Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- 100 Great War Movies-Robert Niemi PDFDocument394 pages100 Great War Movies-Robert Niemi PDFJuan Camaney Xngon100% (1)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Laminated Composite Stiffened Panels Application and BehaviourDocument46 pagesLaminated Composite Stiffened Panels Application and BehaviourHemendra Jain100% (1)
- Ship Corrosion - Cathodic Protection and Sacrificial AnodesDocument17 pagesShip Corrosion - Cathodic Protection and Sacrificial Anodese. barajas100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- SSP421 Body BasicsDocument76 pagesSSP421 Body Basicsmamuko100% (3)
- Basic Metatrader 5 GuideDocument22 pagesBasic Metatrader 5 GuideDavid Al100% (1)
- ASME B31.8 Wall Thickness CalculationDocument23 pagesASME B31.8 Wall Thickness Calculationisrar khan100% (2)
- Non Destructive Testing MethodsDocument186 pagesNon Destructive Testing Methodspatil_nana805567% (3)
- Ms-Mech-10, Ms Fabrication of PipingDocument13 pagesMs-Mech-10, Ms Fabrication of PipingBabar Manzoor GhauriPas encore d'évaluation
- FV 623 CatalogDocument50 pagesFV 623 CatalogOmar Coronado50% (2)
- A Guide To Ship Repair Estimates in Man-Hours-2nd Edition-2012 PDFDocument125 pagesA Guide To Ship Repair Estimates in Man-Hours-2nd Edition-2012 PDFJuan Camaney XngonPas encore d'évaluation
- Anchoring Practice (T.idzikovski 2001)Document98 pagesAnchoring Practice (T.idzikovski 2001)Mikhail Buyankin100% (1)
- ASME B31.3 wall thickness calcDocument11 pagesASME B31.3 wall thickness calcAnonymous wIPMQ5rhPas encore d'évaluation
- Design DocumentDocument10 pagesDesign DocumentLiza WoodsPas encore d'évaluation
- Aisc Shapes Database v15.0Document14 pagesAisc Shapes Database v15.0ErickSimonPas encore d'évaluation
- Technical Guidance Notes: Level 2, No. 13Document4 pagesTechnical Guidance Notes: Level 2, No. 13Τε ΧνηPas encore d'évaluation
- Fire Load CalculationDocument6 pagesFire Load CalculationGunvant Patel91% (11)
- 20K DWT Bulk Carrier Tech SpecDocument97 pages20K DWT Bulk Carrier Tech Specİbrahim Aydın100% (4)
- IONE-VP-02-H-001-075 - Rv11 - C - INSTRUMENT ALARM AND TRIP LIST - R11Document3 pagesIONE-VP-02-H-001-075 - Rv11 - C - INSTRUMENT ALARM AND TRIP LIST - R11dhiaa mohammedPas encore d'évaluation
- ASME B31.4 Riser CalcDocument14 pagesASME B31.4 Riser CalcCastorNoroñoPas encore d'évaluation
- #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0!Document7 pages#Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0!Sefa CetinkayaPas encore d'évaluation
- Draft Survey - Specimen of Calculation - Marine and Cargo SurveyorsDocument15 pagesDraft Survey - Specimen of Calculation - Marine and Cargo SurveyorsJuan Camaney XngonPas encore d'évaluation
- GL 10Document99 pagesGL 10juanPas encore d'évaluation
- Draft Survey - The Accuracy and Factors Effecting Marine Surveyor InformationDocument5 pagesDraft Survey - The Accuracy and Factors Effecting Marine Surveyor InformationJuan Camaney XngonPas encore d'évaluation
- Paper OBM FinalDocument10 pagesPaper OBM FinalJuan Camaney XngonPas encore d'évaluation
- Brochure A0-A15 Internal Door DatasheetDocument1 pageBrochure A0-A15 Internal Door DatasheetJuan Camaney XngonPas encore d'évaluation
- The Construction of An A60 Fire Rated Door PDFDocument2 pagesThe Construction of An A60 Fire Rated Door PDFJuan Camaney XngonPas encore d'évaluation
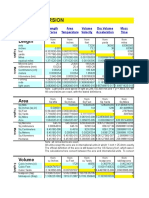
- Unit Conversion: LengthDocument35 pagesUnit Conversion: LengthAnonymous 8aj9gk7GCLPas encore d'évaluation
- Boskalis Installation BrochureDocument11 pagesBoskalis Installation BrochureJuan Camaney XngonPas encore d'évaluation
- The Temperature Scales On Thermometers: How Are They Related?Document7 pagesThe Temperature Scales On Thermometers: How Are They Related?Juan Camaney XngonPas encore d'évaluation
- 10 5923 J Mechanics 20140403 02Document12 pages10 5923 J Mechanics 20140403 02Juan Camaney XngonPas encore d'évaluation
- TALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGDocument36 pagesTALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGCORE Materials100% (1)
- The Temperature Scales On Thermometers: How Are They Related?Document7 pagesThe Temperature Scales On Thermometers: How Are They Related?Juan Camaney XngonPas encore d'évaluation
- Unit Conversion: LengthDocument35 pagesUnit Conversion: LengthAnonymous 8aj9gk7GCLPas encore d'évaluation
- Temperature ScalesDocument3 pagesTemperature ScalesJuan Camaney XngonPas encore d'évaluation
- Galvanic Anode Selection and Design ConsiderationsDocument58 pagesGalvanic Anode Selection and Design ConsiderationsJuan Camaney XngonPas encore d'évaluation
- RtosDocument78 pagesRtossekinPas encore d'évaluation
- MESL - Differential Equation 2Document9 pagesMESL - Differential Equation 2Mark-Lorie Duculan NonesPas encore d'évaluation
- RGD AccessAbility Handbook 2015 ForWebFINAL-s PDFDocument32 pagesRGD AccessAbility Handbook 2015 ForWebFINAL-s PDFtiago87pintoPas encore d'évaluation
- GaAs solar cell modeling improves efficiencyDocument4 pagesGaAs solar cell modeling improves efficiencyTarak BenslimanePas encore d'évaluation
- Static Analysis of VMC Spindle For Maximum Cutting Force: Mahesh M. Ghadage Prof. Anurag V. KarandeDocument5 pagesStatic Analysis of VMC Spindle For Maximum Cutting Force: Mahesh M. Ghadage Prof. Anurag V. Karandefujy fujyPas encore d'évaluation
- Design of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingDocument9 pagesDesign of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingRamiro ChairezPas encore d'évaluation
- JT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioDocument7 pagesJT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioWarren LeePas encore d'évaluation
- Environmental Engineering - Civil Engineering - McGill UniversityDocument4 pagesEnvironmental Engineering - Civil Engineering - McGill Universityamrin jannatPas encore d'évaluation
- OpenDSS Level 1 TrainingDocument85 pagesOpenDSS Level 1 Trainingraul_bsu100% (1)
- High-Efficiency Controllers for Notebook ComputersDocument28 pagesHigh-Efficiency Controllers for Notebook ComputerscPas encore d'évaluation
- Net Positive Suction HeadDocument4 pagesNet Positive Suction Headjorge alarconPas encore d'évaluation
- Killexams HPE0 S46 Real Exam Questions Answers PDFDocument6 pagesKillexams HPE0 S46 Real Exam Questions Answers PDFopen_666Pas encore d'évaluation
- Charge AmpsDocument5 pagesCharge AmpsKrishnamurthy AnantharamakrishnanPas encore d'évaluation
- Effects of Cryogenic Cooling on Grinding Forces, Temperature and Residual StressesDocument9 pagesEffects of Cryogenic Cooling on Grinding Forces, Temperature and Residual StressesChirag JainPas encore d'évaluation
- TBR Wipro LeanDocument8 pagesTBR Wipro LeanAnonymous fVnV07HPas encore d'évaluation
- Database Normalization Is The Process of Organizing The Fields and Tables of A Relational Database To Minimize RedundancyDocument2 pagesDatabase Normalization Is The Process of Organizing The Fields and Tables of A Relational Database To Minimize RedundancyStan DitonaPas encore d'évaluation
- Carcass Chilling Systems and Their Impact On Meat Quality - Pig Articles From The Pig SiteDocument3 pagesCarcass Chilling Systems and Their Impact On Meat Quality - Pig Articles From The Pig SiteJose Romanillos VelascoPas encore d'évaluation
- Projection Achievement ReportDocument8 pagesProjection Achievement ReportPskaruppiah KarupsPas encore d'évaluation
- Radiography 2 ProcedureDocument9 pagesRadiography 2 ProceduresheikmoinPas encore d'évaluation
- Topaz HTC English Manual PDFDocument232 pagesTopaz HTC English Manual PDFRafael AdrianPas encore d'évaluation
- Heat Exchangers: T T T TDocument11 pagesHeat Exchangers: T T T Tcjc0706Pas encore d'évaluation