Vous aimerez peut-être aussi
- STP35785SDocument26 pagesSTP35785SAli SherPas encore d'évaluation
- Is417 Ettringite Formation and The Performance of ConcreteDocument16 pagesIs417 Ettringite Formation and The Performance of ConcreteMayank Singh100% (1)
- Developing A More Rapid Test To Assess Sulfate Resistance of Hydraulic CementsDocument12 pagesDeveloping A More Rapid Test To Assess Sulfate Resistance of Hydraulic CementsShakeel Ahmad WaseemPas encore d'évaluation
- 02.4-Cement-Part 4Document27 pages02.4-Cement-Part 4Khaldoon SlaiaiPas encore d'évaluation
- Time To Failure For Concrete Exposed To Severe Sulfate AttackDocument7 pagesTime To Failure For Concrete Exposed To Severe Sulfate AttackTomás Venegas PardoPas encore d'évaluation
- Reappraisal of The Autoclave Expansion TestDocument26 pagesReappraisal of The Autoclave Expansion TestCristián JiménezPas encore d'évaluation
- Sulphate Attack and Chloride PenetrationDocument8 pagesSulphate Attack and Chloride PenetrationMahmood MuftiPas encore d'évaluation
- PFA Role in Preventing Thaumasite AttackDocument11 pagesPFA Role in Preventing Thaumasite AttackalbukharirPas encore d'évaluation
- The Effect of Alkalis On The Properties of Portland Cement: Anbar Journal For Engineering SciencesDocument14 pagesThe Effect of Alkalis On The Properties of Portland Cement: Anbar Journal For Engineering Sciencesmosinghi AmosPas encore d'évaluation
- Astm c150 Type 2Document14 pagesAstm c150 Type 2Dae Yeol KimPas encore d'évaluation
- The Use of Limestone in Portland Cements - Effect On Thaumasite Form of Sulfate Attack PDFDocument10 pagesThe Use of Limestone in Portland Cements - Effect On Thaumasite Form of Sulfate Attack PDFTran Huynh NamPas encore d'évaluation
- The Effect of Alkalis On The Properties of Portland CementDocument15 pagesThe Effect of Alkalis On The Properties of Portland CementfaheemqcPas encore d'évaluation
- Pr7.Irassar Disc. 2000Document2 pagesPr7.Irassar Disc. 2000Tarek ChikerPas encore d'évaluation
- Effect of y Ash and Silica Fume On Compressive Strength of Self-Compacting Concrete Under Different Curing ConditionsDocument8 pagesEffect of y Ash and Silica Fume On Compressive Strength of Self-Compacting Concrete Under Different Curing ConditionsgeostaterPas encore d'évaluation
- Carbonation of Concrete Structures in Hot Dry Coastal RegionsDocument7 pagesCarbonation of Concrete Structures in Hot Dry Coastal RegionsTarek ChikerPas encore d'évaluation
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDocument17 pagesCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulPas encore d'évaluation
- دورة تدريبية يدوية في الخرسانة الخرسانة للديمومة 2Document102 pagesدورة تدريبية يدوية في الخرسانة الخرسانة للديمومة 2HumamPas encore d'évaluation
- Art:10.1617/s11527 008 9356 ZDocument23 pagesArt:10.1617/s11527 008 9356 ZTarek ChikerPas encore d'évaluation
- High-Magnesia Portland CementsDocument12 pagesHigh-Magnesia Portland CementsyinglvPas encore d'évaluation
- Delayed Ettringite Formation (DEF)Document11 pagesDelayed Ettringite Formation (DEF)Manuka WimalasiriPas encore d'évaluation
- Fin 00357Document9 pagesFin 00357AhmedPas encore d'évaluation
- (2018) Experimental Design of A Well Cement Slurry For Rapid Gel Strength DevelopmentDocument10 pages(2018) Experimental Design of A Well Cement Slurry For Rapid Gel Strength DevelopmentRamón RamalhoPas encore d'évaluation
- Use of Large Quantities of Fly Ash in Concrete: US Army Corps of EngineersDocument45 pagesUse of Large Quantities of Fly Ash in Concrete: US Army Corps of Engineersadnan-hPas encore d'évaluation
- Specifying For Use in Concrete: Fly AshDocument7 pagesSpecifying For Use in Concrete: Fly AshSanjay MurthyPas encore d'évaluation
- Corrosion Control CementMortarLiningsDocument8 pagesCorrosion Control CementMortarLiningsSohail HanifPas encore d'évaluation
- Mgo in Portland CementDocument19 pagesMgo in Portland CementYuniar Luthfia ListyadeviPas encore d'évaluation
- Art - Influence of The Cement Type On The Resistance of Concrete To Feed AcidsDocument9 pagesArt - Influence of The Cement Type On The Resistance of Concrete To Feed AcidsDEIVYD HEIVYSON DIOGENES COSTAPas encore d'évaluation
- Expansion of Cements. Cause and ControlDocument2 pagesExpansion of Cements. Cause and ControlCristián JiménezPas encore d'évaluation
- Zheng 1991Document9 pagesZheng 1991Marcos Lopez-CarrascoPas encore d'évaluation
- Importance of Microstructural Understanding For Durable and Sustainable ConcreteDocument8 pagesImportance of Microstructural Understanding For Durable and Sustainable ConcreteAnimesh BiswasPas encore d'évaluation
- Durability LWFCDocument15 pagesDurability LWFCMohdhafizFaiz MdAliPas encore d'évaluation
- SPE-191822-18ERM-MS Smart Expandable Polymer Cement Additive To Improve Zonal IsolationDocument9 pagesSPE-191822-18ERM-MS Smart Expandable Polymer Cement Additive To Improve Zonal IsolationRehman Hasan TyebPas encore d'évaluation
- Corrosion Performance of Medium-Strength and Silica Fume High-Strength Reinforced Concrete in A Chloride SolutionDocument8 pagesCorrosion Performance of Medium-Strength and Silica Fume High-Strength Reinforced Concrete in A Chloride SolutionanupamrawalPas encore d'évaluation
- Spe/Iadc 25697 Cao-And/Or Mgo-Swelling Cements: A Key For Providing A Better Annular Sealing?Document16 pagesSpe/Iadc 25697 Cao-And/Or Mgo-Swelling Cements: A Key For Providing A Better Annular Sealing?CoolProphetPas encore d'évaluation
- Effect of Curing Methods On Strength and Durability of Concrete Under Hot Weather Conditions 2013 Cement and Concrete CompositesDocument10 pagesEffect of Curing Methods On Strength and Durability of Concrete Under Hot Weather Conditions 2013 Cement and Concrete CompositesWilliam GossPas encore d'évaluation
- Durability of Portland Blast-Furnace Slag Cement ConcreteDocument11 pagesDurability of Portland Blast-Furnace Slag Cement ConcreteMJundiPas encore d'évaluation
- The Need For Establishing A Moisture Expansion Convention For The Analysis of Tiling System FailuresDocument12 pagesThe Need For Establishing A Moisture Expansion Convention For The Analysis of Tiling System FailuresAnh TranPas encore d'évaluation
- Strength Behavior of Mortar Using Slag As Partial Replacement of CementDocument10 pagesStrength Behavior of Mortar Using Slag As Partial Replacement of Cementteguh widayatPas encore d'évaluation
- Iadc/Spe: IADC/SPE 17258 Development and Use of A Gas Right CementDocument11 pagesIadc/Spe: IADC/SPE 17258 Development and Use of A Gas Right CementpaimanPas encore d'évaluation
- Durability Evaluation of Geopolymer and Conventional Concretes PDFDocument12 pagesDurability Evaluation of Geopolymer and Conventional Concretes PDFJay PatelPas encore d'évaluation
- Cniai 34686 0003Document45 pagesCniai 34686 0003Nirosha Dilrangi PereraPas encore d'évaluation
- A Mathematical Model For Predicting Autoclave Expansion For Iraqi Portland CementsDocument9 pagesA Mathematical Model For Predicting Autoclave Expansion For Iraqi Portland Cementsratnawati poppyPas encore d'évaluation
- Chapter 00 Introduction Well Cementing - SchlumbergerDocument4 pagesChapter 00 Introduction Well Cementing - Schlumbergermin thantPas encore d'évaluation
- Out-8 Copy 2Document8 pagesOut-8 Copy 2VienRiveraPas encore d'évaluation
- Hydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderDocument9 pagesHydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderyinglvPas encore d'évaluation
- SN2916a PDFDocument21 pagesSN2916a PDFChalbelaroPas encore d'évaluation
- Cement Testing and Its Importance in Quality ofDocument22 pagesCement Testing and Its Importance in Quality ofGaneshPas encore d'évaluation
- Performance of Slag Concrete in Marine Environment: Aci Materials Journal Technical PaperDocument7 pagesPerformance of Slag Concrete in Marine Environment: Aci Materials Journal Technical PaperangthiankongPas encore d'évaluation
- Accelerating AdmixturesDocument5 pagesAccelerating AdmixturesFaraz TariqPas encore d'évaluation
- ADAA Technical Note 8Document3 pagesADAA Technical Note 8batquanPas encore d'évaluation
- OW15 Geopolymer Concrete No Longer Labcrete Rev1Document10 pagesOW15 Geopolymer Concrete No Longer Labcrete Rev1BluesKyPas encore d'évaluation
- Adaa Technical Note 4Document3 pagesAdaa Technical Note 4eep1977Pas encore d'évaluation
- Effect of Curing Technique and Temperature Variation On Strength of ConcreteDocument10 pagesEffect of Curing Technique and Temperature Variation On Strength of ConcreteSaad IlyasPas encore d'évaluation
- SCM, MitigateDocument11 pagesSCM, MitigatejeyakaranPas encore d'évaluation
- Ceramicrete Mehanical PropertiesDocument7 pagesCeramicrete Mehanical PropertiesrpazhanimalaPas encore d'évaluation
- Fly AshDocument3 pagesFly AshBatepola BacPas encore d'évaluation
- No27 Effect of Slag Cement On Shrinkage in ConcreteDocument2 pagesNo27 Effect of Slag Cement On Shrinkage in Concretetzeliang_lPas encore d'évaluation
- Analysis and Design Af A Stabilized Fly-Ash As Pavement Base MaterialDocument12 pagesAnalysis and Design Af A Stabilized Fly-Ash As Pavement Base MaterialAndream_56pjhmPas encore d'évaluation
- Effect of Fly Ash On Durability of Leightweight ConcreteDocument10 pagesEffect of Fly Ash On Durability of Leightweight ConcreteRadna kurniasariPas encore d'évaluation
- Cement Conversions Ref GuideDocument2 pagesCement Conversions Ref Guidephaniraj.kPas encore d'évaluation
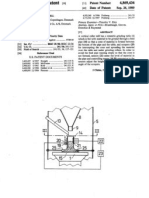
- Us 4715544Document6 pagesUs 4715544phaniraj.kPas encore d'évaluation
- Cement Grinding OPtimizationDocument13 pagesCement Grinding OPtimizationTgemunuPas encore d'évaluation
- Us 4715544Document6 pagesUs 4715544phaniraj.kPas encore d'évaluation
- Us 4869434Document6 pagesUs 4869434phaniraj.kPas encore d'évaluation
- I Beam Price ListDocument52 pagesI Beam Price ListRenalyn Andrade100% (8)
- Astm f1554 Grade 36Document9 pagesAstm f1554 Grade 36francis jimenezPas encore d'évaluation
- Unit Weight or Density of Different Construction MaterialsDocument2 pagesUnit Weight or Density of Different Construction MaterialsHari RPas encore d'évaluation
- Suppliers With Similar Grades: JIS G3101 Grade SS540 Polymer Metal Composite Ceramic Glass Biological MaterialDocument3 pagesSuppliers With Similar Grades: JIS G3101 Grade SS540 Polymer Metal Composite Ceramic Glass Biological MaterialhanazahrPas encore d'évaluation
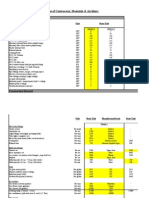
- House Building Cost DataDocument17 pagesHouse Building Cost Datasyed usman wazir100% (7)
- Sikadur - 32 Normal: 2-Part Structural Epoxy Bonding AgentDocument4 pagesSikadur - 32 Normal: 2-Part Structural Epoxy Bonding AgentFarhanSyarifPas encore d'évaluation
- Pricelist - TABLE TOP - Chennai - 2020 AbinDocument2 pagesPricelist - TABLE TOP - Chennai - 2020 AbinShivaji RamaniPas encore d'évaluation
- 9ni 4coDocument102 pages9ni 4cosunsirPas encore d'évaluation
- Project Name: Construction of Drainange System Address: Kasanyangan, Zamboanga City Item No.: A.1.1 (3) Construction of Field Office For The EngineerDocument14 pagesProject Name: Construction of Drainange System Address: Kasanyangan, Zamboanga City Item No.: A.1.1 (3) Construction of Field Office For The EngineerAbusakur HamsaniPas encore d'évaluation
- Specification - For - GRP - Pipe - and - Fittings - R3Document18 pagesSpecification - For - GRP - Pipe - and - Fittings - R3RickPas encore d'évaluation
- Sanitary Wares-NRB WESTDocument4 pagesSanitary Wares-NRB WESTkimonirPas encore d'évaluation
- MK1-2100AB001 - R0 - MTO Installation Material Area 2100Document12 pagesMK1-2100AB001 - R0 - MTO Installation Material Area 2100Farshad MahmoudiPas encore d'évaluation
- SSCI WC Catalogue IS 9857 1990Document1 pageSSCI WC Catalogue IS 9857 1990Firmansyah HermantoPas encore d'évaluation
- Product Catalogue: Leading The Fight Against FireDocument94 pagesProduct Catalogue: Leading The Fight Against FirecodefinderPas encore d'évaluation
- Brickwork and Stonework SupportDocument20 pagesBrickwork and Stonework SupportSanel GrabovicaPas encore d'évaluation
- Strip Weld OverlayDocument24 pagesStrip Weld OverlaymayataPas encore d'évaluation
- Encofrado Meva Alufix AvaDocument42 pagesEncofrado Meva Alufix AvapablopelaPas encore d'évaluation
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document4 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Angel ChangPas encore d'évaluation
- ASME B31.3 Pre Heat & PWHT PDFDocument4 pagesASME B31.3 Pre Heat & PWHT PDFGANGADHAR SAHUPas encore d'évaluation
- Sample Report Standard Quality On Crawlspace EplansDocument1 pageSample Report Standard Quality On Crawlspace EplansRyan De Vera PagalPas encore d'évaluation
- Dynamic 20852 ModelDocument1 pageDynamic 20852 ModelVincent MutambirwaPas encore d'évaluation
- Design of Post-Tensioned ElementsDocument4 pagesDesign of Post-Tensioned ElementsVinu Naik100% (1)
- Editorial and Resource StandardsDocument3 pagesEditorial and Resource StandardsjvanandhPas encore d'évaluation
- Abrasive Water Jet MachiningDocument23 pagesAbrasive Water Jet MachiningMedal AnkhPas encore d'évaluation
- Asme Sec Ix-WpqDocument47 pagesAsme Sec Ix-WpqKaushal Sojitra100% (1)
- Cement ScreedDocument1 pageCement Screedmihretu hailemichaelPas encore d'évaluation
- Basic Piping Material and MethodsDocument7 pagesBasic Piping Material and MethodsArdy PrasetyoPas encore d'évaluation
- Seismic Enhancement of Circular RC Bridge Piers With Fiber CompositesDocument9 pagesSeismic Enhancement of Circular RC Bridge Piers With Fiber CompositesGerardoSosaDavilaPas encore d'évaluation
- Damascus SteelDocument6 pagesDamascus SteelAkram FaisalPas encore d'évaluation
- Section 19: Plumbing Work 02: Water Distribution: 2.6.2 Drain TapsDocument3 pagesSection 19: Plumbing Work 02: Water Distribution: 2.6.2 Drain TapsAfnanMuhammadPas encore d'évaluation