Vous aimerez peut-être aussi
- 003 Apostila de Primeiros Socorros PDFDocument89 pages003 Apostila de Primeiros Socorros PDFthaisparizziPas encore d'évaluation
- Sensores TérmicosDocument42 pagesSensores TérmicosNicolas BortolonPas encore d'évaluation
- Apostila de Vazão Rev. FinalDocument52 pagesApostila de Vazão Rev. Finalperrara6950% (2)
- Catalogo Medidores de Vazao IncontrolDocument10 pagesCatalogo Medidores de Vazao IncontroliuctmePas encore d'évaluation
- Apostila Automação PraticaDocument25 pagesApostila Automação PraticaNeder Borges100% (1)
- Circuitos Sequencias e CombinatoriosDocument21 pagesCircuitos Sequencias e CombinatoriosMarcel Miguel0% (1)
- Leis de Ohm ProntoDocument17 pagesLeis de Ohm Prontoerica sindicatoPas encore d'évaluation
- Resistores Capacitores GeradoresDocument19 pagesResistores Capacitores GeradoresPaulo Faustini Jr100% (2)
- Semicondutores-Diodo Zener-131010175730Document28 pagesSemicondutores-Diodo Zener-131010175730João Pedro AlmeidaPas encore d'évaluation
- Manutenção Produtiva Total (TPM)Document18 pagesManutenção Produtiva Total (TPM)diegohazinPas encore d'évaluation
- 1 Lei de KirchhoffDocument7 pages1 Lei de KirchhoffRayander Martins Pimenta100% (1)
- Controlador Logico ProgramaveisDocument21 pagesControlador Logico ProgramaveisLucas BianchoPas encore d'évaluation
- Relatório de Estágio Roger PazDocument10 pagesRelatório de Estágio Roger PazRoger Da Paz RosaPas encore d'évaluation
- TCC Sensor de PresençaDocument26 pagesTCC Sensor de PresençaGabriel AngeloPas encore d'évaluation
- Manual Do KeyprogramDocument182 pagesManual Do Keyprogramfgodoy85Pas encore d'évaluation
- TRANSFORMADORES IdeaisDocument41 pagesTRANSFORMADORES Ideaisapi-3735445100% (5)
- Exacta NV PDFDocument71 pagesExacta NV PDFlcs2006mvPas encore d'évaluation
- 03 Amplificadores A TransistorDocument48 pages03 Amplificadores A TransistorArthur Anahel ZierhutPas encore d'évaluation
- Esteira SeparadoraDocument6 pagesEsteira SeparadoraRobert Ximenes100% (1)
- Livro Digital 249 Elementos de Automação Tema 4Document26 pagesLivro Digital 249 Elementos de Automação Tema 4gustavo landimPas encore d'évaluation
- Sensor IndutivoDocument4 pagesSensor IndutivojessicaPas encore d'évaluation
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiD'EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiPas encore d'évaluation
- Ebook Guia LIDE 1.1 - Sala Da ElétricaDocument32 pagesEbook Guia LIDE 1.1 - Sala Da ElétricaEudo Silva100% (1)
- Aula - 9 - Soldagem A Arco ElétricoDocument35 pagesAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesPas encore d'évaluation
- Manual de Instalacao Eletrica Residencial Parte1Document65 pagesManual de Instalacao Eletrica Residencial Parte1barazzaPas encore d'évaluation
- Slides AcionamentosDocument70 pagesSlides AcionamentosRudnei BarbosaPas encore d'évaluation
- (Cliqueapostilas - Com.br) Eletrica Sistemas de Baixa TensaoDocument198 pages(Cliqueapostilas - Com.br) Eletrica Sistemas de Baixa TensaoSAULDAVI ISSCARPas encore d'évaluation
- FinderDocument341 pagesFinderKosta LefterovPas encore d'évaluation
- Aula 1 - Sinais Analógico e DigitalDocument10 pagesAula 1 - Sinais Analógico e DigitalRafael JesusPas encore d'évaluation
- Apostila Eletronica Analogica CHMDocument116 pagesApostila Eletronica Analogica CHMCarlos Henrique MonteiroPas encore d'évaluation
- WEG CFW 08 Manual Do Usuario 0899.5241 5.2x Manual Portugues BR PDFDocument214 pagesWEG CFW 08 Manual Do Usuario 0899.5241 5.2x Manual Portugues BR PDFedrosa900% (1)
- TermoparesDocument9 pagesTermoparesDailan WelingtonPas encore d'évaluation
- Laboratório de EletricidadeDocument120 pagesLaboratório de EletricidadeODRANDEPas encore d'évaluation
- ANALISADORES INDUSTRIAIS Parte01Document63 pagesANALISADORES INDUSTRIAIS Parte01Rita de Cassia CostaPas encore d'évaluation
- Como Testar Pontes Retificadoras (INS028)Document4 pagesComo Testar Pontes Retificadoras (INS028)Juarez Müller CavalheiroPas encore d'évaluation
- Bases para Programação de Sistemas EmbarcadosDocument68 pagesBases para Programação de Sistemas EmbarcadosDaniel LacerdaPas encore d'évaluation
- Transdutores Sensores e AtuadoresDocument81 pagesTransdutores Sensores e AtuadoresNuno SilvaPas encore d'évaluation
- Sistema de Controle e Supervisão para Uma Usina Solar EspacialDocument59 pagesSistema de Controle e Supervisão para Uma Usina Solar EspacialPaulo AlarcónPas encore d'évaluation
- CLP - Controlador Lógico ProgramávelDocument34 pagesCLP - Controlador Lógico ProgramávelVictor SaidPas encore d'évaluation
- Aula 02 - Redes de Eletrodutos, Eletrocalhas e PerfiladosDocument53 pagesAula 02 - Redes de Eletrodutos, Eletrocalhas e PerfiladosJoao PauloPas encore d'évaluation
- Tecnicas SensoreamentoDocument43 pagesTecnicas SensoreamentoedrodPas encore d'évaluation
- 0 Comandos EletricosDocument143 pages0 Comandos EletricosLeon Pereira PontesPas encore d'évaluation
- Aula 2 - Sistemas de Controle e Sinais PDFDocument64 pagesAula 2 - Sistemas de Controle e Sinais PDFMilene OliveiraPas encore d'évaluation
- Analisadores Absorcao RadiaçãoDocument48 pagesAnalisadores Absorcao RadiaçãoMarcus SacramentoPas encore d'évaluation
- Livro - 100 Circuitos de Automação e Controle-1Document2 pagesLivro - 100 Circuitos de Automação e Controle-1asc1Pas encore d'évaluation
- Cores de Tubulações IndustriaisDocument1 pageCores de Tubulações IndustriaisHéber Vinícius AbadePas encore d'évaluation
- Motor CC WegDocument34 pagesMotor CC WegPaulo WanderleyPas encore d'évaluation
- CronoanáliseDocument2 pagesCronoanáliseital1961Pas encore d'évaluation
- Beghim Catálogo 2014Document1 pageBeghim Catálogo 2014Luiz AlmeidaPas encore d'évaluation
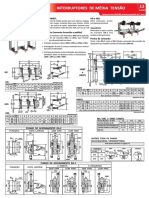
- Chaves Comutadora RotativasDocument8 pagesChaves Comutadora RotativasRuan Carlos Rezende de SouzaPas encore d'évaluation
- Slides Instrumentacao VazaoDocument30 pagesSlides Instrumentacao VazaoGetúlio RibeiroPas encore d'évaluation
- WEG Inversor de Frequencia CFW 10 10413080 Catalogo Portugues BRDocument8 pagesWEG Inversor de Frequencia CFW 10 10413080 Catalogo Portugues BREli Marinel Paula SilvaPas encore d'évaluation
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViD'EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViPas encore d'évaluation
- Programação Em Assembly Para O Microcontrolador Pic18f Volume ID'EverandProgramação Em Assembly Para O Microcontrolador Pic18f Volume IPas encore d'évaluation
- Portal Das Placas Catalogo2018Document28 pagesPortal Das Placas Catalogo2018Ronaldo Novais MibPas encore d'évaluation
- Guia de Compras - Aguas SubterraneasDocument136 pagesGuia de Compras - Aguas SubterraneasSergioPas encore d'évaluation
- Metodologia de Calculo Do ICB - R2Document14 pagesMetodologia de Calculo Do ICB - R2dadoulbraPas encore d'évaluation
- Lista Geral Franklin 2022 - FEVDocument72 pagesLista Geral Franklin 2022 - FEVKlaus TrockenbrockPas encore d'évaluation
- Manual de Sistemas de Secagem Na Indústria de Cerâmica VermelhaDocument46 pagesManual de Sistemas de Secagem Na Indústria de Cerâmica VermelhaEniclay NunesPas encore d'évaluation
- Velocidade de Execução Dos Exercícios Na MusculaçãoDocument1 pageVelocidade de Execução Dos Exercícios Na Musculaçãoclei2017Pas encore d'évaluation
- NBR 5444-1989 Simbolos Graficos para Instalacoes PrediaisDocument9 pagesNBR 5444-1989 Simbolos Graficos para Instalacoes PrediaisleandronagataPas encore d'évaluation
- IMDG 1a5 0 PDFDocument333 pagesIMDG 1a5 0 PDFperycabralPas encore d'évaluation
- Apostila de Portos e Vias NavegáveisDocument12 pagesApostila de Portos e Vias NavegáveisVITORIAPas encore d'évaluation
- Energias Renovaveis CursoDocument30 pagesEnergias Renovaveis CursoHenrique CaciquinhoPas encore d'évaluation
- Manual ALG-1500Document15 pagesManual ALG-1500Otavio Rodrigo VieiraPas encore d'évaluation
- PCL 6800Document1 pagePCL 6800AndersonPas encore d'évaluation
- TABELA DE ESPECIFICAÇÕES DOS FUSÍVEIS - Docx FOCUS 2012Document4 pagesTABELA DE ESPECIFICAÇÕES DOS FUSÍVEIS - Docx FOCUS 2012tadeuPas encore d'évaluation
- Planejamento Bienal 9º AnoDocument7 pagesPlanejamento Bienal 9º AnoVanessinha AndradePas encore d'évaluation
- MP HB20 NAC 2020.03 Site PDFDocument422 pagesMP HB20 NAC 2020.03 Site PDFAdriano AvelarPas encore d'évaluation
- Contrato de Implantação e Locação de SoftwareDocument4 pagesContrato de Implantação e Locação de SoftwareAlan Ignacio NogueiraPas encore d'évaluation
- Philco - Climatizador Fresh F 127v - Manual TécnicoDocument9 pagesPhilco - Climatizador Fresh F 127v - Manual TécnicoMaurilio Caetano0% (1)
- Ficha de Trabalho Átomo de HidrogénioDocument3 pagesFicha de Trabalho Átomo de Hidrogéniojonas47Pas encore d'évaluation
- 19 04 18-Mecânica GeralDocument134 pages19 04 18-Mecânica GeralamanciotrajanoPas encore d'évaluation
- Movimento Harmônico Simples (M.H.S.)Document16 pagesMovimento Harmônico Simples (M.H.S.)SoteldoPas encore d'évaluation
- Módulo 6 - O Planejamento Estratégico e o Plano PlurianualDocument22 pagesMódulo 6 - O Planejamento Estratégico e o Plano PlurianualJoão de SouzaPas encore d'évaluation
- A Órbita MacrocósmicaDocument2 pagesA Órbita MacrocósmicaHenrique CaldasPas encore d'évaluation
- Introdução Ao Nanomagnetismo PDFDocument30 pagesIntrodução Ao Nanomagnetismo PDFkrerkerPas encore d'évaluation
- Introducao Seguranca Com Eletricidade 1 PDFDocument102 pagesIntroducao Seguranca Com Eletricidade 1 PDFPhelipeSousaMuradaPas encore d'évaluation
- RZR-2 000Document9 pagesRZR-2 000engelton2006yahooPas encore d'évaluation
- Exercícios de Radioatividade - Profº Agamenon RobertoDocument24 pagesExercícios de Radioatividade - Profº Agamenon Robertocb_penatrujillo89% (9)
- Plano de Aula Manutenção IndustrialDocument109 pagesPlano de Aula Manutenção IndustrialTulio Aguiar RezendePas encore d'évaluation
- Mat Didatico MiltonDocument205 pagesMat Didatico MiltonKiranoas100% (1)
- Calculo RAGDocument5 pagesCalculo RAGgilonnerPas encore d'évaluation
- 5075 - Zetor - Transmissão Próxima - 1 Edição AtualizadoDocument167 pages5075 - Zetor - Transmissão Próxima - 1 Edição AtualizadoLuiz Gustavo DuartePas encore d'évaluation