Vous aimerez peut-être aussi
- Selijot Version Final PDFDocument5 pagesSelijot Version Final PDFJuanjo Jaramillo67% (3)
- Implementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Document33 pagesImplementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Enzo Solis PerezPas encore d'évaluation
- MC Ing. Arturo Rodríguez SerquénDocument337 pagesMC Ing. Arturo Rodríguez Serquénacbunschic100% (3)
- NIO 0100 Diseño Lineas de Transferencia de Hidrocarburos PDFDocument2 pagesNIO 0100 Diseño Lineas de Transferencia de Hidrocarburos PDFJuanjo JaramilloPas encore d'évaluation
- Info Final ControlDocument8 pagesInfo Final ControlJuanjo JaramilloPas encore d'évaluation
- Indice de Contenido Nio PDFDocument2 pagesIndice de Contenido Nio PDFJuanjo JaramilloPas encore d'évaluation
- NIO 0101 Evaluación de CorredoresDocument2 pagesNIO 0101 Evaluación de CorredoresJuanjo JaramilloPas encore d'évaluation
- Dialnet EvaluacionDelEfectoSinergisticoEntreLaConcentracio 6299685Document8 pagesDialnet EvaluacionDelEfectoSinergisticoEntreLaConcentracio 6299685samybarreraPas encore d'évaluation
- La Sociedad de La InformaciónDocument2 pagesLa Sociedad de La InformaciónJuanjo JaramilloPas encore d'évaluation
- LABORATORIO Sabana PDFDocument4 pagesLABORATORIO Sabana PDFJuanjo JaramilloPas encore d'évaluation
- Normas APA Elaborar Trabajos InvestigaciónDocument61 pagesNormas APA Elaborar Trabajos InvestigaciónnamdelgadoPas encore d'évaluation
- Usos y Aplicaciones de Los BroncesDocument2 pagesUsos y Aplicaciones de Los BroncesJuanjo JaramilloPas encore d'évaluation
- Resolucion 0348X 2007Document18 pagesResolucion 0348X 2007Juanjo JaramilloPas encore d'évaluation
- Ing Mecatronica PDFDocument2 pagesIng Mecatronica PDFJuanjo JaramilloPas encore d'évaluation
- MuktzeDocument10 pagesMuktzeJuanjo JaramilloPas encore d'évaluation
- Funcionamiento Térmico Motor de Combustión InternaDocument4 pagesFuncionamiento Térmico Motor de Combustión InternaJuanjo JaramilloPas encore d'évaluation
- Presentación Proyecto 5 SemestreDocument21 pagesPresentación Proyecto 5 SemestreJuanjo JaramilloPas encore d'évaluation
- Boylestad Robert L - Electrónica Teoría de Circuitos 6° Edición PDFDocument655 pagesBoylestad Robert L - Electrónica Teoría de Circuitos 6° Edición PDFapi-370188485% (13)
- Transductores, Sensores y CaptadoresDocument14 pagesTransductores, Sensores y CaptadoresAlejandro Quiroz0% (1)
- Conflicto ÁrabeDocument6 pagesConflicto ÁrabeJuanjo JaramilloPas encore d'évaluation
- Como Puedes Seguir Con Tu TrabajoDocument1 pageComo Puedes Seguir Con Tu TrabajoJuanjo JaramilloPas encore d'évaluation
- TennisDocument3 pagesTennisEdwar Barrios MPas encore d'évaluation
- Formulario de Precálculo (Matemáticas-KALASHNIKOV)Document21 pagesFormulario de Precálculo (Matemáticas-KALASHNIKOV)Andrés Alfonso Hdez100% (1)
- TennisDocument3 pagesTennisEdwar Barrios MPas encore d'évaluation
- XBee-Guia UsuarioDocument72 pagesXBee-Guia UsuarioFernando Alberto D'Aubeterre MendozaPas encore d'évaluation
- Puertos USBDocument18 pagesPuertos USBLuis Martin GPas encore d'évaluation
- Estabilidad de Un Cuerpo FlotanteDocument5 pagesEstabilidad de Un Cuerpo FlotanteJose CondoriPas encore d'évaluation
- TransformadorDocument23 pagesTransformadorEduardo Rivas CéspedesPas encore d'évaluation
- La Ley JudÃ-aDocument4 pagesLa Ley JudÃ-aJuanjo JaramilloPas encore d'évaluation
- Estabilidad de Un Cuerpo FlotanteDocument5 pagesEstabilidad de Un Cuerpo FlotanteJose CondoriPas encore d'évaluation
- APU A.cerco PerimetricoDocument6 pagesAPU A.cerco PerimetricoKarlos Araoz UribePas encore d'évaluation
- Crestapol Information Guide SpanishDocument9 pagesCrestapol Information Guide SpanishcockeiserPas encore d'évaluation
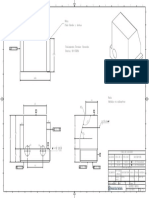
- Sub Ensamble 3 Matriz Movil PDFDocument1 pageSub Ensamble 3 Matriz Movil PDFELKIN MAURICIO GONZALEZ MONTOYAPas encore d'évaluation
- Especificaciones Tecnicas Caseta de BombeoDocument24 pagesEspecificaciones Tecnicas Caseta de BombeoricpursaPas encore d'évaluation
- RendimientosDocument9 pagesRendimientosDavid Mora CusicunaPas encore d'évaluation
- Aleaciones de AluminioDocument33 pagesAleaciones de AluminioThu Zhikiitha Mhazz NahzPas encore d'évaluation
- Anexo 4 Edt Bloque Existente PDFDocument1 pageAnexo 4 Edt Bloque Existente PDFCalidad UT MyC 2018Pas encore d'évaluation
- Red Interna de DistribucionDocument5 pagesRed Interna de DistribucionAnny CondoriPas encore d'évaluation
- Hormigon Bajo AguaDocument10 pagesHormigon Bajo AguaLenin Dario Valente MalanPas encore d'évaluation
- Lección 01 - Diagrama Fe-CDocument45 pagesLección 01 - Diagrama Fe-CFacundo TecheraPas encore d'évaluation
- 6 Vigascompuestas2016Document9 pages6 Vigascompuestas2016alfredobarragan100% (1)
- PISOSDocument52 pagesPISOSGustavo PaezPas encore d'évaluation
- Propuesta de Solucion para La Ciudad de ChiclayoDocument8 pagesPropuesta de Solucion para La Ciudad de ChiclayoSanchez KikePas encore d'évaluation
- Lista Precios JulioDocument394 pagesLista Precios JulioArq Moisés C MuñozPas encore d'évaluation
- Plástico EstructuralesDocument8 pagesPlástico EstructuralesAnthony Felix Tavarez PichardoPas encore d'évaluation
- Presupuesto para Ampliacion o Remodelacion de ViviendaDocument1 pagePresupuesto para Ampliacion o Remodelacion de ViviendaRONALDPas encore d'évaluation
- Escenario 5 Proc 5Document14 pagesEscenario 5 Proc 5Karen Alexandra MeloPas encore d'évaluation
- Presupuesto de Obra de Bayovar Con RW7 ProDocument190 pagesPresupuesto de Obra de Bayovar Con RW7 ProCarlos Carlitos TPas encore d'évaluation
- Silabo Tecnologia de ConcretoDocument4 pagesSilabo Tecnologia de ConcretoFlor HuanayPas encore d'évaluation
- Calculo de Reajustes Final CalanglaDocument72 pagesCalculo de Reajustes Final CalanglaBruno GarciaPas encore d'évaluation
- Mi Pisos de CauchoDocument6 pagesMi Pisos de CauchonsmlmapcPas encore d'évaluation
- Indice ModeloDocument13 pagesIndice ModeloOswaldo OlayaPas encore d'évaluation
- POLIMEROSDocument1 pagePOLIMEROSPaulina Garrido BenitezPas encore d'évaluation
- Acabados e Instalaciones (Precio Orientativo) 1Document4 pagesAcabados e Instalaciones (Precio Orientativo) 1Carlos Muneta LarumbePas encore d'évaluation
- Cotizacion Parque BALBOADocument1 pageCotizacion Parque BALBOAAbigail RoblesPas encore d'évaluation
- FT Soporte Horizontal Puntas Captadoras Es - pdf2Document1 pageFT Soporte Horizontal Puntas Captadoras Es - pdf2EdwinHuacanPas encore d'évaluation
- Memoria Calculo - Ho - Eduardo - SepúlvedaDocument4 pagesMemoria Calculo - Ho - Eduardo - Sepúlvedaeduardo sepulvedaPas encore d'évaluation
- Acero CorrugadoDocument10 pagesAcero CorrugadoElianí TrujilloPas encore d'évaluation
- Disco SierraDocument54 pagesDisco SierraYeriselMamaniAlarconPas encore d'évaluation