Vous aimerez peut-être aussi
- DownloadDocument5 pagesDownloadMonalisa RodriguesPas encore d'évaluation
- 4 11122018 Termografia 2Document32 pages4 11122018 Termografia 2Monalisa RodriguesPas encore d'évaluation
- DownloadDocument5 pagesDownloadMonalisa RodriguesPas encore d'évaluation
- Rasgo AtualDocument4 pagesRasgo AtualMonalisa RodriguesPas encore d'évaluation
- 1 Introdução IiDocument61 pages1 Introdução IiMonalisa RodriguesPas encore d'évaluation
- Líquido PenetranteDocument36 pagesLíquido PenetranteMonalisa RodriguesPas encore d'évaluation
- Traçao AtualDocument7 pagesTraçao AtualMonalisa RodriguesPas encore d'évaluation
- NBR Iso 4287 - 2002 - Especificacoes Geometric As Do Produto (GPS) - Rugosidade Metodo Do PerfilDocument18 pagesNBR Iso 4287 - 2002 - Especificacoes Geometric As Do Produto (GPS) - Rugosidade Metodo Do PerfilFábio Duarte0% (1)
- Degradação Envelhecimento Fluidez PDFDocument85 pagesDegradação Envelhecimento Fluidez PDFMonalisa RodriguesPas encore d'évaluation
- Dissertação PDFDocument114 pagesDissertação PDFMonalisa RodriguesPas encore d'évaluation
- Degradação Envelhecimento Fluidez PDFDocument85 pagesDegradação Envelhecimento Fluidez PDFMonalisa RodriguesPas encore d'évaluation
- Aplicações Dos Biomateriais em OrtopediaDocument55 pagesAplicações Dos Biomateriais em OrtopediaMonalisa RodriguesPas encore d'évaluation
- Projeto Preliminar de Uma Unidade de Produção de PolipropilenoDocument132 pagesProjeto Preliminar de Uma Unidade de Produção de PolipropilenoDébora EirizPas encore d'évaluation
- Aula 13 Processo de UsinagemDocument43 pagesAula 13 Processo de UsinagemCarlos ViníciusPas encore d'évaluation
- Dissertação Aderci de Freitas - CompressedDocument100 pagesDissertação Aderci de Freitas - CompressedMonalisa RodriguesPas encore d'évaluation
- ArtigoDocument6 pagesArtigoMonalisa RodriguesPas encore d'évaluation
- Mercado Brasileiro de Polipropileno Com Ênfase No Setor AutomobilísticoDocument35 pagesMercado Brasileiro de Polipropileno Com Ênfase No Setor AutomobilísticoTâmara PorfíroPas encore d'évaluation
- Degradacao e Estabilizacao de PolimerosDocument228 pagesDegradacao e Estabilizacao de PolimerosPaula Bertolino Sanvezzo100% (1)
- FluidezDocument7 pagesFluidezMonalisa RodriguesPas encore d'évaluation
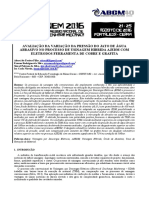
- Con 2016 0335Document10 pagesCon 2016 0335Monalisa RodriguesPas encore d'évaluation
- Resumo Do Ensaio de Dureza.Document18 pagesResumo Do Ensaio de Dureza.Monalisa RodriguesPas encore d'évaluation
- Seleção de Ferramentas para TorneamentoDocument13 pagesSeleção de Ferramentas para TorneamentoWanderley XavierPas encore d'évaluation
- ArtigoDocument6 pagesArtigoMonalisa RodriguesPas encore d'évaluation
- Aplicações Dos Biomateriais em OrtopediaDocument55 pagesAplicações Dos Biomateriais em OrtopediaMonalisa RodriguesPas encore d'évaluation
- 30 15.30 Novas Tecnologias de BorrachaDocument74 pages30 15.30 Novas Tecnologias de BorrachaAmanda AlcantaraPas encore d'évaluation
- ARTIGODocument6 pagesARTIGOMonalisa RodriguesPas encore d'évaluation
- Desenvolvimento de Sacaffold Poroso Bioativo de Peuapm para Utilização Como Biomaterial para Reposição E Regeneração ÓsseaDocument6 pagesDesenvolvimento de Sacaffold Poroso Bioativo de Peuapm para Utilização Como Biomaterial para Reposição E Regeneração ÓsseaMonalisa RodriguesPas encore d'évaluation
- Biomateriais Com Aplicação Na Regeneração ÓsseaDocument8 pagesBiomateriais Com Aplicação Na Regeneração ÓsseaLeticia VasconcellosPas encore d'évaluation
- Efeito Dos Auxiliares Na ExtrusãoDocument113 pagesEfeito Dos Auxiliares Na ExtrusãoMonalisa RodriguesPas encore d'évaluation
- Influência Processo Extrusão Filme PDFDocument125 pagesInfluência Processo Extrusão Filme PDFMonalisa RodriguesPas encore d'évaluation
- Papel Da Ética Na SociedadeDocument3 pagesPapel Da Ética Na SociedadelflucasferreiraPas encore d'évaluation
- Plan Cur So Did A Tica 20171Document4 pagesPlan Cur So Did A Tica 20171Caíque BrunoPas encore d'évaluation
- A Estetica Funk Carioca Criacao e Conect PDFDocument316 pagesA Estetica Funk Carioca Criacao e Conect PDFFfabio DeangelisPas encore d'évaluation
- A Dimensão Subjetiva Da Subcidadania: Considerações Sobre A Desigualdade Social BrasileiraDocument23 pagesA Dimensão Subjetiva Da Subcidadania: Considerações Sobre A Desigualdade Social BrasileiraMarcus MatragaPas encore d'évaluation
- 102 - Regressão Linear Simples IIDocument9 pages102 - Regressão Linear Simples IIjunior freitas tavaresPas encore d'évaluation
- RITA1Document11 pagesRITA1Edymilson SantosPas encore d'évaluation
- Identidade Aula 3Document10 pagesIdentidade Aula 3SANDRA CRISTINA RODRIGUES TORRESPas encore d'évaluation
- AV1 Geologia para Engenharia Estácio EADDocument3 pagesAV1 Geologia para Engenharia Estácio EADRenatoPas encore d'évaluation
- Otto Gross - Um Psicanalista Anarquista.Document59 pagesOtto Gross - Um Psicanalista Anarquista.Anderson Alves de MedeirosPas encore d'évaluation
- Programa Da 6 ClasseDocument66 pagesPrograma Da 6 ClasseNharre Luga100% (1)
- Abraham Maslow SinteseDocument18 pagesAbraham Maslow SinteseIsraelPas encore d'évaluation
- Artigo Sobre Automonitorização Glicemia 2009Document45 pagesArtigo Sobre Automonitorização Glicemia 2009Rosinda CostaPas encore d'évaluation
- Resultados Da Busca Por EndereçoDocument36 pagesResultados Da Busca Por EndereçoMachado AxlPas encore d'évaluation
- Inventário de Crenças Sobre A Doença Mental - Versão 2009Document2 pagesInventário de Crenças Sobre A Doença Mental - Versão 2009Marisa Ortiga Duarte100% (1)
- O Intervalo Semântico - Carlos VogtDocument309 pagesO Intervalo Semântico - Carlos VogtAlexandre ReisPas encore d'évaluation
- Resumo de Introdução Ao Estudo Do Direito IIDocument119 pagesResumo de Introdução Ao Estudo Do Direito IIFilipe Mimoso83% (6)
- Perfilados Eletrocalhas Leitos AcessoriosDocument37 pagesPerfilados Eletrocalhas Leitos AcessoriosFabio Verdiana100% (1)
- Igualdade Entre Homens e Mulheres 1Document17 pagesIgualdade Entre Homens e Mulheres 1Bruno EduardoPas encore d'évaluation
- Junho - 3 SemanaDocument2 pagesJunho - 3 SemanaPedro LuccaPas encore d'évaluation
- Plano de EnsinoDocument4 pagesPlano de EnsinoCaio FigueiredoPas encore d'évaluation
- Anexo Da Lei 21710 02Document1 pageAnexo Da Lei 21710 02Carmo Do CajuruPas encore d'évaluation
- Relação de Agrotóxicos Cadastrados Na AGRODEFESADocument33 pagesRelação de Agrotóxicos Cadastrados Na AGRODEFESADiogo Murillo Costa MortoniPas encore d'évaluation
- Portugal e Nápoles Na Época Do Absolutismo ReformistaDocument554 pagesPortugal e Nápoles Na Época Do Absolutismo ReformistaDermeval MarinsPas encore d'évaluation
- QUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasDocument8 pagesQUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasJosiane LinoPas encore d'évaluation
- A Importância Da Geografia No Ensino Fundamental e MédioDocument2 pagesA Importância Da Geografia No Ensino Fundamental e MédioJay Klender WorsesPas encore d'évaluation
- Compramos Um Zoologico - Benjamin MeeDocument1 084 pagesCompramos Um Zoologico - Benjamin MeeAlejandroManganoPas encore d'évaluation
- Resumo Frei Luis de SousaDocument5 pagesResumo Frei Luis de Sousakonkluzja89Pas encore d'évaluation
- MEDEIROS, T. D. ESTUDOS DE GÊNERO NO BRASIL-produção, Colaboração e Citações No Periódico Cadernos Pagu.Document150 pagesMEDEIROS, T. D. ESTUDOS DE GÊNERO NO BRASIL-produção, Colaboração e Citações No Periódico Cadernos Pagu.Thamires MeloPas encore d'évaluation
- Guia Do Consultor SAP FICODocument46 pagesGuia Do Consultor SAP FICOLaura Nunes100% (4)
- Dark KitchensDocument4 pagesDark KitchensCarolina HolzmannPas encore d'évaluation