Vous aimerez peut-être aussi
- Muela de rectificar: todo sobre esta herramienta abrasivaDocument6 pagesMuela de rectificar: todo sobre esta herramienta abrasivaJosé Antoni LedezmaPas encore d'évaluation
- Muela de RectificarDocument7 pagesMuela de RectificarHenry Manzano TonatoPas encore d'évaluation
- Seminario II Ciencia de Los MaterialesDocument8 pagesSeminario II Ciencia de Los MaterialesRoger MiguelPas encore d'évaluation
- Balanceo de La Muela AbrasivaDocument10 pagesBalanceo de La Muela AbrasivaGaby's Guzmán60% (5)
- Herramientas AbrasivasDocument15 pagesHerramientas AbrasivasJean Paolo CortezPas encore d'évaluation
- Manipulado Del MetacrilatoDocument13 pagesManipulado Del MetacrilatoManuales de InteresPas encore d'évaluation
- Muelas abrasivas: tipos, características y usos principalesDocument17 pagesMuelas abrasivas: tipos, características y usos principalesDerick Zeceña0% (1)
- Materiales AbrasivosDocument5 pagesMateriales AbrasivosAriel ChoquePas encore d'évaluation
- Rectificado. Juan Fernandez. 28 221 732Document9 pagesRectificado. Juan Fernandez. 28 221 732juanPas encore d'évaluation
- Rectificado: proceso de mecanizado con muelas abrasivasDocument18 pagesRectificado: proceso de mecanizado con muelas abrasivasmarcosPas encore d'évaluation
- Procesos de Manufactura Especiales de La RegiónDocument13 pagesProcesos de Manufactura Especiales de La RegiónVictor HernandezPas encore d'évaluation
- Resumen IncompletoDocument7 pagesResumen IncompletoEli RubalcavaPas encore d'évaluation
- Mecanizado Con Abrasivos RectificadoDocument34 pagesMecanizado Con Abrasivos RectificadoMisael GonzálezPas encore d'évaluation
- Procesos de acabado superficial en mecanizadosDocument7 pagesProcesos de acabado superficial en mecanizadosRodolfo QuijadaPas encore d'évaluation
- Apunte Mecanizado Con AbrasivosDocument34 pagesApunte Mecanizado Con Abrasivoscl4nPas encore d'évaluation
- Ensayo RectificadoDocument9 pagesEnsayo RectificadoAndrea SuarezPas encore d'évaluation
- Unidad 4Document25 pagesUnidad 4Arturo LizamaPas encore d'évaluation
- Presentacion Unidad 4. PROCESOSDocument49 pagesPresentacion Unidad 4. PROCESOSANA KAREN UGALDE TOVARPas encore d'évaluation
- Acabados Superficiales 4 UnidadDocument14 pagesAcabados Superficiales 4 UnidadGamaliel Diaz HernándezPas encore d'évaluation
- Investigación de SubtemasDocument10 pagesInvestigación de SubtemasAyibet Garcia De La CruzPas encore d'évaluation
- Bruñidora EditadaDocument15 pagesBruñidora Editadabarto50Pas encore d'évaluation
- Mecanizado Con Abrasivos (Modo de AdDocument41 pagesMecanizado Con Abrasivos (Modo de Adfernan1962Pas encore d'évaluation
- Investigacion Sobre RectificadoDocument19 pagesInvestigacion Sobre RectificadoAngel Cruz MendoPas encore d'évaluation
- Exposición Procesos IndustrialesDocument34 pagesExposición Procesos IndustrialesCAROL VALENTINA SÁNCHEZ ROMEROPas encore d'évaluation
- Equipo 6 Maquinado Con Chorros de AguaDocument9 pagesEquipo 6 Maquinado Con Chorros de AguaADRIAN BARCELO NORIEGAPas encore d'évaluation
- Super AcabadoDocument3 pagesSuper AcabadoRAIZA ARANZAEZ QUINTANAPas encore d'évaluation
- Eqp1 Pfa Act7Document10 pagesEqp1 Pfa Act7Alejandro Ji minPas encore d'évaluation
- Corte por chorro de aguaDocument11 pagesCorte por chorro de aguaDanielRomeroPas encore d'évaluation
- 4 3 - Bruñido-VERSIÓN2Document15 pages4 3 - Bruñido-VERSIÓN2Jimmy de HernandezPas encore d'évaluation
- Muelas AbrasivasDocument16 pagesMuelas Abrasivassolrac_1416Pas encore d'évaluation
- RectificadoDocument17 pagesRectificadoworldicePas encore d'évaluation
- Procesos de Fabricacion U5Document79 pagesProcesos de Fabricacion U5Maiiky Ramirez EsparzaPas encore d'évaluation
- Metrologia Unidad 5Document18 pagesMetrologia Unidad 5danherz100% (1)
- Herramientas de Tornear FinalDocument28 pagesHerramientas de Tornear FinalFrancisco OxaPas encore d'évaluation
- Rectificado y AfiladoDocument11 pagesRectificado y Afiladojuan serranoPas encore d'évaluation
- RECTIFICADODocument23 pagesRECTIFICADOFabio Ariel LoaPas encore d'évaluation
- Foro Tematico Afilado Herramientas de CorteDocument3 pagesForo Tematico Afilado Herramientas de CorteAron AFPas encore d'évaluation
- Segunda Parte Teoria FabDocument29 pagesSegunda Parte Teoria FabGaston del HuertoPas encore d'évaluation
- Ejercicios Tema 4Document8 pagesEjercicios Tema 4rupertus25ytPas encore d'évaluation
- Unidad 4Document24 pagesUnidad 4Guillermo ZamoraPas encore d'évaluation
- Unidad 4 Procesos de FabricacionDocument7 pagesUnidad 4 Procesos de FabricacionjuanPas encore d'évaluation
- BruñidoDocument53 pagesBruñidoHarold Robins Carbajo Carhuayano0% (1)
- Maquinado Por AbrasivosDocument4 pagesMaquinado Por AbrasivosOctavio Medrano FloresPas encore d'évaluation
- Informe sobre muelas abrasivas para mecanizadoDocument9 pagesInforme sobre muelas abrasivas para mecanizadoJuanRojasPas encore d'évaluation
- Capitulo 4Document6 pagesCapitulo 4Piero VillantoyPas encore d'évaluation
- Esmerilado y RectificadoDocument8 pagesEsmerilado y RectificadoLeonardo GonzagaPas encore d'évaluation
- Que Es GranallarDocument6 pagesQue Es GranallarAndrea Arnez VasconcellosPas encore d'évaluation
- Rectificado: proceso, tipos de rectificadoras y componentes de las muelasDocument4 pagesRectificado: proceso, tipos de rectificadoras y componentes de las muelasSAUL BRANDON GONZALEZ REYESPas encore d'évaluation
- Recti Fica DoDocument19 pagesRecti Fica Doedrilp21Pas encore d'évaluation
- El Rasqueteado de Piezas Parte 2Document4 pagesEl Rasqueteado de Piezas Parte 2Limberth MoralesPas encore d'évaluation
- AbrasivosDocument34 pagesAbrasivossergioPas encore d'évaluation
- BruñidoDocument13 pagesBruñidoFrank Vini SimbañaPas encore d'évaluation
- RectificadoDocument17 pagesRectificadoGuztavo Hd50% (2)
- Definición de Maquinado Con Chorro AbrasivoDocument15 pagesDefinición de Maquinado Con Chorro Abrasivoparka123493% (14)
- Exp Rectificado Plano Tecno IDocument31 pagesExp Rectificado Plano Tecno IMauricio Elvis Mercado LeonPas encore d'évaluation
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108D'EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Pas encore d'évaluation
- UF1213 - Técnicas de mecanizado y metrologíaD'EverandUF1213 - Técnicas de mecanizado y metrologíaÉvaluation : 4 sur 5 étoiles4/5 (5)
- Apomazado y pulido de piedra natural. IEXD0108D'EverandApomazado y pulido de piedra natural. IEXD0108Pas encore d'évaluation
- Electricidad 1 y 2Document15 pagesElectricidad 1 y 2Patricio TaacoPas encore d'évaluation
- Combustibles y LubricantesDocument7 pagesCombustibles y LubricantesPatricio TaacoPas encore d'évaluation
- Combustibles y LubricantesDocument7 pagesCombustibles y LubricantesPatricio TaacoPas encore d'évaluation
- Combustibles y LubricantesDocument7 pagesCombustibles y LubricantesPatricio TaacoPas encore d'évaluation
- Calidad 2Document4 pagesCalidad 2Patricio TaacoPas encore d'évaluation
- Reglamento Al Código Orgánico Del AmbienteDocument286 pagesReglamento Al Código Orgánico Del AmbienteLorena ApoloPas encore d'évaluation
- Accidentes AmbientalesDocument9 pagesAccidentes AmbientalesPatricio TaacoPas encore d'évaluation
- Banco de Preguntas Complexivo Oct 2018 (Resp) PDFDocument21 pagesBanco de Preguntas Complexivo Oct 2018 (Resp) PDFPatricio TaacoPas encore d'évaluation
- Electricidad 1 y 2Document15 pagesElectricidad 1 y 2Patricio TaacoPas encore d'évaluation
- Milton - Revelo 20190505 183904710Document5 pagesMilton - Revelo 20190505 183904710Patricio TaacoPas encore d'évaluation
- Reconquistar A Tu Ex La Gran Recopilacion de Consejos y Errores Version para ImpresoraDocument22 pagesReconquistar A Tu Ex La Gran Recopilacion de Consejos y Errores Version para ImpresoraZafer ContablePas encore d'évaluation
- Examen Parcial II Septiembre2018 Talento HumanoDocument3 pagesExamen Parcial II Septiembre2018 Talento HumanoPatricio TaacoPas encore d'évaluation
- Malla curricular Ingeniería Automotriz UTEDocument1 pageMalla curricular Ingeniería Automotriz UTEPatricio TaacoPas encore d'évaluation
- Automotriz Malla 1Document1 pageAutomotriz Malla 1Patricio TaacoPas encore d'évaluation
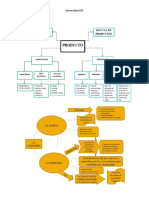
- Product oDocument2 pagesProduct oPatricio TaacoPas encore d'évaluation
- Sincronizacion de La DistribucionDocument50 pagesSincronizacion de La Distribucionjimmy_huamancayo88% (68)
- Taco.P.Tarea #1 PDFDocument5 pagesTaco.P.Tarea #1 PDFPatricio TaacoPas encore d'évaluation
- Marco TeóricoDocument3 pagesMarco TeóricoPatricio TaacoPas encore d'évaluation
- Taco.P.Tarea #1Document5 pagesTaco.P.Tarea #1Patricio TaacoPas encore d'évaluation
- CuadroDocument2 pagesCuadroPatricio TaacoPas encore d'évaluation
- Deber Gerencia de ServiciosDocument5 pagesDeber Gerencia de ServiciosPatricio TaacoPas encore d'évaluation
- Diapositivas Patricio TacoDocument13 pagesDiapositivas Patricio TacoPatricio TaacoPas encore d'évaluation
- Banco de PreguntasDocument14 pagesBanco de PreguntasPatricio TaacoPas encore d'évaluation
- Informe 1Document10 pagesInforme 1Patricio TaacoPas encore d'évaluation
- David - Mendez 20190122 025217008Document1 pageDavid - Mendez 20190122 025217008Patricio TaacoPas encore d'évaluation
- Taller 7 InyeccionDocument9 pagesTaller 7 InyeccionPatricio TaacoPas encore d'évaluation
- Taller 8 InyeccionDocument8 pagesTaller 8 InyeccionPatricio TaacoPas encore d'évaluation
- Taller 7 InyeccionDocument9 pagesTaller 7 InyeccionPatricio TaacoPas encore d'évaluation
- Ca Abril Agosto 28 01 2019Document1 pageCa Abril Agosto 28 01 2019Patricio TaacoPas encore d'évaluation
- Taller 1Document7 pagesTaller 1Patricio TaacoPas encore d'évaluation
- Guia de Trabajo N°3 Grado 6°Document3 pagesGuia de Trabajo N°3 Grado 6°ALFREDO CUADRO HERRERAPas encore d'évaluation
- Bioelementos y biomoléculas (27cDocument30 pagesBioelementos y biomoléculas (27cronal100% (3)
- Formulacion MermeladaDocument3 pagesFormulacion MermeladaCarlos P MedinaPas encore d'évaluation
- Procedimientos PNO FarmaciasDocument51 pagesProcedimientos PNO FarmaciasLucia Bautista95% (22)
- Normas Tecnicas Drenaje Pluvial1Document11 pagesNormas Tecnicas Drenaje Pluvial1cliford_montalvanPas encore d'évaluation
- Secciones Rio Rimac-PlantaDocument1 pageSecciones Rio Rimac-PlantaAndy Aguilar MolinaPas encore d'évaluation
- Balance de Masa en Una Caldera de VavorDocument3 pagesBalance de Masa en Una Caldera de VavorJavier Coronado BautistaPas encore d'évaluation
- Reflector SiriusDocument28 pagesReflector SiriusBridget HodgesPas encore d'évaluation
- Cian UroDocument22 pagesCian UroLuis VargasPas encore d'évaluation
- de Mineria Subterranea.Document20 pagesde Mineria Subterranea.Pame RiveraPas encore d'évaluation
- Mejora de mezclas asfálticas con EVADocument134 pagesMejora de mezclas asfálticas con EVAJOSE LUNAPas encore d'évaluation
- Mercurio y AluminioDocument14 pagesMercurio y AluminioCarlos Raul Zegarra MontoyaPas encore d'évaluation
- Aplicación de compost para mejorar microorganismos del sueloDocument9 pagesAplicación de compost para mejorar microorganismos del suelomarcela riosPas encore d'évaluation
- Hoja de Calculo de Plano Isometrico Final ExpoDocument38 pagesHoja de Calculo de Plano Isometrico Final ExpoMirthy Holgado VeraPas encore d'évaluation
- Catalogo Productos - Esp - A4Document44 pagesCatalogo Productos - Esp - A4Jeronimo Hernandez SanchezPas encore d'évaluation
- Borrador Guía Técnica Depósitos Regulación 300908Document194 pagesBorrador Guía Técnica Depósitos Regulación 300908Gerardo Cisneros RomeroPas encore d'évaluation
- Contaminación del suelo en TacnaDocument8 pagesContaminación del suelo en TacnaYenny Ticona Apaza100% (1)
- Practica 5 de LaboratorioDocument6 pagesPractica 5 de LaboratorioCarlitos AlvaradoPas encore d'évaluation
- Medicamentos RefrigeradosDocument29 pagesMedicamentos RefrigeradosFrank AchulliPas encore d'évaluation
- Usos Del Pétroleo A Lo Largo de La HistoriaDocument20 pagesUsos Del Pétroleo A Lo Largo de La Historiaduku quimica50% (2)
- PREGUNTAS SOBRE LA MATERIA Segundo PeriodoDocument6 pagesPREGUNTAS SOBRE LA MATERIA Segundo PeriodoJuan Pablo JiménezPas encore d'évaluation
- Números PDocument3 pagesNúmeros PALAAN89Pas encore d'évaluation
- Charla Prevención y Combate de Incendios AdvanceDocument40 pagesCharla Prevención y Combate de Incendios AdvancePabloCascantePas encore d'évaluation
- Elaboracion de Queso Estilo SuizoDocument5 pagesElaboracion de Queso Estilo SuizoCAPRINOS BAJA CALIFORNIA SUR, MEXICOPas encore d'évaluation
- Energias RenovablesDocument110 pagesEnergias Renovablesesttt100% (2)
- ObrasDocument15 pagesObrasAna Edith Rodriguez CastañedaPas encore d'évaluation
- Inta Material Didactico 2007 No 5Document18 pagesInta Material Didactico 2007 No 5TomásPas encore d'évaluation
- Perfil HepáticoDocument18 pagesPerfil HepáticoMiriam Villanueva100% (1)
- 1.3. Tipos de Nomenclatura PDFDocument8 pages1.3. Tipos de Nomenclatura PDFjuan gutierrezPas encore d'évaluation