Vous aimerez peut-être aussi
- Piping Presentation MasterDocument61 pagesPiping Presentation MasterQC NGUYEN100% (2)
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSSPas encore d'évaluation
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanPas encore d'évaluation
- Piping NotesDocument33 pagesPiping NotesSyed FarhanPas encore d'évaluation
- Steam System of Power PlantDocument34 pagesSteam System of Power PlantEjaz AhmedPas encore d'évaluation
- SpecificationsDocument7 pagesSpecificationsMarine SleimanPas encore d'évaluation
- 6-76-0002 Bolt Tension For FlangesDocument33 pages6-76-0002 Bolt Tension For Flangesrovergamma100% (1)
- Codes and Standards: Piping EngineeringDocument23 pagesCodes and Standards: Piping EngineeringAnanto Yusuf WPas encore d'évaluation
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash PatelPas encore d'évaluation
- Piping Codes: ASME B16 Dimensional CodesDocument9 pagesPiping Codes: ASME B16 Dimensional CodesmaxalfrePas encore d'évaluation
- Thermal Expansion in Piping SystemsDocument55 pagesThermal Expansion in Piping SystemsDivyaShethPas encore d'évaluation
- Online Piping and Caesar Course SyllabusDocument10 pagesOnline Piping and Caesar Course Syllabusm 418Pas encore d'évaluation
- Codes Pipe LeDocument197 pagesCodes Pipe Levermaakash22Pas encore d'évaluation
- Piping ComponentsDocument39 pagesPiping Componentsbvenky991100% (1)
- Piping Design Requirements PDFDocument6 pagesPiping Design Requirements PDFkarunaPas encore d'évaluation
- Presentation On SPRING HANGERDocument113 pagesPresentation On SPRING HANGERvishal MauryaPas encore d'évaluation
- Support LocationsDocument12 pagesSupport LocationsdasubhaiPas encore d'évaluation
- Chapter 8 Steam PipingDocument14 pagesChapter 8 Steam PipingChen WsPas encore d'évaluation
- Expansion Loop DesignDocument61 pagesExpansion Loop DesignTauqueerAhmadPas encore d'évaluation
- Piping Codes & Standards - Piping GuideDocument8 pagesPiping Codes & Standards - Piping Guideabhilibra14Pas encore d'évaluation
- Lessons Learned - Piping MaterialsDocument19 pagesLessons Learned - Piping MaterialsBrian MayPas encore d'évaluation
- Introduction To Piping EngineeringDocument6 pagesIntroduction To Piping EngineeringchaitraPas encore d'évaluation
- Codes and Standards: Piping EngineeringDocument23 pagesCodes and Standards: Piping EngineeringAnnieMalikPas encore d'évaluation
- PFD Process Flow Diagram P&IDDocument39 pagesPFD Process Flow Diagram P&IDSaldrie Abhirama NohanPas encore d'évaluation
- Air Coolers Versus Shell-And-tube Water CoolersDocument8 pagesAir Coolers Versus Shell-And-tube Water CoolersDefenceDog67% (3)
- KIL3012 - WEEK 1 - 10.9.19 (Student Copy)Document61 pagesKIL3012 - WEEK 1 - 10.9.19 (Student Copy)Ed100% (1)
- Basic PipingDocument80 pagesBasic PipingarunkumarPas encore d'évaluation
- Boilers & Thermal Fluid HeatersDocument53 pagesBoilers & Thermal Fluid HeatersannasitPas encore d'évaluation
- Efficient Industrial Heat Exchangers - Seminar ReportDocument67 pagesEfficient Industrial Heat Exchangers - Seminar ReportdaemonohPas encore d'évaluation
- Mat Piping ComponentsDocument49 pagesMat Piping ComponentsNoor9911100% (1)
- Piping Fundamentals for EngineersDocument29 pagesPiping Fundamentals for Engineersmaneeshmsanjagiri100% (2)
- Destilation Column InfoDocument33 pagesDestilation Column InfokumarPas encore d'évaluation
- Definition and Details of FlangesDocument23 pagesDefinition and Details of Flangesvishan2kPas encore d'évaluation
- Piping Fundamentals - For Fresher Engineers: Piping System - What Is That?Document29 pagesPiping Fundamentals - For Fresher Engineers: Piping System - What Is That?Venkatesan Arunachalam100% (1)
- GEA Grasso Company ProfileDocument28 pagesGEA Grasso Company ProfileLuis Fernando Lopez PalaciosPas encore d'évaluation
- Compressor Piping StudyDocument10 pagesCompressor Piping StudyJ A S JAS0% (1)
- Piping Engineering Certification CourseDocument22 pagesPiping Engineering Certification Courseshiraz ahmedPas encore d'évaluation
- Steps For The Procurement of Piping / Mechanical ItemsDocument2 pagesSteps For The Procurement of Piping / Mechanical ItemsSanjeev KumarPas encore d'évaluation
- Lecture 5 - Materials Selection For Pipings - 99Document80 pagesLecture 5 - Materials Selection For Pipings - 99shahin azPas encore d'évaluation
- Rack Piping For A Piping Stress EngineerDocument4 pagesRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Valve Material TypesDocument3 pagesValve Material TypesimanadbPas encore d'évaluation
- Valves - PresentationDocument119 pagesValves - Presentationkrahul100% (15)
- PumpsDocument57 pagesPumpsJai Acharya100% (1)
- Piping Engineering Course OverviewDocument2 pagesPiping Engineering Course Overviewmayur_lanjewar0% (1)
- Piping I PDFDocument73 pagesPiping I PDFSyawaldi Bin KamaharuddinPas encore d'évaluation
- Checklist For IsometricsDocument2 pagesChecklist For IsometricsRamalingam PrabhakaranPas encore d'évaluation
- Fittings TrainingDocument61 pagesFittings TrainingsbmmlaPas encore d'évaluation
- ASME LECTURE-Fittings-TrainingDocument61 pagesASME LECTURE-Fittings-Traininghcsharma1967Pas encore d'évaluation
- Piping Presentation Components and DesignDocument52 pagesPiping Presentation Components and Designmayank pandya100% (2)
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TBukti SiahaanPas encore d'évaluation
- Piping PresentationDocument144 pagesPiping PresentationSUNIL TVPas encore d'évaluation
- Intro PipingDocument64 pagesIntro PipingAjay Kumar92% (12)
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TJitendra SurvePas encore d'évaluation
- Discussion 4 - Pipe FittingsDocument35 pagesDiscussion 4 - Pipe FittingsShan Troy Jamero IbarraPas encore d'évaluation
- Pipe fittings overviewDocument26 pagesPipe fittings overviewJaypal SindhaPas encore d'évaluation
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TDidi MercadoPas encore d'évaluation
- Piping BasicDocument37 pagesPiping Basicaliyildizx17730100% (1)
- Pipe ComponentDocument28 pagesPipe Componentarifinzaky27Pas encore d'évaluation
- Air Fin CoolersDocument43 pagesAir Fin Coolersbharatbellad100% (2)
- Presentation On PipingDocument60 pagesPresentation On PipingharyjbiPas encore d'évaluation
- QCP For StructureDocument4 pagesQCP For StructureHema Nandh100% (1)
- MTC-2 - Service STRCDocument1 pageMTC-2 - Service STRCHema NandhPas encore d'évaluation
- QAP For Ducting V1 R0Document1 pageQAP For Ducting V1 R0Hema NandhPas encore d'évaluation
- Signature Not Verified: Digitally Signed by Rakesh Sharma Date: 2012.08.10 18:01:23 IST Reason: CAT I Location: NtpceocDocument2 pagesSignature Not Verified: Digitally Signed by Rakesh Sharma Date: 2012.08.10 18:01:23 IST Reason: CAT I Location: NtpceocHema NandhPas encore d'évaluation
- MR Page (1033)Document1 pageMR Page (1033)Hema NandhPas encore d'évaluation
- WLDNG ElectrodeDocument1 pageWLDNG ElectrodeHema NandhPas encore d'évaluation
- Piping EstimationDocument19 pagesPiping EstimationHema NandhPas encore d'évaluation
- Acc - Fqap - P3011 - R2 - RewaDocument2 pagesAcc - Fqap - P3011 - R2 - RewaHema NandhPas encore d'évaluation
- Field Quality Assurance Plan for ACC PackageDocument2 pagesField Quality Assurance Plan for ACC PackageHema NandhPas encore d'évaluation
- VRMP REFINERY Milestone Summary For Project..Document2 pagesVRMP REFINERY Milestone Summary For Project..Hema NandhPas encore d'évaluation
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhPas encore d'évaluation
- Jagriti Steel Pvt. LTD.: Test Cerctificate For Hot Rolled Medium & High Tensile Structural SteelDocument1 pageJagriti Steel Pvt. LTD.: Test Cerctificate For Hot Rolled Medium & High Tensile Structural SteelHema NandhPas encore d'évaluation
- STANDARD ERECTION MANUAL (Pressure PartsDocument138 pagesSTANDARD ERECTION MANUAL (Pressure Partsrarundivya100% (1)
- Loop Index-Rev 38 - For Hydro TestDocument143 pagesLoop Index-Rev 38 - For Hydro TestHema NandhPas encore d'évaluation
- Session I - II - Power Cycle Piping PDFDocument122 pagesSession I - II - Power Cycle Piping PDFHema NandhPas encore d'évaluation
- 1 - Power Piping - Fabrication, Assembly, and Erection - V1 PDFDocument75 pages1 - Power Piping - Fabrication, Assembly, and Erection - V1 PDFHema NandhPas encore d'évaluation
- Shop Inspections of Alloy PipesDocument45 pagesShop Inspections of Alloy PipesHema NandhPas encore d'évaluation
- HRSG PDFDocument248 pagesHRSG PDFaztec20100% (11)
- Atlus Copco Compressor PDFDocument24 pagesAtlus Copco Compressor PDFashish_pradhan75Pas encore d'évaluation
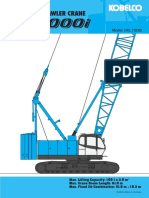
- Hydraulic Crawler Crane: Model: CKL1000iDocument20 pagesHydraulic Crawler Crane: Model: CKL1000iHema NandhPas encore d'évaluation
- Reconciliation of Welding ConsumablesDocument24 pagesReconciliation of Welding ConsumablesHema Nandh100% (1)
- Manual For Wire RopesDocument25 pagesManual For Wire RopesAnand Agrawal0% (1)
- Shackle Catalogue 2013Document16 pagesShackle Catalogue 2013Athox QhurienPas encore d'évaluation
- Piping Inspections: For BeginnersDocument38 pagesPiping Inspections: For BeginnersKamal UddinPas encore d'évaluation
- Ръководство за прикачвачи и сигналистиDocument20 pagesРъководство за прикачвачи и сигналистиZbut.EuPas encore d'évaluation
- Basic Rigging Work BookDocument45 pagesBasic Rigging Work BookJohn Henry Sinurat100% (1)
- HRSG PDFDocument248 pagesHRSG PDFHema Nandh100% (1)
- Final Adverisement With Revised Schedule FCIDocument45 pagesFinal Adverisement With Revised Schedule FCISky DrivePas encore d'évaluation
- Crane Ropes Catalogue1Document36 pagesCrane Ropes Catalogue1Raja GuruPas encore d'évaluation
- Basic Rigging Work BookDocument45 pagesBasic Rigging Work BookJohn Henry Sinurat100% (1)
- HRSG1 (终版)Document120 pagesHRSG1 (终版)Atif KhanPas encore d'évaluation
- Sintering Effect On The Performance of Tungsten-Copper Powder LinerDocument2 pagesSintering Effect On The Performance of Tungsten-Copper Powder LinermahsaPas encore d'évaluation
- UOP Polybed PSA System For Gas Extraction PurificationDocument2 pagesUOP Polybed PSA System For Gas Extraction PurificationchemiafPas encore d'évaluation
- 5 - API 570 Exam 100 QDocument23 pages5 - API 570 Exam 100 QSunny Thundil100% (11)
- B705 Acpt1003Document3 pagesB705 Acpt1003taya1401Pas encore d'évaluation
- Dr. Mohamed Said Mahmoud, Resume, CVDocument7 pagesDr. Mohamed Said Mahmoud, Resume, CVMohamed Said MahmoudPas encore d'évaluation
- 2022-05-28 06 - 10 - 09.357.ScanFileDocument15 pages2022-05-28 06 - 10 - 09.357.ScanFileVamsi KrishnaPas encore d'évaluation
- Hukum TermodinamikaDocument4 pagesHukum TermodinamikaMardianto Ra'bangPas encore d'évaluation
- N52 Grade Neodymium Magnets DataDocument1 pageN52 Grade Neodymium Magnets DataSteve HsuPas encore d'évaluation
- 11 Numerical AnalysisDocument9 pages11 Numerical Analysisعزالدين حسنPas encore d'évaluation
- Properties of Matter PresentationDocument9 pagesProperties of Matter PresentationMica Ela MañoPas encore d'évaluation
- CompressorDocument27 pagesCompressorsoxal100% (1)
- Rubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersDocument2 pagesRubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersPrabhakar KamblePas encore d'évaluation
- Mazahar Publication PDFDocument18 pagesMazahar Publication PDFNur Aini IktikhafsariPas encore d'évaluation
- ROCKWOOL© Technical InsulationDocument36 pagesROCKWOOL© Technical InsulationHaytham ElsayedPas encore d'évaluation
- Factors Affecting Rate of EvaporationDocument22 pagesFactors Affecting Rate of EvaporationShimnu MonePas encore d'évaluation
- UntitledDocument15 pagesUntitledsahseatranPas encore d'évaluation
- LugalvanG35TechnicalInformation PDFDocument4 pagesLugalvanG35TechnicalInformation PDFJakin RookPas encore d'évaluation
- Disinfection For PH 2Document73 pagesDisinfection For PH 2Boas WaynePas encore d'évaluation
- Chapter 11 Physical and ChemicalDocument49 pagesChapter 11 Physical and ChemicalJJ Almagro100% (1)
- Convection and Conduction Heat TransferDocument406 pagesConvection and Conduction Heat Transfertfemilian100% (2)
- Agilent Pharma Column PDFDocument2 pagesAgilent Pharma Column PDFAstiJayatriIIPas encore d'évaluation
- Biochem Proteins ReviewerDocument4 pagesBiochem Proteins ReviewerStefany JoyPas encore d'évaluation
- Qe 22 A PDFDocument10 pagesQe 22 A PDF孙俊磊Pas encore d'évaluation
- Tea Processing: How Leaves Become Black Tea in 4 StepsDocument27 pagesTea Processing: How Leaves Become Black Tea in 4 StepsSaidur Rahman KhanPas encore d'évaluation
- ANTHE 2021 (Engineering) Sample PaperDocument17 pagesANTHE 2021 (Engineering) Sample PaperDida CowernPas encore d'évaluation
- PSA Oxygen Generator: Typical ApplicationsDocument2 pagesPSA Oxygen Generator: Typical ApplicationsRaghu Vir ArjampudiPas encore d'évaluation
- Waste Water TreatmentDocument3 pagesWaste Water TreatmentSana Saleem100% (1)
- Boiler Efficiency Calculations SheetDocument5 pagesBoiler Efficiency Calculations Sheetkalyanm20351578% (9)
- Green Inhibitors For Steel Corrosion in Acidic Environment - State of ArtDocument21 pagesGreen Inhibitors For Steel Corrosion in Acidic Environment - State of Artanisa sutifanyPas encore d'évaluation