Vous aimerez peut-être aussi
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosD'EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosPas encore d'évaluation
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsD'EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsÉvaluation : 5 sur 5 étoiles5/5 (1)
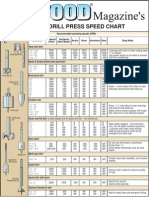
- Drill Press Speed ChartDocument1 pageDrill Press Speed ChartFerdinand ValdezPas encore d'évaluation
- MachinesDocument8 pagesMachinesrazanymPas encore d'évaluation
- How To Buff and PolishDocument20 pagesHow To Buff and Polishcaswellinc100% (3)
- Whetstone: The Complete Guide To Using A Knife Sharpening Stone; Learn How To Sharpen Your Knives And Achieve The Ultimate Japanese Blade Cut With The Waterstone Sharpener TechniqueD'EverandWhetstone: The Complete Guide To Using A Knife Sharpening Stone; Learn How To Sharpen Your Knives And Achieve The Ultimate Japanese Blade Cut With The Waterstone Sharpener TechniqueÉvaluation : 5 sur 5 étoiles5/5 (30)
- Ch-10 Grinding and FinishingDocument83 pagesCh-10 Grinding and FinishingPrateek Bayal100% (1)
- Grinding MachineDocument54 pagesGrinding Machineravi upadhyay100% (4)
- Lapping, Honing and BroachingDocument59 pagesLapping, Honing and Broachingsai leena100% (2)
- Drill Speed ChartDocument2 pagesDrill Speed ChartArmySGT100% (2)
- BurrDocument9 pagesBurrOmsri VinashaPas encore d'évaluation
- 11 FishingDocument23 pages11 FishingIgnatius FebriantaPas encore d'évaluation
- Junk Milling - Description and UsageDocument2 pagesJunk Milling - Description and UsageCarlos Alberto100% (1)
- Roll Pass Design Evauluation Using Software ApplicationDocument34 pagesRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanPas encore d'évaluation
- Gear Manufacturing To TeachDocument44 pagesGear Manufacturing To Teachvijchoudhary16Pas encore d'évaluation
- Ch-10 Grinding and FinishingDocument84 pagesCh-10 Grinding and FinishingNitin TembhurnikarPas encore d'évaluation
- Regrind End Mills and VikDocument1 pageRegrind End Mills and VikMawan BentzPas encore d'évaluation
- Super CatalogueDocument8 pagesSuper CatalogueITL200_UPas encore d'évaluation
- Biax Electronic Scraper and AccessoriesDocument16 pagesBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- MillingDocument33 pagesMillingRavichandran G0% (1)
- LNT Sharpen Instruct 2021 2Document5 pagesLNT Sharpen Instruct 2021 2pianorx2Pas encore d'évaluation
- Double Roll CrusherDocument6 pagesDouble Roll Crusherjaswanth60% (5)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingD'EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingPas encore d'évaluation
- Abarbanel - 1996 - Analysis of Observed Chaotic Data PDFDocument277 pagesAbarbanel - 1996 - Analysis of Observed Chaotic Data PDFFGR2711Pas encore d'évaluation
- QUEST® Parts List PDFDocument332 pagesQUEST® Parts List PDFMontserrat GuPas encore d'évaluation
- Fundamentals of Roller Mill Grinding - 1478460003Document46 pagesFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataPas encore d'évaluation
- Metal Machining: ME 482 - Manufacturing SystemsDocument24 pagesMetal Machining: ME 482 - Manufacturing SystemsmusthakmechPas encore d'évaluation
- Platines Et Percage IPE 240Document7 pagesPlatines Et Percage IPE 240ol bePas encore d'évaluation
- U.S. Diamond Wheel: AbrasivesDocument1 pageU.S. Diamond Wheel: AbrasivesArvin BabuPas encore d'évaluation
- MachiningDocument12 pagesMachiningwardendavid5591100% (1)
- Cutting SpeedDocument5 pagesCutting Speedokooy erusPas encore d'évaluation
- LNT Sharpening Instructions 4-11-19 2Document2 pagesLNT Sharpening Instructions 4-11-19 2octavio araujoPas encore d'évaluation
- CP Carrillo HardwareDocument23 pagesCP Carrillo HardwarePaul ZiddyPas encore d'évaluation
- Cutting Speed and Feedrate SouthbayDocument5 pagesCutting Speed and Feedrate SouthbayShahed FacebookPas encore d'évaluation
- 05 MachiningDocument12 pages05 MachiningVisvas RajyaguruPas encore d'évaluation
- Tormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateDocument8 pagesTormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateSayyid AbulkhairPas encore d'évaluation
- Basic Plane Blade SharpeningDocument3 pagesBasic Plane Blade SharpeningJoshua HPas encore d'évaluation
- Speeds & Feeds For Knurling: ImportantDocument4 pagesSpeeds & Feeds For Knurling: Importantardionan100% (1)
- Machining GuidelinesDocument34 pagesMachining GuidelinesHamsini712Pas encore d'évaluation
- Air Grinder For Button Bits Operation Service Guide enDocument16 pagesAir Grinder For Button Bits Operation Service Guide enDreyfus W van HeerdenPas encore d'évaluation
- Super FinishingDocument8 pagesSuper FinishingUttara GargPas encore d'évaluation
- Air Grinder For Button Bits Operation Service Guide enDocument13 pagesAir Grinder For Button Bits Operation Service Guide enNelson de la RosaPas encore d'évaluation
- 08 Design For Manual AssemblyDocument13 pages08 Design For Manual AssemblyvengadeshPas encore d'évaluation
- Prepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasDocument26 pagesPrepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasNordiana IdrisPas encore d'évaluation
- Hobbing CutterDocument4 pagesHobbing CutterJunshen KazamaPas encore d'évaluation
- CP Instructionsheet V4262012Document2 pagesCP Instructionsheet V4262012Jean Paul BésPas encore d'évaluation
- CatalogDocument46 pagesCataloglangtu2011Pas encore d'évaluation
- Microfinishing Machines and OperationsDocument70 pagesMicrofinishing Machines and OperationsLibin AbrahamPas encore d'évaluation
- Gearfinishingprocesses 180316171706Document16 pagesGearfinishingprocesses 180316171706rs100788Pas encore d'évaluation
- Rotary Cutting Instruments1Document30 pagesRotary Cutting Instruments1Rishabh Madhu SharanPas encore d'évaluation
- Surface Grinding MachineDocument26 pagesSurface Grinding MachinejohnPas encore d'évaluation
- 1 Power Band and Circular SawsDocument51 pages1 Power Band and Circular SawsJiggy Lawrence BathanPas encore d'évaluation
- Bansal Institute of Engineering and Technology, LucknowDocument59 pagesBansal Institute of Engineering and Technology, LucknowSunnyVermaPas encore d'évaluation
- Buff BookDocument20 pagesBuff Bookdecio ventura rodrigues miraPas encore d'évaluation
- GridingDocument12 pagesGridingYam BlackPas encore d'évaluation
- 1537CylinderBor 00000001942Document6 pages1537CylinderBor 00000001942wahyufirmansyah.officePas encore d'évaluation
- Weather Ford Drillout ProcedureDocument1 pageWeather Ford Drillout Proceduretonze1Pas encore d'évaluation
- Fordia BitsDocument2 pagesFordia BitsEvan HenshallPas encore d'évaluation
- Knurling Manual PDFDocument1 pageKnurling Manual PDFgordomanotasPas encore d'évaluation
- MFT Lab - 1 - Surface GrindingDocument3 pagesMFT Lab - 1 - Surface GrindingsivaeinfoPas encore d'évaluation
- Darex E90 PlaquetteDocument2 pagesDarex E90 PlaquetteLaurent Enfield TricassesPas encore d'évaluation
- Catalogo Ricambi Liste de Pieces Parts Manual ErsatzteillisteDocument156 pagesCatalogo Ricambi Liste de Pieces Parts Manual ErsatzteillistealexPas encore d'évaluation
- Lathe, Lathe Tools and WorksDocument5 pagesLathe, Lathe Tools and WorksHafsah M. MohammadaliPas encore d'évaluation
- Three Wire Measurement For Metric Threads - Smithy - Detroit Machine ToolsDocument1 pageThree Wire Measurement For Metric Threads - Smithy - Detroit Machine ToolsknujdloPas encore d'évaluation
- Gagemaker Catalog 4 2013 Spreads 62Document1 pageGagemaker Catalog 4 2013 Spreads 62Carlos Enrique Guzman CastellonPas encore d'évaluation
- CPT Mill Thread Tool Twin InsertDocument4 pagesCPT Mill Thread Tool Twin InsertÁdám RáczPas encore d'évaluation
- CAM Lab Manual - 2014Document146 pagesCAM Lab Manual - 2014Nithish Kumar K MPas encore d'évaluation
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezPas encore d'évaluation
- Truong5 Axis Lesson 2sample X5Document20 pagesTruong5 Axis Lesson 2sample X5TruonglanaPas encore d'évaluation
- UsmDocument21 pagesUsmshaikh javedPas encore d'évaluation
- Background of Sanyco Grand Industries SDN BHDDocument5 pagesBackground of Sanyco Grand Industries SDN BHDcrewz_19Pas encore d'évaluation
- ME8793 Process Planning and Cost EStimation UNIT 5 NotesDocument26 pagesME8793 Process Planning and Cost EStimation UNIT 5 NotesLEO PRAVIN PPas encore d'évaluation
- (Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyDocument10 pages(Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyAdelina RomanPas encore d'évaluation
- British Standard Whitworth - Wikipedia, The Free EncyclopediaDocument2 pagesBritish Standard Whitworth - Wikipedia, The Free EncyclopediaIvan DuncanPas encore d'évaluation
- Machining MechAnalysis CHPT 1Document98 pagesMachining MechAnalysis CHPT 1Brahim MouchanePas encore d'évaluation
- Ultrasonic Horn Design For Ultrasonic Machining TechnologiesDocument11 pagesUltrasonic Horn Design For Ultrasonic Machining TechnologiesffeliniPas encore d'évaluation
- SC 6 Bench Lathe MachineDocument26 pagesSC 6 Bench Lathe MachineAbhilash ValathPas encore d'évaluation
- Errata To ASME B47.1-2007 Gage BlanksDocument2 pagesErrata To ASME B47.1-2007 Gage BlanksMark D VillanuevaPas encore d'évaluation
- Unit 9 Tools For Basic Layout: StructureDocument7 pagesUnit 9 Tools For Basic Layout: StructureAkash Kumar DevPas encore d'évaluation
- Design and Fabrication of Polar Cnc-2D-PrinterDocument25 pagesDesign and Fabrication of Polar Cnc-2D-PrinterLovely AtchuthPas encore d'évaluation
- ECM Process Parameter 1Document8 pagesECM Process Parameter 1K O100% (1)
- Labormil Multi-Purpose Lathe N Machine ToolDocument14 pagesLabormil Multi-Purpose Lathe N Machine Toolgotti45Pas encore d'évaluation
- PDF Handout PDFDocument37 pagesPDF Handout PDFGiovani Bruce Caballero CruzPas encore d'évaluation
- Unit 8 PDFDocument43 pagesUnit 8 PDFAnurag RanaPas encore d'évaluation
- Refrigeretor and LatheDocument22 pagesRefrigeretor and LatheShreenivas ThakurPas encore d'évaluation
- Body in White Fixture DesignDocument6 pagesBody in White Fixture DesignSuren NathanPas encore d'évaluation
- MPR Micro Project ReportDocument21 pagesMPR Micro Project Reportvedantbakal043Pas encore d'évaluation