Vous aimerez peut-être aussi
- Sandvik 25.22.2.Lmn: (Welding Wire)Document3 pagesSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lPas encore d'évaluation
- Datasheet Sanicro 60Document2 pagesDatasheet Sanicro 60Ismail JamaluddinPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Sandvik 22.15.3.L: (Welding Wire)Document2 pagesSandvik 22.15.3.L: (Welding Wire)marcos2509mpPas encore d'évaluation
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantD'EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Datasheet Sandvik 2212htDocument2 pagesDatasheet Sandvik 2212htDarryl007Pas encore d'évaluation
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasPas encore d'évaluation
- Datasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1Document3 pagesDatasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1bhuvandesignPas encore d'évaluation
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Document3 pagesDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystPas encore d'évaluation
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Document3 pagesDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kPas encore d'évaluation
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Document13 pagesDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesPas encore d'évaluation
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovPas encore d'évaluation
- Sandvik WeldingDocument3 pagesSandvik WeldingRam KadamPas encore d'évaluation
- Datasheet Sanicro 69Document1 pageDatasheet Sanicro 69Agustin CesanPas encore d'évaluation
- WIEM 908: C Si MN MoDocument1 pageWIEM 908: C Si MN MoagrinjoshPas encore d'évaluation
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelAde Aidil SyuhadaPas encore d'évaluation
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelPas encore d'évaluation
- Sandvik 3re60 Tube and Pipe, Seamless: DatasheetDocument10 pagesSandvik 3re60 Tube and Pipe, Seamless: DatasheetVinay TrivediPas encore d'évaluation
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoPas encore d'évaluation
- Sandvik SX PDFDocument1 pageSandvik SX PDFLéo FreitasPas encore d'évaluation
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Document1 pageL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuPas encore d'évaluation
- CuZn33 CatalogueDocument9 pagesCuZn33 CataloguefedericoPas encore d'évaluation
- Corwire Katalog YiceDocument54 pagesCorwire Katalog YiceAlexandar Marinkovic100% (1)
- Sandvik 253MA Data Sheet PDFDocument10 pagesSandvik 253MA Data Sheet PDFTee Klong RungPas encore d'évaluation
- Böhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantDocument1 pageBöhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantSerhii MishchenkoPas encore d'évaluation
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsPas encore d'évaluation
- Datasheet Sandvik SX enDocument2 pagesDatasheet Sandvik SX enMau Atenas PerezPas encore d'évaluation
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaPas encore d'évaluation
- S 23820 ENG Sanicro 60Document2 pagesS 23820 ENG Sanicro 60Koshy JohnPas encore d'évaluation
- Bohler S EMK 6Document1 pageBohler S EMK 6Enaam AtaallahPas encore d'évaluation
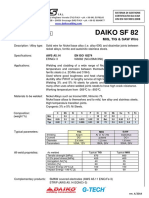
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocument1 pageDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinPas encore d'évaluation
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 125: LOW ALLOY STEEL (High Strength)satnamPas encore d'évaluation
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaPas encore d'évaluation
- Ok 78.16Document1 pageOk 78.16Mario IntikPas encore d'évaluation
- E9018 G Welding ElectrodeDocument1 pageE9018 G Welding ElectrodeSai PrasathPas encore d'évaluation
- TIG Bohler S ER70S G ER70S GDocument1 pageTIG Bohler S ER70S G ER70S GwahyuufoPas encore d'évaluation
- Datasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Document9 pagesDatasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Gonzalo AlarciaPas encore d'évaluation
- Spheroidal GraphiteDocument1 pageSpheroidal GraphiteS.Mohana sundaramPas encore d'évaluation
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1Pas encore d'évaluation
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuartePas encore d'évaluation
- Westermann Table 8Document1 pageWestermann Table 8muhd.qasimPas encore d'évaluation
- Low Alloy13Document5 pagesLow Alloy13Branko FerenčakPas encore d'évaluation
- 2205 Technical Data Sheet: Chemistry Mechanical PropertiesDocument6 pages2205 Technical Data Sheet: Chemistry Mechanical PropertiesJandri JacobPas encore d'évaluation
- E16 8 2Document4 pagesE16 8 2Branko FerenčakPas encore d'évaluation
- Smaw Type: Basic El-Cusn7Document1 pageSmaw Type: Basic El-Cusn7Abbas LkPas encore d'évaluation
- Product Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'João GuilhermePas encore d'évaluation
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoPas encore d'évaluation
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelInoCastilloPas encore d'évaluation
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamPas encore d'évaluation
- Electrode E70TGDocument1 pageElectrode E70TGkapsarcPas encore d'évaluation
- B - Boehler NiMo 1-IG - de - en - 5Document1 pageB - Boehler NiMo 1-IG - de - en - 5cristian popescuPas encore d'évaluation
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanPas encore d'évaluation
- Sandvik Saf 31803 Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik Saf 31803 Tube and Pipe, Seamless: DatasheetPaul NeedhamPas encore d'évaluation
- CWC-BookletF1 10Document1 pageCWC-BookletF1 10satnamPas encore d'évaluation
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandPas encore d'évaluation
- Cromarod Duplex B-1Document1 pageCromarod Duplex B-1Matija BušićPas encore d'évaluation
- API 510 Course Malaysia 2020Document6 pagesAPI 510 Course Malaysia 2020Ahmed Imtiaz RaoPas encore d'évaluation
- Kobelco TGS-2CML PDFDocument12 pagesKobelco TGS-2CML PDFphillipskincaidPas encore d'évaluation
- 11775, 11778 Tds Uhs Clear Coat - GBDocument2 pages11775, 11778 Tds Uhs Clear Coat - GBphillipskincaidPas encore d'évaluation
- FoxitReader73 ManualDocument209 pagesFoxitReader73 Manualcarlonso_scribdPas encore d'évaluation
- Kobelco TGS-2CML PDFDocument12 pagesKobelco TGS-2CML PDFphillipskincaidPas encore d'évaluation
- PAUTDocument8 pagesPAUTAli SalmanPas encore d'évaluation
- Careers BP Candidate Support Application ProcessDocument5 pagesCareers BP Candidate Support Application ProcessphillipskincaidPas encore d'évaluation
- Ut PDFDocument88 pagesUt PDFphillipskincaidPas encore d'évaluation
- Madina Books GlossaryDocument256 pagesMadina Books GlossaryMu IsPas encore d'évaluation
- Reference Chart - Velocity ChartDocument2 pagesReference Chart - Velocity ChartAnonymous AlhzFE9EVNPas encore d'évaluation
- Casio fx-570MS ManualDocument42 pagesCasio fx-570MS ManualNordin YusofPas encore d'évaluation
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedPas encore d'évaluation
- Binário de ApertoDocument1 pageBinário de ApertomiguelfpintoPas encore d'évaluation
- Careers BP Candidate Support Competency Based InterviewingDocument5 pagesCareers BP Candidate Support Competency Based InterviewingphillipskincaidPas encore d'évaluation
- kwt2003 04Document11 pageskwt2003 04phillipskincaidPas encore d'évaluation
- Traning Schedule 2018 PDFDocument1 pageTraning Schedule 2018 PDFprimayoPas encore d'évaluation
- Ultrasonic Inspection Velocity TableDocument2 pagesUltrasonic Inspection Velocity TableCesar Tochukwu NwokoPas encore d'évaluation
- 11775, 11778 Tds Uhs Clear Coat - GBDocument2 pages11775, 11778 Tds Uhs Clear Coat - GBphillipskincaidPas encore d'évaluation
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedPas encore d'évaluation
- Parttime IndonesianDocument2 pagesParttime IndonesianphillipskincaidPas encore d'évaluation
- Air Pre Heater BrochureDocument11 pagesAir Pre Heater Brochuretrung2iPas encore d'évaluation
- Ultrasonic Inspection Velocity TableDocument2 pagesUltrasonic Inspection Velocity TableCesar Tochukwu NwokoPas encore d'évaluation
- Careers BP Candidate Support Application ProcessDocument5 pagesCareers BP Candidate Support Application ProcessphillipskincaidPas encore d'évaluation
- Groove WeldsDocument8 pagesGroove WeldsNaveen KumarPas encore d'évaluation
- DW-Z100 Vs SS400Document22 pagesDW-Z100 Vs SS400phillipskincaidPas encore d'évaluation
- A FastenerTorqueChartsDocument2 pagesA FastenerTorqueChartsMuhammad JawadPas encore d'évaluation
- 2100 Lzi Primer PDFDocument1 page2100 Lzi Primer PDFphillipskincaidPas encore d'évaluation
- Water Wall Boiler Calculation PDFDocument6 pagesWater Wall Boiler Calculation PDFphillipskincaidPas encore d'évaluation
- Elad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086Document61 pagesElad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086james wrightPas encore d'évaluation
- Part TOEFLDocument7 pagesPart TOEFLFrisca Rahma DwinantiPas encore d'évaluation
- Imaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFDocument3 130 pagesImaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFthe gaangster100% (1)
- Speaking Quý 1 2024Document43 pagesSpeaking Quý 1 2024Khang HoàngPas encore d'évaluation
- RF Based Dual Mode RobotDocument17 pagesRF Based Dual Mode Robotshuhaibasharaf100% (2)
- Early Childhood Education and CareDocument53 pagesEarly Childhood Education and CareBianca ALbuquerquePas encore d'évaluation
- Paper 11-ICOSubmittedDocument10 pagesPaper 11-ICOSubmittedNhat Tan MaiPas encore d'évaluation
- Def - Pemf Chronic Low Back PainDocument17 pagesDef - Pemf Chronic Low Back PainFisaudePas encore d'évaluation
- His 101 Final ReportDocument15 pagesHis 101 Final ReportShohanur RahmanPas encore d'évaluation
- Visvesvaraya Technological University: Jnana Sangama, Belgavi-590018, Karnataka, INDIADocument7 pagesVisvesvaraya Technological University: Jnana Sangama, Belgavi-590018, Karnataka, INDIAShashi KaranPas encore d'évaluation
- ESG Conundrum PDFDocument30 pagesESG Conundrum PDFVijay Kumar SwamiPas encore d'évaluation
- Nursing Care Plan For AIDS HIVDocument3 pagesNursing Care Plan For AIDS HIVFARAH MAE MEDINA100% (2)
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDEPas encore d'évaluation
- Warranty FormDocument13 pagesWarranty FormEmpyrean Builders Corp.Pas encore d'évaluation
- The Elder Scrolls V Skyrim - New Lands Mod TutorialDocument1 175 pagesThe Elder Scrolls V Skyrim - New Lands Mod TutorialJonx0rPas encore d'évaluation
- ICSE Class 10 Chemistry Sample Mock Paper Term 2 Exam 2021 22Document5 pagesICSE Class 10 Chemistry Sample Mock Paper Term 2 Exam 2021 22dhruv sharmaPas encore d'évaluation
- System Administration ch01Document15 pagesSystem Administration ch01api-247871582Pas encore d'évaluation
- Practical Research 2 Group 11 RRL, Proposed Title and Answers To The QuestionsDocument14 pagesPractical Research 2 Group 11 RRL, Proposed Title and Answers To The QuestionsFeby Margaret AngPas encore d'évaluation
- Tablet Time - Student GuideDocument5 pagesTablet Time - Student GuideAyesha BaigPas encore d'évaluation
- Super Gene 1201-1300Document426 pagesSuper Gene 1201-1300Henri AtanganaPas encore d'évaluation
- Hasan Bin Ekram: Career ObjectiveDocument3 pagesHasan Bin Ekram: Career ObjectiveHasan SarikPas encore d'évaluation
- EVS (Yuva)Document88 pagesEVS (Yuva)dasbaldev73Pas encore d'évaluation
- Fisker Karma - Battery 12V Jump StartDocument2 pagesFisker Karma - Battery 12V Jump StartRedacTHORPas encore d'évaluation
- Outbound Idocs Code Error Event Severity Sap MeaningDocument2 pagesOutbound Idocs Code Error Event Severity Sap MeaningSummit YerawarPas encore d'évaluation
- EN 213 Vertintojui WWWDocument2 pagesEN 213 Vertintojui WWWMonika PetronytėPas encore d'évaluation
- Classroom Activty Rubrics Classroom Activty Rubrics: Total TotalDocument1 pageClassroom Activty Rubrics Classroom Activty Rubrics: Total TotalMay Almerez- WongPas encore d'évaluation
- Competent Testing Requirements As Per Factory ActDocument3 pagesCompetent Testing Requirements As Per Factory Actamit_lunia100% (1)
- Case Study On "Unilever in Brazil-Marketing Strategies For Low Income Consumers "Document15 pagesCase Study On "Unilever in Brazil-Marketing Strategies For Low Income Consumers "Deepak BajpaiPas encore d'évaluation
- Workshop Manual: 3LD 450 3LD 510 3LD 450/S 3LD 510/S 4LD 640 4LD 705 4LD 820Document33 pagesWorkshop Manual: 3LD 450 3LD 510 3LD 450/S 3LD 510/S 4LD 640 4LD 705 4LD 820Ilie Viorel75% (4)
- P&CDocument18 pagesP&Cmailrgn2176Pas encore d'évaluation
- Waste: One Woman’s Fight Against America’s Dirty SecretD'EverandWaste: One Woman’s Fight Against America’s Dirty SecretÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CD'EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CPas encore d'évaluation
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionD'EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionÉvaluation : 3 sur 5 étoiles3/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsD'EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsPas encore d'évaluation
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- The Cyanide Canary: A True Story of InjusticeD'EverandThe Cyanide Canary: A True Story of InjusticeÉvaluation : 4 sur 5 étoiles4/5 (52)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Centrifugal Pumps: Design and ApplicationD'EverandCentrifugal Pumps: Design and ApplicationÉvaluation : 2 sur 5 étoiles2/5 (7)
- Relativity and Geometry: Foundations and Philosophy of Science and Technology SeriesD'EverandRelativity and Geometry: Foundations and Philosophy of Science and Technology SeriesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyD'EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsD'EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsPas encore d'évaluation