32 0.45 0.89 1.26
A
The average of the laboratories’ calculated averages.
10.1.2.1 Reproducibility limits are listed in Tables 1-10. The limited number of materials tested and laboratories report-
Tables 1-6 refer to compressive bending testing and Tables ing results guarantees that there will be times when differences
7-10 refer to torsion testing. greater than predicted by the ILS results will arise, sometimes
10.1.3 The above terms (repeatability limit and reproduc- with considerably greater or smaller frequency than the 95 %
ibility limit) are used as specified in Practice E177. probability limit would imply. Consider the repeatability limit
10.1.4 Any judgment in accordance with statements 10.1.1 and the reproducibility limit as general guides, and the asso-
and 10.1.2 would normally have an approximate 95 % prob- ciated probability of 95 % as only a rough indicator of what
ability of being correct; however, the precision statistics can be expected.
obtained in this ILS must not be treated as exact mathematical 10.1.5 The explanations for r and R are intended to present
quantities which are applicable to all circumstances and uses. a meaningful way of considering the approximate precision of
--`,,``,``````,`,`,`,,,`
Copyright ASTM International
Provided by IHS under license with ASTM
17
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
TABLE 6 Displacement at 2 % Offset Yield (mm)
A
Material Average Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 12.87 1.73 2.04 4.85 5.71
B 8.58 0.32 0.66 0.89 1.86
A
The average of the laboratories’ calculated averages.
TABLE 7 Torsional Stiffness (N-m/degrees)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 0.64 0.06 0.27 0.16 0.75
B 5.32 0.89 1.47 2.48 4.12
A
The average of the laboratories’ calculated averages.
TABLE 8 Yield Torque (N-m)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 3.27 0.33 0.90 0.92 2.51
B 19.55 4.14 4.14 11.58 11.58
A
The average of the laboratories’ calculated averages.
TABLE 9 Elastic Angular Displacement (degrees)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 5.68 0.94 2.47 2.62 6.92
B 3.78 0.43 0.96 1.19 2.70
A
The average of the laboratories’ calculated averages.
TABLE 10 Angular Displacement at 2 % Offset Yield (degrees)
Material AverageA Repeatability Reproducibility Repeatability Limit Reproducibility Limit
Standard Deviation Standard Deviation
Sr SR r R
x̄
A 7.62 1.12 2.57 3.13 7.20
B 5.86 0.47 0.97 1.31 2.72
A
The average of the laboratories’ calculated averages.
the test method. The data in Tables 1-10 should not be applied 10.3 The precision statement was determined through sta-
rigorously to acceptance or rejection of material, as those data tistical examination of 280 results, from six laboratories, on a
are specific to this ILS and may not be representative of other single material. The material tested was described as the
lots, materials, surgical applications or laboratories. Users of following:
this test method should apply the principles outlined in Practice 10.3.1 Material A—DePuy Spine Summit 3.5 mm mini
E691 to generate data specific to their laboratory and materials. polyaxial screws with set screws, 3 mm rods, and cross
10.2 Bias—At the time of the study, there was no accepted connectors (for torsion tests only). Product codes may be found
reference material suitable for determining the bias for these in ASTM Research Report No. F04–1012. The material tested
test methods, therefore no statement on bias is being made. was designed for application in the upper thoracic spine and the
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright ASTM International
Provided by IHS under license with ASTM
18
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
magnitudes of the mean, standard deviations and resulting thoracolumbar spine and the magnitudes of the mean, standard
repeatability and reproducibility values may be different than deviations, and resulting repeatability and reproducibility val-
materials used in other surgical applications. See, for example, ues may be different than materials used in other surgical
Stanford et al (2). applications. See, for example, Stanford et al (2) .
10.3.2 Material B—Lanx Ø6.5 mm (Torsion) and Ø7.5 mm
(Compression) Monoaxial screws with sets screws and 5.5 mm 11. Keywords
stainless steel rods. Product codes may be found in Research 11.1 fatigue test methods; spinal implant assembly; spinal
Report No. F04-1013. The material tested was designed for the implant construct; static test methods ; vertebrectomy model
APPENDIXES
(Nonmandatory Information)
X1. RATIONALE
X1.1 Spinal implant assemblies contain many different these test methods establish the maximum run out load where
component designs and can be assembled into a wide variety of all of the tested constructs have withstood 5 000 000 cycles
configurations and combinations for different clinical indica- without a failure. 5 000 000 cycles represents the number of
tions dependent on the clinical requirements, intended clinical loading cycles a specimen might experience within two years
location, and intended method of application. The purpose of based on moderate activity (;7000 cycles per day).
these test methods is to provide the framework for a compre-
hensive series of mechanical tests that can be used to compare X1.5 Uniaxial torque and combination axial and bending
different implant designs in a consistent manner. loading are applied in these test methods. Numerous combina-
tions of multiaxial loading conditions in vivo have not yet been
X1.2 A spinal implant assembly contains groups of compo- fully defined. These test methods outline a series of simplistic
nents necessary for specific clinical indications. These test static and dynamic loading conditions and do not attempt to
methods contain test configurations for the evaluation of spinal mimic the complex loading patterns in the spine.
implant assemblies that simulate the clinical requirements for
an intended clinical location and method of application. Some X1.6 The influence of simulated body fluid or saline may
designs of thoracolumbar, lumbar, and lumbosacral spine affect the relative performance of tested devices. The test
system are intended for both anterior and posterior attachment. methods outlined here should be performed dry (ambient room
These systems include anterior vertebral body/pedicle/sacral conditions) to eliminate unwanted complexity resulting from
screws, hooks, rods, and transverse interconnections. Fig. 2 is environmental factors. This will reduce the variability of the
an example of a standard test configuration. Fig. 6 or Fig. 12 results. Individual investigators may consider additional evalu-
are constructs which simulating a common clinical group of ations in simulated body fluid, saline, water, or lubricants to
components normally applied to the anterior surface of a address environmental factors. It should be noted that corrosive
vertebral body or posterior vertebral structures. The hybrid test fatigue testing may be influenced by the cycle rate, therefore
configuration seen in Fig. 3 would normally be applied the maximum cycle rate should be reduced.
posteriorly and contains sacral screws, hooks, rods, and trans-
verse interconnections. X1.7 The variation in the block moment arm for the static
and fatigue bending tests is a function of the relative location
X1.3 A spinal implant construct installed in the test appa- (Xdirection) between the hinge pin and the insertion point of
ratus will simultaneously evaluate all components within the the anchor. The variation in the relative location is dependent
assembly in the worst case test configuration (vertebrectomy on the direction of rotation (tension or compression) and
model). A vertebrectomy is assumed to be a worst case arrangement of the UHMWPE blocks. The variation in the
scenario because all loads are transferred from the fixture and block moment arm for the thoracolumbar, lumbar, and lum-
are transmitted only through the implant assembly. All pro- bosacral test configuration ranges between 64 % for a 57-mm
posed test configurations are based on anatomical dimensions. displacement or 39° rotation of each block. The block moment
Some asymmetric test assemblies may not be applicable to arm variations for the cervical test configuration range between
these test methods. In these cases, the hinge pin might be 62 % for a 29-mm displacement or 27° rotation of each block.
replaced with a ball and socket.
X1.8 Reporting the compression or tensile bending mo-
X1.4 These test methods cover the static and cyclic evalu- ments and the bending moments versus numbers of cycles at
ation of spinal implant assemblies. The purpose of spinal failure are not recommended because confusion regarding the
implants is to provide short term stability while arthrodesis moment arm may exist. The block moment arms are constants
takes place. These test methods do not address the long term per these test methods. The block moment arm is 30.0 mm for
mechanical stability of spinal implants, nor do they address cervical constructs (see Fig. 4, Fig. 6, and Fig. 8) and 40.0 mm
implants that do not lead to spinal fusion. The fatigue testing in for thoracolumbar, lumbar, and lumbosacral constructs (see
--`,,``,``````,`,`,`,
Copyright ASTM International
Provided by IHS under license with ASTM
19
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
Fig. 10, Fig. 12, and Fig. 14). However, the moment arm at the researcher investigate means of testing which would create the
longitudinal element can vary from one spinal assembly to type and locations of failures seen clinically. Several possible
another. The moment arm at the longitudinal element is the modifications to the test methods and materials include insert-
sum of the block moment arm and the Xdistance from the ing the screw such that its head does not tightly touch the
insertion point of an anchor to the longitudinal element. UHMWPE block, counterboring the screw insertion holes 1
mm larger than the outer diameter of the screws for a depth
X1.9 These test methods are not intended to allow direct equal to the screws’ diameter, or the addition of soft washers
comparison between the in-vitro results and clinical results. with oversized holes. Any modification to the test methods and
This is due to a number of factors including, but not limited to, materials should maintain the specified block moment arm.
the test fixture materials, lack of physiologic fluids, applied
loads, clinical assemblage of constructs, over tightening screws X1.10 These test methods are not intended to define perfor-
into the UHMWPE blocks such that they buttress tightly mance levels of spinal implants as insufficient knowledge is
against the plastic, and so forth. In order to better mimic available to predict the consequence of the use of particular
clinical failures seen with some devices, it is suggested that the spinal implant design and assemblies.
X2. ALTERNATIVE TEST METHODS
X2.1 The purpose of these test methods is to provide a and the screw entry is the same for all three methods, the
means for comparison between spinal implant assemblies via a change in testing mechanics, particularly constraints on the
consistent testing method. The pinned block method in the construct, may produce significant differences in test results for
body of these test methods constrains three degrees-of-freedom some modes of loading and construct configurations (5).
of superior relative to inferior vertebrae: lateral translation,
lateral rotation about the (AP) X axis, and axial rotation about X2.4 Sphere Joint Superior-Inferior Blocks—Alternative
the Z axis. In certain testing applications, particularly for sphere joint blocks for lumbar constructs, made of UltraHigh
non-symmetrical constructs, the pinned block constraints may Molecular Weight Polyethylene (UHMWPE), are shown in
obscure some potential modes of movement and failure (3). Fig. 16. A 15.9 mm (5⁄8 in.) diameter spherical socket is shown
to maintain the 12 mm longitudinal distance that was used for
X2.2 To provide greater freedom to the implant assembly in the pinned block in Fig. 13. Similarly, blocks for cervical
certain loading conditions, two alternate methods are defined in constructs require a 12.7 mm (1⁄2 in.) diameter spherical socket
this appendix: sphere joint superior-inferior blocks (4, 5), and to accommodate smaller size of the block (Fig. 7). Spherical
spherical gimbal superior block with push rod (3). No assump- blocks are limited to conducting compression-flexion tests.
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
tions are made here regarding the physiological relevancy of
the three methods. It is up to the user to choose and report the X2.5 Spherical Gimbal Superior Block with Push Rod—A
method applied. spherical gimbal superior block with push rod system similar to
that used in Test Methods F2077 could be used as an
X2.3 The results of using the alternate methods may not be alternative to perform unconstrained torsion as well as
directly comparable to the results using the pinned block compression-flexion tests. This type of fixture arrangement for
method due to changes in the vertebrectomy model mechanics testing spinal implant constructs in a vertebrectomy model was
(5). Although the moment arm between the force application proposed and illustrated by Carson (3)(Fig. 5).
REFERENCES
(1) Cunningham, B. W., Sefter, J. O., Shono, Y., and McAfee, P. C., J.S. Kirkpatrick, Eds., ASTM International, 2003.
“Static and Cyclical Biomechanical Analysis of Pedicle Screw Spinal (4) Cunningham, B. W., Sefter, J. C., Shono, Y., McAfee, P. C., “Static
Constructs,” Spine, Vol 18, No. 12, pp. 1677–1688. and Cyclical Biomechanical Analysis of Pedicle Screw Spinal
(2) Stanford et al. “ Multiaxial Pedicle Screw Designs: Static and Constructs,” Spine, March 15, 2000, Vol 25, No. 6S, pp. 1S-12S.
Dynamic Mechanical Testing,” Spine, Vol 29, No. 4, 2004, pp. (5) Dunbar, W.L., Cesarone, D., Serhan, H., “An Evaluation of the
367–375. Influence of UHMWPE Test Block Design on the Mechanical
(3) Carson, W. L., “Relative 3 Dimensional Motions between End Performance of Bilateral Lumbar Corpectomy Constructs,” Spinal
Vertebrae in a Bi-level construct, the Effect of Fixture Constraints on Implants: Are We Evaluating Them Appropriately, ASTM STP 1431,
Test Results,” Spinal Implants: Are We Evaluating Them M.N. Melkerson, S.L. Griffith, and J.S. Kirkpatrick, Eds., ASTM
Appropriately, ASTM STP 1431, M.N. Melkerson, S.L. Griffith, and International, 2003.
Copyright ASTM International
Provided by IHS under license with ASTM
20
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
F1717 − 15
ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned
in this standard. Users of this standard are expressly advised that determination of the validity of any such patent rights, and the risk
of infringement of such rights, are entirely their own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and
if not revised, either reapproved or withdrawn. Your comments are invited either for revision of this standard or for additional standards
and should be addressed to ASTM International Headquarters. Your comments will receive careful consideration at a meeting of the
responsible technical committee, which you may attend. If you feel that your comments have not received a fair hearing you should
make your views known to the ASTM Committee on Standards, at the address shown below.
This standard is copyrighted by ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959,
United States. Individual reprints (single or multiple copies) of this standard may be obtained by contacting ASTM at the above
address or at 610-832-9585 (phone), 610-832-9555 (fax), or service@astm.org (e-mail); or through the ASTM website
(www.astm.org). Permission rights to photocopy the standard may also be secured from the Copyright Clearance Center, 222
Rosewood Drive, Danvers, MA 01923, Tel: (978) 646-2600; http://www.copyright.com/
--`,,``,``````,`,`,`,,,``,,`,``,-`-`,,`,,`,`,,`---
Copyright ASTM International
Provided by IHS under license with ASTM
21
Licensee=Yonsei Uni/5930606001
No reproduction or networking permitted without license from IHS Not for Resale, 09/05/2016 22:19:54 MDT
Vous aimerez peut-être aussi
- F1223 1479757-1Document9 pagesF1223 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- F1440 1479757-1Document6 pagesF1440 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- Bond Strength Testing: Test Name PrincipleDocument2 pagesBond Strength Testing: Test Name PrinciplerohitPas encore d'évaluation
- Iso 14243 1 2002 FR PDFDocument8 pagesIso 14243 1 2002 FR PDFRobe01Pas encore d'évaluation
- F1800 1479757-1Document6 pagesF1800 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- F1537 PDFDocument3 pagesF1537 PDFgaso99Pas encore d'évaluation
- Composition of Anorganic Bone For Surgical ImplantsDocument4 pagesComposition of Anorganic Bone For Surgical ImplantsGustavo SuarezPas encore d'évaluation
- F1841 1479757-1Document5 pagesF1841 1479757-1Thaweekarn Changthong100% (1)
- E288Document3 pagesE288Muhammad Masood Abbas100% (1)
- Iso 23640 - 2011 - Iso 23640 - 2011Document9 pagesIso 23640 - 2011 - Iso 23640 - 2011mohammad reza mirzababaeePas encore d'évaluation
- Official: Á857Ñ Ultraviolet-Visible SpectrosDocument9 pagesOfficial: Á857Ñ Ultraviolet-Visible SpectrosSunil Murkikar (GM - PMI Quality Operations)Pas encore d'évaluation
- Astm D4776D4776M-10Document5 pagesAstm D4776D4776M-10Sandra Lopes100% (1)
- Astm 1292 - Verificación de La IncubadoraDocument2 pagesAstm 1292 - Verificación de La IncubadoraAmayrani Figueroa DIazPas encore d'évaluation
- F2079Document3 pagesF2079Gustavo SuarezPas encore d'évaluation
- Free T3 - IMMULITE 2000 Systems - Rev 24 DXDCM 09017fe9802975f7-1538193198932Document36 pagesFree T3 - IMMULITE 2000 Systems - Rev 24 DXDCM 09017fe9802975f7-1538193198932Jorge Stban PerezPas encore d'évaluation
- F1744 1479757-1Document6 pagesF1744 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- Astm F 561 Rev A 2005 PDFDocument16 pagesAstm F 561 Rev A 2005 PDFJORGE ARTURO TORIBIO HUERTAPas encore d'évaluation
- TDS - Tyvek Sterilization Reel (1073B)Document2 pagesTDS - Tyvek Sterilization Reel (1073B)Abdullah AtherPas encore d'évaluation
- Case Study RMWG-03 - Functional Equivalence For Equipment Replacements (Rev 1)Document6 pagesCase Study RMWG-03 - Functional Equivalence For Equipment Replacements (Rev 1)pamy26250Pas encore d'évaluation
- 2.2.40. Near-Infrared SpectrophotometryDocument5 pages2.2.40. Near-Infrared SpectrophotometryImad AghilaPas encore d'évaluation
- Shimadzu Uv 1700 Spectrophotometer Brochure PDFDocument24 pagesShimadzu Uv 1700 Spectrophotometer Brochure PDFGianCarlosQVPas encore d'évaluation
- 2.9.1. Disintegration of Tablets and Capsules PDFDocument3 pages2.9.1. Disintegration of Tablets and Capsules PDFCarlos Gómez100% (1)
- F601Document2 pagesF601Daniel IslasPas encore d'évaluation
- Bacteriological Analytical Manual (BAM) - FDADocument7 pagesBacteriological Analytical Manual (BAM) - FDAIcha NovitaPas encore d'évaluation
- Pressure Decay Leak Test Method: Standard Practice ForDocument8 pagesPressure Decay Leak Test Method: Standard Practice ForAlexyz33Pas encore d'évaluation
- Dionex Pa1Document14 pagesDionex Pa1Manavi AbrolPas encore d'évaluation
- F138 1479757-1Document5 pagesF138 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- ASTM F1980 Thermoalterung Von VerpackungenDocument6 pagesASTM F1980 Thermoalterung Von VerpackungenRicha RohillaPas encore d'évaluation
- Ilac G8 03 2009Document8 pagesIlac G8 03 2009lauradimaPas encore d'évaluation
- USP 1664.1 LeachablesDocument6 pagesUSP 1664.1 Leachablesanoushia alviPas encore d'évaluation
- Astm D1239 07Document3 pagesAstm D1239 07Hernando Andrés Ramírez Gil100% (1)
- F1613 1479757-1Document2 pagesF1613 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- F 1469 RyR NDTDocument5 pagesF 1469 RyR NDTJulio Cesar Morales Cruz100% (1)
- Omron Sysmac C200he-Cpu42Document259 pagesOmron Sysmac C200he-Cpu42cuervocrowPas encore d'évaluation
- F452 1207649-1Document2 pagesF452 1207649-1Everton PizzioPas encore d'évaluation
- Aeonmed AS100 Brochure 2019 S PDFDocument2 pagesAeonmed AS100 Brochure 2019 S PDFGandavaa EnkheePas encore d'évaluation
- 715005708ra ACQUITY UPLC SM-FTN PLUS Overview and Maintenance GuideDocument121 pages715005708ra ACQUITY UPLC SM-FTN PLUS Overview and Maintenance Guidealvarovidal89Pas encore d'évaluation
- 03 VDmax Method1 FAQDocument4 pages03 VDmax Method1 FAQFrengki Hadi Eko SantosoPas encore d'évaluation
- F1855 1479757-1Document2 pagesF1855 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- Ista 1ADocument8 pagesIsta 1AMarco100% (1)
- 711 USP Dissolution PDFDocument11 pages711 USP Dissolution PDFAnnisaIndahPPas encore d'évaluation
- ACQUITY UPLC 30-cm Column Heater Cooler Overview and Maintenance GuideDocument78 pagesACQUITY UPLC 30-cm Column Heater Cooler Overview and Maintenance Guidealvarovidal89100% (1)
- Investigation of Oos Español - InglésDocument23 pagesInvestigation of Oos Español - InglésJose Luis JimenezPas encore d'évaluation
- As 60068.3.5-2003 Environmental Testing - Supporting Documentation and Guidance - Confirmation of The PerformDocument8 pagesAs 60068.3.5-2003 Environmental Testing - Supporting Documentation and Guidance - Confirmation of The PerformSAI Global - APAC0% (2)
- F1798 1479757-1Document10 pagesF1798 1479757-1Thaweekarn ChangthongPas encore d'évaluation
- Eugon LT 100 BrothDocument2 pagesEugon LT 100 BrothSergei VoychukPas encore d'évaluation
- ASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensMarly MéndezPas encore d'évaluation
- In Vitro Pulsatile Durability Testing of Vascular Stents: Standard Test Methods ForDocument10 pagesIn Vitro Pulsatile Durability Testing of Vascular Stents: Standard Test Methods ForAhmad Zubair RasulyPas encore d'évaluation
- Quality by DesignAnalyticalDocument127 pagesQuality by DesignAnalyticalSunil Murkikar (GM - PMI Quality Operations)Pas encore d'évaluation
- PDF User Manual FH Series Fume Hood 20170313Document37 pagesPDF User Manual FH Series Fume Hood 20170313Doãn Quang HuyPas encore d'évaluation
- Gso Oiml R121 2007 eDocument11 pagesGso Oiml R121 2007 eMiguel Angel Pacahuala Cristobal0% (1)
- Surface Vehicle Standard: Can-Celled JAN2008Document7 pagesSurface Vehicle Standard: Can-Celled JAN2008JOSE ANDRES OCHOA ORELLANAPas encore d'évaluation
- Enteral Feeding Devices With A Retention Balloon: Standard Test Methods ForDocument7 pagesEnteral Feeding Devices With A Retention Balloon: Standard Test Methods ForAhmad Zubair RasulyPas encore d'évaluation
- ASTM D454 04 - Standard Test Method For Rubber Deterioration by Heat and Air PressureDocument4 pagesASTM D454 04 - Standard Test Method For Rubber Deterioration by Heat and Air PressureAndre SpirimPas encore d'évaluation
- 1010 Analytical Data-Interpretation and Treatment UspDocument29 pages1010 Analytical Data-Interpretation and Treatment Uspalexanderaristizabal100% (1)
- Active Pharmaceutical Ingredient (API) : Lynda PaleshnuikDocument47 pagesActive Pharmaceutical Ingredient (API) : Lynda Paleshnuikjaberjoumana9683Pas encore d'évaluation
- Prominence-I Integrity Guide EN PDFDocument200 pagesProminence-I Integrity Guide EN PDFMihaSanoPas encore d'évaluation
- Astm F1717 2018Document21 pagesAstm F1717 2018Marcos Lopez-CarrascoPas encore d'évaluation
- Astm F1717-21Document11 pagesAstm F1717-21wenhsiaochuanPas encore d'évaluation
- Evaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisDocument5 pagesEvaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisAhmad Zubair RasulyPas encore d'évaluation
- Problem 7.1: No Elements SelectedDocument42 pagesProblem 7.1: No Elements SelectedDFGPas encore d'évaluation
- GRAND TEST Gate-2011 - EEEDocument9 pagesGRAND TEST Gate-2011 - EEEsaikrishna08239Pas encore d'évaluation
- ABB RCCB F 804Document12 pagesABB RCCB F 804catalinccPas encore d'évaluation
- 8 Electrostatic SituationsDocument8 pages8 Electrostatic Situationsapi-202513022Pas encore d'évaluation
- JJ207 Thermodynamic Topic 2 First Law of ThermodynamicsDocument34 pagesJJ207 Thermodynamic Topic 2 First Law of ThermodynamicsAh Tiang50% (2)
- Solution 4.1 5 25 I: Prior Written Consent of Mcgraw-Hill EducationDocument129 pagesSolution 4.1 5 25 I: Prior Written Consent of Mcgraw-Hill Educationhoney singhPas encore d'évaluation
- Lecture10 - Magnetic Properties of SolidsDocument57 pagesLecture10 - Magnetic Properties of SolidsMuhammed SultanPas encore d'évaluation
- Transfer Function of Electrical and Mechanical SystemsDocument21 pagesTransfer Function of Electrical and Mechanical SystemsWigmar GonzalezPas encore d'évaluation
- Longitudinal Stability and Trim.: 4.1. Aircraft Statics-Force BalanceDocument8 pagesLongitudinal Stability and Trim.: 4.1. Aircraft Statics-Force BalanceendoparasitePas encore d'évaluation
- EMX 11 G MKA - GA71 EA 012-R En-Generator ProtectionDocument40 pagesEMX 11 G MKA - GA71 EA 012-R En-Generator ProtectionRichardLemus100% (1)
- Schneider Electric - TeSys Contactors - Catalogue ChapterDocument132 pagesSchneider Electric - TeSys Contactors - Catalogue ChapterdoniPas encore d'évaluation
- Ch. 27 - Concept Development Packet - KEYDocument4 pagesCh. 27 - Concept Development Packet - KEYSyahzanan Haunan Fatharani50% (6)
- Electric Charges and Fields - Worksheet PDFDocument2 pagesElectric Charges and Fields - Worksheet PDFSanthosh SenthilPas encore d'évaluation
- Axpert V Off-Grid Inverter Selection GuideDocument1 pageAxpert V Off-Grid Inverter Selection GuideOnur Can GençPas encore d'évaluation
- 11 Exampler PhysicsDocument206 pages11 Exampler PhysicsOm SharmaPas encore d'évaluation
- MD-402-7400-EG-EL-SCH-51301 - 0 Electrical Cable Schedule For Substation 7400-SU1260 Precipitation SubstationDocument22 pagesMD-402-7400-EG-EL-SCH-51301 - 0 Electrical Cable Schedule For Substation 7400-SU1260 Precipitation SubstationyogeshPas encore d'évaluation
- CLS Aipmt 19 20 XIII Phy Study Package 1 Level 1 Chapter 5Document30 pagesCLS Aipmt 19 20 XIII Phy Study Package 1 Level 1 Chapter 5Mukesh ChoudharyPas encore d'évaluation
- FM Unit I, Ii & IvDocument58 pagesFM Unit I, Ii & IvChandramohan GPas encore d'évaluation
- 3KC90008TL40 enDocument5 pages3KC90008TL40 enElmer MendozaPas encore d'évaluation
- Valvula Solenoide 8220 Vapor AscoDocument6 pagesValvula Solenoide 8220 Vapor AscoFerdinand Raul StonePas encore d'évaluation
- Grid Interface of Wind PowerDocument34 pagesGrid Interface of Wind PowerM Paul PrasadPas encore d'évaluation
- Relay Setting PriceDocument2 pagesRelay Setting PriceAkshay GatkalPas encore d'évaluation
- Circuits Docs Labs Lab3 First and Second Order ResponsesDocument8 pagesCircuits Docs Labs Lab3 First and Second Order ResponsesCesar Santiago Bolaño SalazarPas encore d'évaluation
- Sanwa YX-360TR MultitesterDocument14 pagesSanwa YX-360TR Multitestersupun_tharanga100% (1)
- Camesa Cable SpecDocument1 pageCamesa Cable SpecShashank Anand MishraPas encore d'évaluation
- Objectives (All Chapters)Document82 pagesObjectives (All Chapters)Rana IrfanPas encore d'évaluation
- Shunt ReactorDocument3 pagesShunt ReactorMichel FerreiraPas encore d'évaluation
- Loading On Road Bridges (As Per IRC 6) - Excl. LLDocument76 pagesLoading On Road Bridges (As Per IRC 6) - Excl. LLarunkumar.mgsPas encore d'évaluation
- Lindgren Michael PHDDocument158 pagesLindgren Michael PHDashucharyPas encore d'évaluation
- Aerodynamics in CarsDocument20 pagesAerodynamics in CarsSagar KnPas encore d'évaluation