Vous aimerez peut-être aussi
- External Thread Retracting Tool HolderDocument8 pagesExternal Thread Retracting Tool HolderEmijo.APas encore d'évaluation
- Arc WeldingDocument10 pagesArc WeldingEmijo.APas encore d'évaluation
- #10.B&S TypeDocument2 pages#10.B&S TypeEmijo.APas encore d'évaluation
- #7.B&S TypeDocument1 page#7.B&S TypeEmijo.APas encore d'évaluation
- Drawing of A TV BracketDocument4 pagesDrawing of A TV BracketEmijo.APas encore d'évaluation
- Engine Starting Systems PDFDocument19 pagesEngine Starting Systems PDFEmijo.APas encore d'évaluation
- Barrel IncineratorDocument29 pagesBarrel IncineratorEmijo.APas encore d'évaluation
- Electrical Installation and RepairDocument8 pagesElectrical Installation and RepairEmijo.APas encore d'évaluation
- 20 Min PresentationDocument9 pages20 Min PresentationEmijo.APas encore d'évaluation
- Common Unsafe Acts in The WorkplaceDocument5 pagesCommon Unsafe Acts in The WorkplaceEmijo.APas encore d'évaluation
- #8.B&S TypeDocument1 page#8.B&S TypeEmijo.A100% (1)
- #9.B&S TypeDocument1 page#9.B&S TypeEmijo.APas encore d'évaluation
- #5.B&S TypeDocument1 page#5.B&S TypeEmijo.APas encore d'évaluation
- #6.B&S TypeDocument1 page#6.B&S TypeEmijo.APas encore d'évaluation
- #2.B&S TypeDocument1 page#2.B&S TypeEmijo.APas encore d'évaluation
- #3.B&S TypeDocument1 page#3.B&S TypeEmijo.APas encore d'évaluation
- #1.B&S TypeDocument1 page#1.B&S TypeEmijo.APas encore d'évaluation
- #4.B&S TypeDocument1 page#4.B&S TypeEmijo.APas encore d'évaluation
- Threads and ChangegearsDocument36 pagesThreads and ChangegearsRC VilledaPas encore d'évaluation
- Threads and ChangegearsDocument36 pagesThreads and ChangegearsRC VilledaPas encore d'évaluation
- Workshop DIY PROJECTSDocument75 pagesWorkshop DIY PROJECTSEmijo.A100% (1)
- Advanced Tool Sharpening For The LatheDocument38 pagesAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- Toolbox GuideDocument1 pageToolbox GuideEmijo.APas encore d'évaluation
- Automate Student MarksheetDocument13 pagesAutomate Student MarksheetEmijo.APas encore d'évaluation
- Indexable Turning Tools ProjectsDocument21 pagesIndexable Turning Tools ProjectsEmijo.APas encore d'évaluation
- Space Before and Space After A Paragraph PDFDocument1 pageSpace Before and Space After A Paragraph PDFEmijo.APas encore d'évaluation
- Pipe Centering ClampDocument17 pagesPipe Centering ClampEmijo.APas encore d'évaluation
- Format Rules: Single AuthorDocument9 pagesFormat Rules: Single AuthorEmijo.APas encore d'évaluation
- Project Management Training ReportDocument7 pagesProject Management Training ReportRitesh AggarwalPas encore d'évaluation
- Write The Firing Order For A Six Cylinder EngineDocument1 pageWrite The Firing Order For A Six Cylinder EngineEmijo.APas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Electric Steering System ManualDocument10 pagesElectric Steering System ManualKINTOLOBOPas encore d'évaluation
- GATE Metrology QuestionsDocument14 pagesGATE Metrology QuestionsWilson Kumar33% (3)
- OGM MDI Series Cylindrical Grinders for multi-diameter grindingDocument10 pagesOGM MDI Series Cylindrical Grinders for multi-diameter grindingMoustaffaPas encore d'évaluation
- 08 Casing CutterDocument2 pages08 Casing Cutterjorge vargas zapataPas encore d'évaluation
- 1deluge Valve 5ADocument34 pages1deluge Valve 5A'AgusSp'Pas encore d'évaluation
- Hyundai County Electrical Troubleshooting ManualDocument165 pagesHyundai County Electrical Troubleshooting ManualLahouari Fatah50% (4)
- TOTIME Drilling General Catalog 2020Document79 pagesTOTIME Drilling General Catalog 2020DERIKU DerikuPas encore d'évaluation
- Vernier CaliperDocument1 pageVernier CaliperDedy wahyudiPas encore d'évaluation
- Haimer - Katalog 2015 ENDocument16 pagesHaimer - Katalog 2015 END.T.Pas encore d'évaluation
- Pressure Regulate Metering System: Chongqing Endurance Energy Equipment Integration Co., LTDDocument2 pagesPressure Regulate Metering System: Chongqing Endurance Energy Equipment Integration Co., LTD杨峻Pas encore d'évaluation
- Características 9 MM Sellier y BellotDocument9 pagesCaracterísticas 9 MM Sellier y Bellotoscar luis bernasconiPas encore d'évaluation
- Solar Direct Drive Refrigeration Systems Price DataDocument1 pageSolar Direct Drive Refrigeration Systems Price DatamelaivyPas encore d'évaluation
- AD-170SE Parts Manual PN 450223 (REV-1) 060403Document45 pagesAD-170SE Parts Manual PN 450223 (REV-1) 060403naokito AkemiPas encore d'évaluation
- Measuring Rulers - History, Usage and Types of RulersDocument2 pagesMeasuring Rulers - History, Usage and Types of RulersDaniel RaePas encore d'évaluation
- Leveling The Lathe BedDocument22 pagesLeveling The Lathe BedSHAJAKHAN RPas encore d'évaluation
- Variable Refrigerant Flow Systems PDFDocument38 pagesVariable Refrigerant Flow Systems PDFRafael SalazarPas encore d'évaluation
- Servo Distance 2Document2 pagesServo Distance 2Demon (R.G)Pas encore d'évaluation
- Machining Process Guide to Honing OperationsDocument6 pagesMachining Process Guide to Honing OperationsAnonymous 5AmJ13mLkPas encore d'évaluation
- Catalogo Tool 2018 Español, Rev.7 PDFDocument48 pagesCatalogo Tool 2018 Español, Rev.7 PDFOswaldo VillarroelPas encore d'évaluation
- CG932H Part List (New) PDFDocument189 pagesCG932H Part List (New) PDFAbderrahim Boutabba100% (2)
- PRO E LibraryDocument11 pagesPRO E LibrarygokulahbPas encore d'évaluation
- 2 Piece Screw Extractor & Drill & Wallet: DatasheetDocument2 pages2 Piece Screw Extractor & Drill & Wallet: DatasheetwatteaucarPas encore d'évaluation
- C9 - GrindingDocument7 pagesC9 - GrindingHans PinonPas encore d'évaluation
- Caterpillar Hand Tools and Shop Supplies 2016Document20 pagesCaterpillar Hand Tools and Shop Supplies 2016dorothy100% (44)
- Wooden Air EngineDocument9 pagesWooden Air EngineFilip SimonovskiPas encore d'évaluation
- Donaldson Ready Recokner 2018Document6 pagesDonaldson Ready Recokner 2018Hemant PanpaliyaPas encore d'évaluation
- Equipment List Culinary ArtsDocument7 pagesEquipment List Culinary ArtsROHIT_80Pas encore d'évaluation
- Grundfosliterature 829855Document26 pagesGrundfosliterature 829855Service GamberiniPas encore d'évaluation
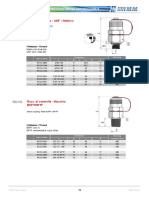
- Rdca Rdce: Racc. Di Controllo ' UNF / MetricoDocument1 pageRdca Rdce: Racc. Di Controllo ' UNF / MetricoMichael AkhramovichPas encore d'évaluation
- Pc800se-7-M1 S/N 40001-Up: Main Pump (7/14) (N0.1 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (7/14) (N0.1 Pump)midalllllPas encore d'évaluation