Vous aimerez peut-être aussi
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- D&F DesignPrinciple TypesofWeldedJoints MechJoints&ReinforcementDocument63 pagesD&F DesignPrinciple TypesofWeldedJoints MechJoints&ReinforcementFaiz IshakPas encore d'évaluation
- Consider Penetration When Determining Fillet Weld SizeDocument3 pagesConsider Penetration When Determining Fillet Weld SizecanakyuzPas encore d'évaluation
- DesignDocument15 pagesDesignMuhammed Sulfeek100% (1)
- Consider Penetration When Determining Fillet Weld SizeDocument3 pagesConsider Penetration When Determining Fillet Weld SizedavidemolPas encore d'évaluation
- Guide To Fillet WeldingDocument7 pagesGuide To Fillet WeldingPeter KyawPas encore d'évaluation
- 2010v09 98 TipsDocument6 pages2010v09 98 Tipsvenkatesh19701Pas encore d'évaluation
- Welding TWIDocument16 pagesWelding TWIEngr Arfan Ali DhamrahoPas encore d'évaluation
- 30 Good RulesDocument4 pages30 Good RulesSamet Karataş100% (1)
- Welding: 7.1.1 Principles For EconomyDocument5 pagesWelding: 7.1.1 Principles For Economystalin_83Pas encore d'évaluation
- Construction Steel GirderDocument11 pagesConstruction Steel GirderAek JayPas encore d'évaluation
- 30 Rules For Good Connections.5Document4 pages30 Rules For Good Connections.5chipchipperson100% (1)
- Job Knowledge 68Document8 pagesJob Knowledge 68Mehmet Soysal100% (1)
- 98 Tips For Designing Structural SteelDocument5 pages98 Tips For Designing Structural Steelklynchelle100% (2)
- WeldOverlayofContinuousDigestersTAPPI2002 PDFDocument32 pagesWeldOverlayofContinuousDigestersTAPPI2002 PDFดิฐคุณ ผดุงมาศ100% (1)
- Welding DesignDocument28 pagesWelding DesignSitaram JhaPas encore d'évaluation
- Design - Part 1 - TWIDocument9 pagesDesign - Part 1 - TWIFreddie KooPas encore d'évaluation
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULPas encore d'évaluation
- Innovative Ways To Reinforce Slabs On GroundDocument8 pagesInnovative Ways To Reinforce Slabs On GroundScooby DooPas encore d'évaluation
- Backing Bar Tolerance PDFDocument2 pagesBacking Bar Tolerance PDFRajed MaglintePas encore d'évaluation
- Welding Inspection CSWIPDocument133 pagesWelding Inspection CSWIPmoonstar_dmePas encore d'évaluation
- 02 ConnectionsDocument26 pages02 ConnectionsyadolePas encore d'évaluation
- Ship ConstructionDocument6 pagesShip ConstructionTahsinul Haque TasifPas encore d'évaluation
- Comparative Study of Hardfacing of AISI 1020 Steel by Gas Welding and Tig Welding ProcessesDocument5 pagesComparative Study of Hardfacing of AISI 1020 Steel by Gas Welding and Tig Welding ProcessesRela FaradinaPas encore d'évaluation
- New Industry Standards To Increase The ReliabilityDocument14 pagesNew Industry Standards To Increase The ReliabilitydjeramPas encore d'évaluation
- Economics of Structural Steel Work WeldingDocument9 pagesEconomics of Structural Steel Work Weldingthomas kilianPas encore d'évaluation
- GN - 5 01 Secure PDFDocument3 pagesGN - 5 01 Secure PDFAnonymous 9PIxHy13Pas encore d'évaluation
- Welding Costs - Continued - TWIDocument6 pagesWelding Costs - Continued - TWISumantaPas encore d'évaluation
- Detailing For Economy: 8.1 Detailing On Design Engineer's DrawingsDocument4 pagesDetailing For Economy: 8.1 Detailing On Design Engineer's DrawingsJoel Koma EmesangePas encore d'évaluation
- Design Part 2 - TWIDocument9 pagesDesign Part 2 - TWIFreddie KooPas encore d'évaluation
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocument31 pagesFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaPas encore d'évaluation
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranPas encore d'évaluation
- Design - Part 3 - TWIDocument9 pagesDesign - Part 3 - TWIFreddie KooPas encore d'évaluation
- Carmagen 02 13 PDFDocument3 pagesCarmagen 02 13 PDFAARON HERRERAPas encore d'évaluation
- A Practical Design Guide For Welded Connections Analysis and Design of Welded ConnectionsDocument22 pagesA Practical Design Guide For Welded Connections Analysis and Design of Welded Connectionssherif ashrafPas encore d'évaluation
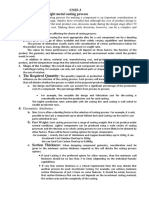
- UNIT-3 NotesDocument15 pagesUNIT-3 NotesDarbhalaPavanKumarPas encore d'évaluation
- Appendix B CompuertaDocument2 pagesAppendix B CompuertaDantex IncaPas encore d'évaluation
- Design Guidelines - Spot Welding ChapterDocument11 pagesDesign Guidelines - Spot Welding ChapterJoel BrasilBorgesPas encore d'évaluation
- 98 Tips For Designing Structural SteelDocument6 pages98 Tips For Designing Structural SteelVinod Kumar ReddyPas encore d'évaluation
- CIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonDocument4 pagesCIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonL RaculxkPas encore d'évaluation
- Aspects of Connection in Steel FramesDocument50 pagesAspects of Connection in Steel FramesChai Weng100% (2)
- Chapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsDocument5 pagesChapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsIndra NainggolanPas encore d'évaluation
- UNIT NO. 5.8 Welding of Structural Steel: © Lifting Equipment Engineers Association 2012 - Training/5-8uDocument13 pagesUNIT NO. 5.8 Welding of Structural Steel: © Lifting Equipment Engineers Association 2012 - Training/5-8uYAKUBU A. AROGEPas encore d'évaluation
- Design For Manufacturing, CASTINGDocument10 pagesDesign For Manufacturing, CASTINGDarbhalaPavanKumarPas encore d'évaluation
- Fixture Design For ExcitersDocument24 pagesFixture Design For ExcitersJitendra ItankarPas encore d'évaluation
- Selection of Separator With BootDocument2 pagesSelection of Separator With BootMaryJane Ayisha Sado-ObahPas encore d'évaluation
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoPas encore d'évaluation
- AISE No. 7 Specifications For Ladle HooksDocument7 pagesAISE No. 7 Specifications For Ladle HookscadyfemPas encore d'évaluation
- TS US Gabion, GalMac Jan19Document8 pagesTS US Gabion, GalMac Jan19johnnee98Pas encore d'évaluation
- Resistance Projection Welding Design, Calculation, Process AssuranceDocument20 pagesResistance Projection Welding Design, Calculation, Process AssuranceHemant75% (4)
- Bouzekri Klocker 2010Document13 pagesBouzekri Klocker 2010KlockerPas encore d'évaluation
- Brittle Fracture in Steel StructuresD'EverandBrittle Fracture in Steel StructuresG.M. BoydPas encore d'évaluation
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Steel Structures Design Based on Eurocode 3D'EverandSteel Structures Design Based on Eurocode 3Évaluation : 3 sur 5 étoiles3/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingD'EverandSpot Welding Interview Success: An Introduction to Spot WeldingPas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bs 1769 BoltsDocument4 pagesBs 1769 Boltssarath6725Pas encore d'évaluation
- DIN ISO Comparison SheetDocument5 pagesDIN ISO Comparison Sheetsarath6725Pas encore d'évaluation
- Max Planck The Father of Quantum TheoryDocument5 pagesMax Planck The Father of Quantum Theorysarath6725100% (1)
- DIN ISO Standard ConversionDocument5 pagesDIN ISO Standard Conversionsarath6725100% (2)
- Is.8822.1978 Slotted Mushroom Head Roofing BoltDocument7 pagesIs.8822.1978 Slotted Mushroom Head Roofing Boltsarath6725Pas encore d'évaluation
- DIN ISO Standard ConversionDocument5 pagesDIN ISO Standard Conversionsarath6725100% (2)
- Dacromet Coating A490m BoltsDocument8 pagesDacromet Coating A490m Boltssarath6725Pas encore d'évaluation
- Is 3688 1990Document19 pagesIs 3688 1990sarath6725Pas encore d'évaluation
- Bs 970 Steel Numbers 1955 1991Document4 pagesBs 970 Steel Numbers 1955 1991sarath6725Pas encore d'évaluation
- Iso Metric Plug Gauges PDFDocument4 pagesIso Metric Plug Gauges PDFsarath6725Pas encore d'évaluation
- 169 PD0192ThreadsStandardReferenceGuiderev4Document21 pages169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuPas encore d'évaluation
- 169 PD0192ThreadsStandardReferenceGuiderev4Document21 pages169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuPas encore d'évaluation
- ISO Standards On WeldingDocument22 pagesISO Standards On Weldingmoxshyde100% (1)
- 3751 QD Almagard®Vari PurposeLubricant3751Document4 pages3751 QD Almagard®Vari PurposeLubricant3751Celular Oil Control 05Pas encore d'évaluation
- 13 7X 8 Forged Wire Stripper Data SheetDocument2 pages13 7X 8 Forged Wire Stripper Data SheetSonaina KhanPas encore d'évaluation
- Catalogo Fisica Cienytec SF 2017Document51 pagesCatalogo Fisica Cienytec SF 2017sapietiatuaPas encore d'évaluation
- Online Easy Friction: Detailed Friction Calculations For Rolling BearingsDocument4 pagesOnline Easy Friction: Detailed Friction Calculations For Rolling BearingsR BhattacharyaPas encore d'évaluation
- VentilationDocument29 pagesVentilationGaurika GroverPas encore d'évaluation
- Calculation of Von Mises Stress at Plastic DeformationDocument4 pagesCalculation of Von Mises Stress at Plastic DeformationMaurizio FalconieriPas encore d'évaluation
- AJVS - Pfeiffer HiPace - 80 - PMP03943 - Sales - and - RepairDocument1 pageAJVS - Pfeiffer HiPace - 80 - PMP03943 - Sales - and - RepairAgustin CesanPas encore d'évaluation
- Consequence Calculation (PRD)Document5 pagesConsequence Calculation (PRD)kaltumanikPas encore d'évaluation
- 1.service Manual GR-500EX-2 - C2-1EDocument34 pages1.service Manual GR-500EX-2 - C2-1ERobet carles100% (1)
- Escavadeira 922D ApresentaçãoDocument2 pagesEscavadeira 922D ApresentaçãoJeffsonFigueiredo100% (2)
- Department of Education: Care of Sewing MachineDocument6 pagesDepartment of Education: Care of Sewing MachineLorily B. AbadPas encore d'évaluation
- Safety Alert 06.2021 Engine Room FiresDocument7 pagesSafety Alert 06.2021 Engine Room FiresPRAVEEN SPas encore d'évaluation
- 1 1610 110Document4 pages1 1610 110MuhammedHafisPas encore d'évaluation
- Circuit Setter Bell & GrossetDocument6 pagesCircuit Setter Bell & GrossetKevinCostasCaceresPas encore d'évaluation
- 12d20106a Prestressed ConcreteDocument2 pages12d20106a Prestressed ConcretesooricivilPas encore d'évaluation
- 6043 137 - 4300DBL - TCDocument21 pages6043 137 - 4300DBL - TCABeery101_228907741Pas encore d'évaluation
- Breakthrough For Polyethylene Producers PDFDocument46 pagesBreakthrough For Polyethylene Producers PDFRajanSharmaPas encore d'évaluation
- 80-General CatalogueDocument1 page80-General CatalogueErik EstradaPas encore d'évaluation
- Case 580 M Series 3 PDFDocument2 370 pagesCase 580 M Series 3 PDFTeresa Marina Peralta100% (2)
- MM PT6T-3B 70-00Document32 pagesMM PT6T-3B 70-00Panca Xp100% (2)
- DISTILLATION UNIT 1 28.2.22 - WatermarkDocument26 pagesDISTILLATION UNIT 1 28.2.22 - WatermarkHardik ChauhanPas encore d'évaluation
- DFIG Vs FSC-Hydrovision 2016 NicoletDocument21 pagesDFIG Vs FSC-Hydrovision 2016 Nicoletle hoai NamPas encore d'évaluation
- Xanthan Gum: Product BulletinDocument2 pagesXanthan Gum: Product BulletinpeymanPas encore d'évaluation
- Experimental Research of Compressors in A Pet Bottles FactoryDocument18 pagesExperimental Research of Compressors in A Pet Bottles Factorydimitriu47Pas encore d'évaluation
- Module 6Document36 pagesModule 6Trushank PatelPas encore d'évaluation
- Elemen Mesin II GÇô TMS 310-P9Document26 pagesElemen Mesin II GÇô TMS 310-P9Dendi AlcyonePas encore d'évaluation
- Mee61 AssessmentDocument5 pagesMee61 AssessmentJoktanBelarminoPas encore d'évaluation
- New Holland LB75.B Loader Backhoe Parts Manual PDFDocument1 098 pagesNew Holland LB75.B Loader Backhoe Parts Manual PDFOFAM80% (5)
- ZF-AStronic Bus Repair Manual Level 1&2 - 1337 - 751 - 101 2003Document6 pagesZF-AStronic Bus Repair Manual Level 1&2 - 1337 - 751 - 101 2003مصطفى بهاءالدين محمد امين خدا كرم0% (1)
- Section - SporlanDocument19 pagesSection - SporlanRicardo Morán SilvaPas encore d'évaluation