Vous aimerez peut-être aussi
- Spray PaintingDocument5 pagesSpray PaintingAghil BuddyPas encore d'évaluation
- Lincoln ElectrodeDocument52 pagesLincoln ElectrodeSamer BayatiPas encore d'évaluation
- Painting ProceduresDocument16 pagesPainting Proceduresmarx0506Pas encore d'évaluation
- Zinc Nickel Electroplating Guide ZyliteDocument9 pagesZinc Nickel Electroplating Guide ZyliteBryan DixPas encore d'évaluation
- Site Inspection ReportDocument40 pagesSite Inspection ReportBryanPas encore d'évaluation
- How To Polish MetalDocument9 pagesHow To Polish Metaldecio ventura rodrigues miraPas encore d'évaluation
- Construction of Dormitory & Housing compounds in NorochcholaiDocument33 pagesConstruction of Dormitory & Housing compounds in Norochcholaisaranga100% (1)
- MCQs on Defence Audit Code Chapter 9 and 10Document2 pagesMCQs on Defence Audit Code Chapter 9 and 10Rustam SalamPas encore d'évaluation
- Integrated Project Management in SAP With Noveco EPMDocument34 pagesIntegrated Project Management in SAP With Noveco EPMrajesh_das3913Pas encore d'évaluation
- Make $50 A Day Autopilot MethodDocument4 pagesMake $50 A Day Autopilot MethodJadon BoytonPas encore d'évaluation
- Toolbox Talk - Ladders: Planning and Assessment of RisksDocument3 pagesToolbox Talk - Ladders: Planning and Assessment of RisksRedouan Lerhrissi100% (1)
- 02458steel H PilingDocument9 pages02458steel H PilingCihuy RahmatPas encore d'évaluation
- Final Year Project - Developing A Plastic Bottle Solar CollectorDocument78 pagesFinal Year Project - Developing A Plastic Bottle Solar CollectorLegendaryN0% (1)
- Annual Leave Request Form: Employee NameDocument2 pagesAnnual Leave Request Form: Employee NameAl-Mualij Mohammad UsmanPas encore d'évaluation
- SSPC Pa1 PDFDocument14 pagesSSPC Pa1 PDFAnonymous zia5og7psPas encore d'évaluation
- Braze Training ManualDocument26 pagesBraze Training Manualritch99Pas encore d'évaluation
- Beyond Challenges - : Locks, Maasbracht, The NetherlandsDocument20 pagesBeyond Challenges - : Locks, Maasbracht, The NetherlandsShreepad BandagiPas encore d'évaluation
- 132KV Siemens Breaker DrawingDocument13 pages132KV Siemens Breaker DrawingAnil100% (1)
- Willie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFDocument236 pagesWillie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFakshar pandavPas encore d'évaluation
- HR PlanningDocument47 pagesHR PlanningPriyanka Joshi0% (1)
- A Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Document79 pagesA Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Chandan SrivastavaPas encore d'évaluation
- Iran Petroleum Ministry Vendor QuestionnaireDocument5 pagesIran Petroleum Ministry Vendor QuestionnairemagnusgrenzelPas encore d'évaluation
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahPas encore d'évaluation
- Location Site Name Site Features/Access Location Site Name Site Features/AccessDocument1 pageLocation Site Name Site Features/Access Location Site Name Site Features/AccessAlicia GiménezPas encore d'évaluation
- Project Cost and Schedule Control (20-00108PR)Document32 pagesProject Cost and Schedule Control (20-00108PR)Mohammad Rony AbjantoPas encore d'évaluation
- UTMOSHE P0820 Emergency Preparedness and Response 15.9.2022Document11 pagesUTMOSHE P0820 Emergency Preparedness and Response 15.9.2022Mohamed Nazri Mohd MokhtarPas encore d'évaluation
- Airblast Coating Inspection Equipment - The Guide - LR PDFDocument20 pagesAirblast Coating Inspection Equipment - The Guide - LR PDFMohsen Halweni100% (2)
- AKACIA KIA (U) LTD HRDocument11 pagesAKACIA KIA (U) LTD HRakacia kiaPas encore d'évaluation
- Outstanding As On 9/jun/18 Vs Outstanding As On Today - PWHTDocument4 pagesOutstanding As On 9/jun/18 Vs Outstanding As On Today - PWHTvenkyPas encore d'évaluation
- Distortion in Aluminum Welded StructuresDocument3 pagesDistortion in Aluminum Welded StructuresRaron1Pas encore d'évaluation
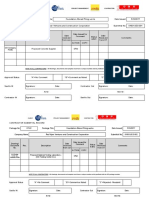
- Contractor Submittal RecordDocument172 pagesContractor Submittal RecordErwin ObenzaPas encore d'évaluation
- QAP1005ADocument13 pagesQAP1005Avinay8464Pas encore d'évaluation
- Welders Performance NDT Rates Summary: Project Name HPCL-VMRP Project (Epcc-7) PipingDocument2 pagesWelders Performance NDT Rates Summary: Project Name HPCL-VMRP Project (Epcc-7) PipingvenkyPas encore d'évaluation
- IC Simple Gantt Chart 10941 PowerPointDocument3 pagesIC Simple Gantt Chart 10941 PowerPointchristian mchPas encore d'évaluation
- 1B Approval FormDocument1 page1B Approval FormAgnes G. Arguilles Taladtad100% (1)
- Part 1 - General: Important Note Regarding "Document9 pagesPart 1 - General: Important Note Regarding "MohamedPas encore d'évaluation
- Aromatics Project: Mobile Telephone PolicyDocument2 pagesAromatics Project: Mobile Telephone Policypl_rajaPas encore d'évaluation
- Safety Alert: Improper Pulling of Rotary Table Bushing Results in Partial Finger AmputationDocument1 pageSafety Alert: Improper Pulling of Rotary Table Bushing Results in Partial Finger AmputationJohnHynesPas encore d'évaluation
- Heat TreatingDocument7 pagesHeat Treatingbehi64Pas encore d'évaluation
- FRP CLADDING PresentationDocument33 pagesFRP CLADDING PresentationDeepakPas encore d'évaluation
- AWI Heat Input CalculatorDocument2 pagesAWI Heat Input CalculatorEarl HarbertPas encore d'évaluation
- WPQ Form English US1Document2 pagesWPQ Form English US1Maria Louis ArputharajPas encore d'évaluation
- Dive log templateDocument4 pagesDive log templatemickel joPas encore d'évaluation
- Label Welding DefectsDocument54 pagesLabel Welding DefectsMuthuKumarPas encore d'évaluation
- DM PH&SD P4 TG22 (Guidelines+for+Acetylene+Generators) PDFDocument2 pagesDM PH&SD P4 TG22 (Guidelines+for+Acetylene+Generators) PDFdemie figueroaPas encore d'évaluation
- PM Stainless Steel Corrosion TestingDocument14 pagesPM Stainless Steel Corrosion TestingSantosh Kumar100% (1)
- SOP For Policy Detection EnginesDocument7 pagesSOP For Policy Detection EnginesShantanu KadlakPas encore d'évaluation
- Green Processes Manufacturer of Paints and CoatingsDocument5 pagesGreen Processes Manufacturer of Paints and CoatingsRai JeanPas encore d'évaluation
- Test Results Tracker TemplateDocument11 pagesTest Results Tracker TemplatekdhingraPas encore d'évaluation
- MC-01 Audit PlanDocument1 pageMC-01 Audit PlanMo ZeroPas encore d'évaluation
- SPM Kapasitas 50.000 DWT Inspeksi UmumDocument1 pageSPM Kapasitas 50.000 DWT Inspeksi UmumBilly KurniawanPas encore d'évaluation
- Itp GRPDocument4 pagesItp GRPJo FrancescPas encore d'évaluation
- 00-V016 Quality EHS Record Control Procedure Rev 180311Document5 pages00-V016 Quality EHS Record Control Procedure Rev 180311Tuong NguyenPas encore d'évaluation
- 004 Material Inspection Request MepDocument1 page004 Material Inspection Request MepAbdalrhman KararPas encore d'évaluation
- Engineering ManagementDocument1 pageEngineering ManagementJsmn OsianPas encore d'évaluation
- ADocument1 pageAakranganPas encore d'évaluation
- Asian Paints Tractor EmulsionDocument2 pagesAsian Paints Tractor EmulsionAsian PaintsPas encore d'évaluation
- Distillation of AlcoholDocument12 pagesDistillation of Alcoholarturomarquezmaya5475Pas encore d'évaluation
- Let Falling Into The WaterDocument12 pagesLet Falling Into The Waternguyentrungdong2004Pas encore d'évaluation
- Painting Maual For Power Sector ErectionDocument32 pagesPainting Maual For Power Sector Erectionnagarathinam82Pas encore d'évaluation
- TDS Epoxy Zinc Phosphate Primer HB 50 GreyDocument3 pagesTDS Epoxy Zinc Phosphate Primer HB 50 GreySAlman Khan50% (2)
- SEVEN Quality Inspection and Test Plans (ITP) Procedure 0DMQL00-DLVR-00-SEV-QM-PRO-00004Document10 pagesSEVEN Quality Inspection and Test Plans (ITP) Procedure 0DMQL00-DLVR-00-SEV-QM-PRO-00004Meshaal ALBalharithPas encore d'évaluation
- LaborDocument50 pagesLaborReda EmamPas encore d'évaluation
- Fabrication Hydraulic Pipe Bending MachineDocument54 pagesFabrication Hydraulic Pipe Bending MachineManibalan KPas encore d'évaluation
- Nesco Painting System CatalogDocument4 pagesNesco Painting System CatalogKamalMuralikumarPas encore d'évaluation
- 8 Weld Quality & Weld TestingDocument32 pages8 Weld Quality & Weld TestingFord KatimPas encore d'évaluation
- Paint Application Methods - Products FinishingDocument7 pagesPaint Application Methods - Products FinishingCemalOlgunÇağlayanPas encore d'évaluation
- Application of PaintsDocument2 pagesApplication of PaintsfaithPas encore d'évaluation
- Study ProjectDocument8 pagesStudy Projectks jPas encore d'évaluation
- Wireless SURVEILLANCE MicroDocument3 pagesWireless SURVEILLANCE MicroJohn BrittoPas encore d'évaluation
- Anti Theft BikeDocument2 pagesAnti Theft BikeJohn BrittoPas encore d'évaluation
- Wireless SURVEILLANCE MicroDocument3 pagesWireless SURVEILLANCE MicroJohn BrittoPas encore d'évaluation
- Stirling Engine To Produce PowerDocument16 pagesStirling Engine To Produce PowerArmin MerjaPas encore d'évaluation
- Mechanical PDFDocument4 pagesMechanical PDFJohn BrittoPas encore d'évaluation
- Fabrication of Automatic Car Seat Adjustment For Injury PreventionDocument11 pagesFabrication of Automatic Car Seat Adjustment For Injury PreventionJohn BrittoPas encore d'évaluation
- Mechanical PDFDocument4 pagesMechanical PDFJohn BrittoPas encore d'évaluation
- Pnuematic Bearning PullerDocument2 pagesPnuematic Bearning PullerJohn BrittoPas encore d'évaluation
- Quick Lifting Jack-1Document8 pagesQuick Lifting Jack-1John BrittoPas encore d'évaluation
- Pneumatic Bearning PullerDocument2 pagesPneumatic Bearning PullerJohn BrittoPas encore d'évaluation
- Fabrication of Automatic Car Seat Adjustment For Injury PreventionDocument11 pagesFabrication of Automatic Car Seat Adjustment For Injury PreventionJohn BrittoPas encore d'évaluation
- Mechanical PDFDocument4 pagesMechanical PDFJohn BrittoPas encore d'évaluation
- Coast Guard Border Alert System Tracks FishermenDocument5 pagesCoast Guard Border Alert System Tracks FishermenJohn BrittoPas encore d'évaluation
- Iris Solutions Document - SEO-Optimized Title Under 40 CharactersDocument24 pagesIris Solutions Document - SEO-Optimized Title Under 40 CharactersJohn BrittoPas encore d'évaluation
- Iris Solutions Document - SEO-Optimized Title Under 40 CharactersDocument24 pagesIris Solutions Document - SEO-Optimized Title Under 40 CharactersJohn BrittoPas encore d'évaluation
- Iris Solutions Document - SEO-Optimized Title Under 40 CharactersDocument24 pagesIris Solutions Document - SEO-Optimized Title Under 40 CharactersJohn BrittoPas encore d'évaluation
- Project Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16Document20 pagesProject Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16John BrittoPas encore d'évaluation
- 2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.Document23 pages2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.John BrittoPas encore d'évaluation
- 2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.Document23 pages2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.John BrittoPas encore d'évaluation
- Iris Solutions: Table of ContentDocument24 pagesIris Solutions: Table of ContentJohn BrittoPas encore d'évaluation
- Iris Solutions Document - SEO-Optimized Title Under 40 CharactersDocument24 pagesIris Solutions Document - SEO-Optimized Title Under 40 CharactersJohn BrittoPas encore d'évaluation
- Project Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16Document20 pagesProject Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16John BrittoPas encore d'évaluation
- Project Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16Document20 pagesProject Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16John BrittoPas encore d'évaluation
- Iris Solutions Document - SEO-Optimized Title Under 40 CharactersDocument24 pagesIris Solutions Document - SEO-Optimized Title Under 40 CharactersJohn BrittoPas encore d'évaluation
- 2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.Document23 pages2017 Ieee Project Titles For Be-B.tech, Me-M.tech Ece, Eee, Ie, Communication System Etc.John BrittoPas encore d'évaluation
- Ieee 2016 Software Computer Science It Project Titles-2016Document20 pagesIeee 2016 Software Computer Science It Project Titles-2016John BrittoPas encore d'évaluation
- BE-ECE, BE-EEE Project Titles With Abstract-2016 Embedded, Vlsi, Matlab, Power System, Power Electronics ProjectsDocument12 pagesBE-ECE, BE-EEE Project Titles With Abstract-2016 Embedded, Vlsi, Matlab, Power System, Power Electronics ProjectsJohn BrittoPas encore d'évaluation
- Project Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16Document20 pagesProject Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16John BrittoPas encore d'évaluation
- Project Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16Document20 pagesProject Titles For BE CSE, IT, IEEE PROJECT Abstracts For BE CSE, IT, B.Tech - IT, CSE-Software Project Titles - 2015-16John BrittoPas encore d'évaluation
- Motor Controllers AC Semiconductor Motor Controller Types RSE 22 .. - B, RSE 4. .. - B, RSE 60 .. - BDocument4 pagesMotor Controllers AC Semiconductor Motor Controller Types RSE 22 .. - B, RSE 4. .. - B, RSE 60 .. - BAbdul Aziz KhanPas encore d'évaluation
- Family health assessment nursing problemsDocument8 pagesFamily health assessment nursing problemsMari MazPas encore d'évaluation
- Hydraulic-Fracture Design: Optimization Under Uncertainty: Risk AnalysisDocument4 pagesHydraulic-Fracture Design: Optimization Under Uncertainty: Risk Analysisoppai.gaijinPas encore d'évaluation
- Medhat CVDocument2 pagesMedhat CVSemsem MakPas encore d'évaluation
- Solid Waste On GHG Gas in MalaysiaDocument10 pagesSolid Waste On GHG Gas in MalaysiaOng KaiBoonPas encore d'évaluation
- Expert Java Developer with 10+ years experienceDocument3 pagesExpert Java Developer with 10+ years experienceHaythem MzoughiPas encore d'évaluation
- Transmission Line ProtectionDocument111 pagesTransmission Line ProtectioneccabadPas encore d'évaluation
- Sahrudaya Health Care Private Limited: Pay Slip For The Month of May-2022Document1 pageSahrudaya Health Care Private Limited: Pay Slip For The Month of May-2022Rohit raagPas encore d'évaluation
- Kinds of ObligationDocument50 pagesKinds of ObligationKIM GABRIEL PAMITTANPas encore d'évaluation
- SMG Wireless Gateway ManualV2.2.0Document95 pagesSMG Wireless Gateway ManualV2.2.0shahedctgPas encore d'évaluation
- Wasbi Bank AnalysisDocument18 pagesWasbi Bank AnalysisHamadia KhanPas encore d'évaluation
- An-7004 IGBT Driver Calculation Rev00Document8 pagesAn-7004 IGBT Driver Calculation Rev00Raghuram YaramatiPas encore d'évaluation
- CSCE 3110 Data Structures and Algorithms NotesDocument19 pagesCSCE 3110 Data Structures and Algorithms NotesAbdul SattarPas encore d'évaluation
- Portfolio Corporate Communication AuditDocument8 pagesPortfolio Corporate Communication Auditapi-580088958Pas encore d'évaluation
- 2021 Edelman Trust Barometer Press ReleaseDocument3 pages2021 Edelman Trust Barometer Press ReleaseMuhammad IkhsanPas encore d'évaluation
- Agro Chems MrRGAgarwalDocument17 pagesAgro Chems MrRGAgarwalapi-3833893Pas encore d'évaluation
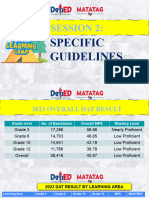
- FINAL Session 3 Specific GuidelinesDocument54 pagesFINAL Session 3 Specific GuidelinesBovelyn Autida-masingPas encore d'évaluation
- Christmasworld Trend Brochure 2024Document23 pagesChristmasworld Trend Brochure 2024Ольга ffPas encore d'évaluation
- This Study Resource Was: ExercisesDocument1 pageThis Study Resource Was: Exercisesىوسوكي صانتوسPas encore d'évaluation
- Railway Reservation System Er DiagramDocument4 pagesRailway Reservation System Er DiagramPenki Sarath67% (3)
- Eileen MarcelDocument3 pagesEileen Marcelapi-3825833Pas encore d'évaluation