Vous aimerez peut-être aussi
- Palabras en ItalianoDocument52 pagesPalabras en ItalianoDaniel Bolivar100% (1)
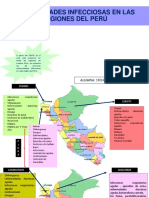
- Enfermedades Infecciosas en El PerúDocument9 pagesEnfermedades Infecciosas en El PerúStefannie Elizabeth Quispe LorenzoPas encore d'évaluation
- Bio 3Document8 pagesBio 3uriel suyoPas encore d'évaluation
- Comprension de Textos TerminadoDocument16 pagesComprension de Textos Terminadoanon_8411093690% (1)
- Practica Sobre La Determinación de La Densidad de Disoluciones y SoldidosDocument9 pagesPractica Sobre La Determinación de La Densidad de Disoluciones y SoldidosArzola Bortolini Regina LilianaPas encore d'évaluation
- Mandalorian: Papercraft Low PolyDocument6 pagesMandalorian: Papercraft Low PolyCEZIÑOPas encore d'évaluation
- ViracochaDocument26 pagesViracochauriel suyoPas encore d'évaluation
- Factores Bioticos y AbioticosDocument15 pagesFactores Bioticos y Abioticosuriel suyoPas encore d'évaluation
- Recursos de Tutoria de 3 y 4 de SecundariaDocument13 pagesRecursos de Tutoria de 3 y 4 de Secundariauriel suyoPas encore d'évaluation
- Mod Ii 2018Document18 pagesMod Ii 2018uriel suyoPas encore d'évaluation
- Mod I 2018Document24 pagesMod I 2018uriel suyoPas encore d'évaluation
- Texto 1.1Document4 pagesTexto 1.1uriel suyoPas encore d'évaluation
- HistoriaDocument10 pagesHistoriauriel suyoPas encore d'évaluation
- HistoriaDocument7 pagesHistoriauriel suyoPas encore d'évaluation
- Romeo y Julieta de William Shakespeare RemovedDocument84 pagesRomeo y Julieta de William Shakespeare Removednilsermarin56Pas encore d'évaluation
- Curso Incoterms 2020 003 2Document116 pagesCurso Incoterms 2020 003 2colguinr2013Pas encore d'évaluation
- Experiencias en El Uso de La Herramienta TRENDSDocument17 pagesExperiencias en El Uso de La Herramienta TRENDSGrupo Scout Ocho MocaPas encore d'évaluation
- Clases TeóricasDocument99 pagesClases TeóricasCarli Del VecchioPas encore d'évaluation
- GPR Guía Práctica para El Uso de Las HerramientasDocument25 pagesGPR Guía Práctica para El Uso de Las HerramientasChinchero CarlitaPas encore d'évaluation
- Apunte de Conceptos Basicos Parte 1Document58 pagesApunte de Conceptos Basicos Parte 1isidroPas encore d'évaluation
- Deber 2 de Integrales IndefinidasDocument7 pagesDeber 2 de Integrales IndefinidasChristian Borja TacuriPas encore d'évaluation
- Tipologia Vehicular NTC 3729Document13 pagesTipologia Vehicular NTC 3729Carlos Barrera ReyesPas encore d'évaluation
- Obras MaritimasDocument44 pagesObras MaritimasMemo Hernandez Pares0% (1)
- 3a. Guia 6 QuimicaDocument2 pages3a. Guia 6 QuimicaANDRES MAURICIO SOTO GUTIERREZPas encore d'évaluation
- Guia Usuario RTR-1250Document5 pagesGuia Usuario RTR-1250Hidalgo FrancoPas encore d'évaluation
- HH 141 OCTUBRE 2022 CompressedDocument196 pagesHH 141 OCTUBRE 2022 Compressedmajito loyaPas encore d'évaluation
- 01 Problemas de Genética I. Las Leyes de MendelDocument2 pages01 Problemas de Genética I. Las Leyes de MendelalmudenaPas encore d'évaluation
- Ensayo de Etica AmbientalDocument7 pagesEnsayo de Etica AmbientalDianita Castillo100% (1)
- Ejercicios para El Desarrollo de Los Fundamentos de BaloncestoDocument9 pagesEjercicios para El Desarrollo de Los Fundamentos de BaloncestoCentro Digital Rock CafePas encore d'évaluation
- Cuáles Son Los Cinco Grandes Rasgos de PersonalidadDocument5 pagesCuáles Son Los Cinco Grandes Rasgos de PersonalidadtaniaPas encore d'évaluation
- F.-dc-04 Manual de Prácticas TERMODINAMICA SEP-DIC 2021 Practica 1Document12 pagesF.-dc-04 Manual de Prácticas TERMODINAMICA SEP-DIC 2021 Practica 1DIANA MARGARITA HERNANDEZ SANCHEZPas encore d'évaluation
- PiedraLibre 2da EdicionDocument27 pagesPiedraLibre 2da EdicionNora Inés GonzálezPas encore d'évaluation
- Ficha TRACTOR M9540-CON-CABINADocument2 pagesFicha TRACTOR M9540-CON-CABINAjeissonPas encore d'évaluation
- Manual de Procedimientos de Anestesia Clínica MassachusettsDocument23 pagesManual de Procedimientos de Anestesia Clínica MassachusettsABP Mateo SilvaPas encore d'évaluation
- Tipos de Mapaps Valles, Llanuras 6 GradoDocument23 pagesTipos de Mapaps Valles, Llanuras 6 GradoIsmary EspinalPas encore d'évaluation
- El Camino AngostoDocument7 pagesEl Camino AngostoHenry PadillaPas encore d'évaluation
- Cambio de Muela Chancador PrimarioDocument10 pagesCambio de Muela Chancador PrimarioJorge RiveraPas encore d'évaluation
- Hoja de Datos de Seguridad Del Acido PropanoicoDocument1 pageHoja de Datos de Seguridad Del Acido PropanoicoARNULFO MUÑOZPas encore d'évaluation