Vous aimerez peut-être aussi
- Automatic Controls for Heating and Air Conditioning: Principles and ApplicationsD'EverandAutomatic Controls for Heating and Air Conditioning: Principles and ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (2)
- FlowmetersinwetsupsteamDocument8 pagesFlowmetersinwetsupsteamqmet.solPas encore d'évaluation
- Technical Information Multivariable ABB 266 SeriesDocument4 pagesTechnical Information Multivariable ABB 266 SerieszhamyrPas encore d'évaluation
- 26 - 11h30 Martin SchmahDocument7 pages26 - 11h30 Martin SchmahOmar BouamoudPas encore d'évaluation
- Gas MeasurementDocument126 pagesGas MeasurementDevend HarinkhedePas encore d'évaluation
- Experimental Investigation OPTIMUM Charge R290Document23 pagesExperimental Investigation OPTIMUM Charge R290Ustaz Zul Akmal100% (1)
- Chap 40 PDFDocument26 pagesChap 40 PDFnelson escuderoPas encore d'évaluation
- CIL Rotameters CBGN 2016Document8 pagesCIL Rotameters CBGN 2016Hisham ABD ALRASOULPas encore d'évaluation
- 380K Portable TriGas Analyzer 2014Document2 pages380K Portable TriGas Analyzer 2014Arzu Akar100% (1)
- Gas MeterDocument10 pagesGas MetercadtechnologiesdesignPas encore d'évaluation
- The New Equation of Steam Quality and The Evaluation of Nonradioactive Tracer Method in PWR Steam GeneratorsDocument13 pagesThe New Equation of Steam Quality and The Evaluation of Nonradioactive Tracer Method in PWR Steam GeneratorsJanice Carandang AldayPas encore d'évaluation
- Guiding Channels Effect On The Thermal Performance of Wet Cooling Towers Subjected To CrosswindsDocument35 pagesGuiding Channels Effect On The Thermal Performance of Wet Cooling Towers Subjected To Crosswindsankur56iitPas encore d'évaluation
- 3fd1 PDFDocument8 pages3fd1 PDFPrajyot Kumar MishraPas encore d'évaluation
- Equipment inDocument5 pagesEquipment inAmmy kPas encore d'évaluation
- Best Maintenance Practices/ Condition Monitoring For Reliability of EHV Substation EquipmentsDocument76 pagesBest Maintenance Practices/ Condition Monitoring For Reliability of EHV Substation EquipmentsPhani Kumar100% (1)
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTAPas encore d'évaluation
- Humidificador CCT y CeDocument5 pagesHumidificador CCT y CeMari Angeles Martinez MelladoPas encore d'évaluation
- BUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFDocument5 pagesBUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFGeorge MarkasPas encore d'évaluation
- Matz 7Document29 pagesMatz 7Ritesh Jaiswal100% (1)
- Hot Wire AnnemometerDocument30 pagesHot Wire AnnemometerMotasemPas encore d'évaluation
- Evap Coolingfor Line ShopsDocument3 pagesEvap Coolingfor Line ShopsFrans BroodrykPas encore d'évaluation
- Datasheet Sensor MQ9Document3 pagesDatasheet Sensor MQ9Harold CaraballoPas encore d'évaluation
- Cooling Tower IITDDocument32 pagesCooling Tower IITDsnehangshu06Pas encore d'évaluation
- Interview Questions For Chemical EngineeringDocument6 pagesInterview Questions For Chemical EngineeringNikunj PatelPas encore d'évaluation
- 2020 06 Baboo Advanced Level Transmitters For Urea - Carbamate ServicesDocument11 pages2020 06 Baboo Advanced Level Transmitters For Urea - Carbamate ServicesTalal MehfoozPas encore d'évaluation
- ABB Level TransmitterDocument8 pagesABB Level TransmitterNithin NambiarPas encore d'évaluation
- Iec 60041Document10 pagesIec 60041João Marcos Monteiro BernardesPas encore d'évaluation
- CemDocument4 pagesCemAugusto Fava SanchesPas encore d'évaluation
- Boiler Drum Level Control in Thermal Power Plant 2016Document5 pagesBoiler Drum Level Control in Thermal Power Plant 2016Ali AlmisbahPas encore d'évaluation
- MeasurIT KTek KM26 Application Power Plants 0807Document2 pagesMeasurIT KTek KM26 Application Power Plants 0807cwiejkowskaPas encore d'évaluation
- Aprea 2002Document14 pagesAprea 2002VIKNESWARAN S KPas encore d'évaluation
- Two-Phase Flow in High-Heat-Flux Micro-Channel HeaDocument15 pagesTwo-Phase Flow in High-Heat-Flux Micro-Channel HeaNishanta BasisthaPas encore d'évaluation
- Validation of Custody Transfer Metering Skid at Site After Laboratory ProvingDocument8 pagesValidation of Custody Transfer Metering Skid at Site After Laboratory Provingkamala 123Pas encore d'évaluation
- Evaluating The Efficiency of Low Pressure Part of Steam Turbines Based On Probing MeasurementsDocument16 pagesEvaluating The Efficiency of Low Pressure Part of Steam Turbines Based On Probing MeasurementsmistrycsPas encore d'évaluation
- Unit 3 ReviewDocument34 pagesUnit 3 ReviewزهديابوانسPas encore d'évaluation
- Catalogo Vortex FlowmeterDocument24 pagesCatalogo Vortex FlowmeterIzanPas encore d'évaluation
- Application Data Calibrating Contacting Conductivity Sensors en 70580Document4 pagesApplication Data Calibrating Contacting Conductivity Sensors en 70580Yesid DiazPas encore d'évaluation
- Devices For Field Determination of H O in Natural GasDocument4 pagesDevices For Field Determination of H O in Natural GasJosé Hernández VázquezPas encore d'évaluation
- Condenser Vacuum Improvement Stage-IDocument23 pagesCondenser Vacuum Improvement Stage-Inetygen1100% (2)
- Unit 31Document37 pagesUnit 31mahesh reddyPas encore d'évaluation
- Drum Level Measurement 5689463fb873aDocument49 pagesDrum Level Measurement 5689463fb873aSteve WanPas encore d'évaluation
- Vortex Flowmeter ManualDocument31 pagesVortex Flowmeter ManualRoLopPas encore d'évaluation
- Water Gas Shift (WGS)Document4 pagesWater Gas Shift (WGS)Gabriel Mendoza Santa CruzPas encore d'évaluation
- Automatic Boiler ControlDocument16 pagesAutomatic Boiler ControlbadpplPas encore d'évaluation
- Manual - IPC Lab 7th SemesterDocument34 pagesManual - IPC Lab 7th SemesterWaqar MahrPas encore d'évaluation
- Diagnosis and Fault Findings On Power Transformers: Presentation 10.1Document8 pagesDiagnosis and Fault Findings On Power Transformers: Presentation 10.1carlos suarezPas encore d'évaluation
- Bosch MAF SensorsDocument2 pagesBosch MAF Sensorstyby3100% (1)
- Gestra Level Control Monitoring LimitationDocument7 pagesGestra Level Control Monitoring LimitationVoicu StanesePas encore d'évaluation
- Loading Metering Skids LPG 050/080: Certified and Standardized Solutions For Custody Transfer ApplicationsDocument4 pagesLoading Metering Skids LPG 050/080: Certified and Standardized Solutions For Custody Transfer ApplicationsB rgPas encore d'évaluation
- Technical Design and RequirementsDocument51 pagesTechnical Design and RequirementsArman Jade LazartePas encore d'évaluation
- Instrumentation Lab: Malla Reddy Engineering College (Autonomous) Department of Mechanical EngineeringDocument34 pagesInstrumentation Lab: Malla Reddy Engineering College (Autonomous) Department of Mechanical EngineeringRavi KumarPas encore d'évaluation
- Tower WaterDocument6 pagesTower WaterberanoshPas encore d'évaluation
- AGA 2011 PPT Comparison of Dewpoint Methods Natural GasDocument36 pagesAGA 2011 PPT Comparison of Dewpoint Methods Natural Gasalbert_ben13Pas encore d'évaluation
- Xxii. Measurements and Controls in Boiler PlantDocument16 pagesXxii. Measurements and Controls in Boiler PlantRajneesh VachaspatiPas encore d'évaluation
- Thermo Exp Refrigeration Cycle ReportDocument11 pagesThermo Exp Refrigeration Cycle Reportbaemaejor100% (1)
- IEEE 2012 TUTORIAL On Significance of Using Proper Conductor TemperatureDocument11 pagesIEEE 2012 TUTORIAL On Significance of Using Proper Conductor TemperatureAlexis Fernandez CordovaPas encore d'évaluation
- Fractionation of PetroleumDocument25 pagesFractionation of PetroleumAnand kesanakurtiPas encore d'évaluation
- A Modern Course in Statistical PhysicsD'EverandA Modern Course in Statistical PhysicsÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Hydraulics of Closed Conduit Spillways: Esetstiea!. C$PyDocument62 pagesHydraulics of Closed Conduit Spillways: Esetstiea!. C$PyJoelCristobalPas encore d'évaluation
- PR 359Document114 pagesPR 359JoelCristobalPas encore d'évaluation
- Vastago EmboloDocument1 pageVastago EmboloJoelCristobalPas encore d'évaluation
- PR 006Document166 pagesPR 006JoelCristobalPas encore d'évaluation
- PR 101Document74 pagesPR 101JoelCristobalPas encore d'évaluation
- ASME STD B30.12 Handling Loads Suspended From Rotorcraft (2011)Document36 pagesASME STD B30.12 Handling Loads Suspended From Rotorcraft (2011)JoelCristobalPas encore d'évaluation
- Inspection and Heat Treatment SummaryDocument1 pageInspection and Heat Treatment SummaryJoelCristobalPas encore d'évaluation
- 87 SDRDocument124 pages87 SDRJoelCristobalPas encore d'évaluation
- 780 PDocument12 pages780 PJoelCristobalPas encore d'évaluation
- Nalco Elimin-Ox®: Material Safety Data SheetDocument11 pagesNalco Elimin-Ox®: Material Safety Data SheetJoelCristobalPas encore d'évaluation
- Radiant Cooling Design Manual PDFDocument230 pagesRadiant Cooling Design Manual PDFJoelCristobal100% (1)
- CMAA Crane Duty Classifications PDFDocument1 pageCMAA Crane Duty Classifications PDFJoelCristobalPas encore d'évaluation
- Advanced Material Handling BrochureDocument8 pagesAdvanced Material Handling BrochureJoelCristobalPas encore d'évaluation
- Sodium Sulfite Solubility CurveDocument1 pageSodium Sulfite Solubility CurveJoelCristobalPas encore d'évaluation
- Low-Energy Cooling of Rooms With Chilled Ceilings and Ceiling-Mounted DevicesDocument13 pagesLow-Energy Cooling of Rooms With Chilled Ceilings and Ceiling-Mounted DevicesJoelCristobalPas encore d'évaluation
- Itt Best Practice 08Document3 pagesItt Best Practice 08JoelCristobalPas encore d'évaluation
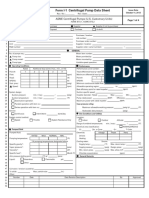
- Centrifugal Pump Data SheetDocument4 pagesCentrifugal Pump Data SheetJohnPas encore d'évaluation
- The Handbook of Hazardous Materials Spills Technology 39. Sodium CyanideDocument22 pagesThe Handbook of Hazardous Materials Spills Technology 39. Sodium CyanideJoelCristobal100% (1)
- Sun Nuclear 3D SCANNERDocument7 pagesSun Nuclear 3D SCANNERFranco OrlandoPas encore d'évaluation
- RetrieveDocument8 pagesRetrieveSahian Montserrat Angeles HortaPas encore d'évaluation
- MLT Torque Ring Field Make-Up HandbookDocument44 pagesMLT Torque Ring Field Make-Up HandbookKolawole Adisa100% (2)
- Process Interactions PDFDocument1 pageProcess Interactions PDFXionPas encore d'évaluation
- VISCOROL Series - Magnetic Level Indicators: DescriptionDocument4 pagesVISCOROL Series - Magnetic Level Indicators: DescriptionRaduPas encore d'évaluation
- Belimo Fire & Smoke Damper ActuatorsDocument16 pagesBelimo Fire & Smoke Damper ActuatorsSrikanth TagorePas encore d'évaluation
- Brief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical AnalysisDocument67 pagesBrief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical Analysisanon_136103548Pas encore d'évaluation
- Windsor Machines LimitedDocument12 pagesWindsor Machines LimitedAlaina LongPas encore d'évaluation
- Delta PresentationDocument36 pagesDelta Presentationarch_ianPas encore d'évaluation
- IP Based Fingerprint Access Control & Time Attendance: FeatureDocument2 pagesIP Based Fingerprint Access Control & Time Attendance: FeaturenammarisPas encore d'évaluation
- UCAT SJT Cheat SheetDocument3 pagesUCAT SJT Cheat Sheetmatthewgao78Pas encore d'évaluation
- ArpitResumeISM PDFDocument1 pageArpitResumeISM PDFchethan rPas encore d'évaluation
- Validation of AnalyticalDocument307 pagesValidation of AnalyticalJagdish ChanderPas encore d'évaluation
- (ENG) Visual Logic Robot ProgrammingDocument261 pages(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Nisha Rough DraftDocument50 pagesNisha Rough DraftbharthanPas encore d'évaluation
- FBW Manual-Jan 2012-Revised and Corrected CS2Document68 pagesFBW Manual-Jan 2012-Revised and Corrected CS2Dinesh CandassamyPas encore d'évaluation
- Sign Language To Speech ConversionDocument6 pagesSign Language To Speech ConversionGokul RajaPas encore d'évaluation
- Dmta 20043 01en Omniscan SX UserDocument90 pagesDmta 20043 01en Omniscan SX UserwenhuaPas encore d'évaluation
- Petitioner's Response To Show CauseDocument95 pagesPetitioner's Response To Show CauseNeil GillespiePas encore d'évaluation
- LICDocument82 pagesLICTinu Burmi Anand100% (2)
- Steam Source Book PDFDocument108 pagesSteam Source Book PDFJose Levican A100% (1)
- Icom IC F5021 F6021 ManualDocument24 pagesIcom IC F5021 F6021 ManualAyam ZebossPas encore d'évaluation
- Projects: Term ProjectDocument2 pagesProjects: Term ProjectCoursePinPas encore d'évaluation
- MCoal Coal July Investor SlidesDocument26 pagesMCoal Coal July Investor SlidesMCoaldataPas encore d'évaluation
- STM Series Solar ControllerDocument2 pagesSTM Series Solar ControllerFaris KedirPas encore d'évaluation
- VoLTE KPI Performance - E2EDocument20 pagesVoLTE KPI Performance - E2EAnway Mohanty100% (1)
- Epenisa 2Document9 pagesEpenisa 2api-316852165100% (1)
- Test Bank For American Corrections Concepts and Controversies 2nd Edition Barry A Krisberg Susan Marchionna Christopher J HartneyDocument36 pagesTest Bank For American Corrections Concepts and Controversies 2nd Edition Barry A Krisberg Susan Marchionna Christopher J Hartneyvaultedsacristya7a11100% (30)
- Prevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaDocument10 pagesPrevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaKIU PUBLICATION AND EXTENSIONPas encore d'évaluation
- Dr. Li Li Prof. Feng Wu Beijing Institute of TechnologyDocument20 pagesDr. Li Li Prof. Feng Wu Beijing Institute of TechnologyNarasimman NarayananPas encore d'évaluation