Vous aimerez peut-être aussi
- Lathe PDNDocument108 pagesLathe PDNSagar ShindePas encore d'évaluation
- DeWalt DW125 Powershop - HandbookDocument132 pagesDeWalt DW125 Powershop - Handbookhcastens3989100% (3)
- Internal Heat ExchangerDocument39 pagesInternal Heat ExchangerNeal Christian ParatoPas encore d'évaluation
- Machine Tools Lab-GudlavalleruDocument48 pagesMachine Tools Lab-GudlavalleruPeeka Prabhakara Rao0% (1)
- Machine Tools Lab ManualDocument51 pagesMachine Tools Lab ManualCharan KumarPas encore d'évaluation
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- 725, 730, & 730E Electrical System Articulated Truck: Harness and Wire Electrical Schematic SymbolsDocument2 pages725, 730, & 730E Electrical System Articulated Truck: Harness and Wire Electrical Schematic SymbolsNorman CoetzeePas encore d'évaluation
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosalePas encore d'évaluation
- 14M514.Metrology and Measurement Laboratory ManualDocument33 pages14M514.Metrology and Measurement Laboratory ManualEmperor89Pas encore d'évaluation
- Investigation of Automobile Radiator Using Nanofluid-Cuo/Water Mixture As CoolantDocument10 pagesInvestigation of Automobile Radiator Using Nanofluid-Cuo/Water Mixture As Coolantdheerendra vermaPas encore d'évaluation
- Conduction Convection Radiation PowerpointDocument18 pagesConduction Convection Radiation PowerpointRavichandran G100% (1)
- Fitting (Bench Working) ShopDocument26 pagesFitting (Bench Working) ShopBhaskar KandpalPas encore d'évaluation
- A Review On Preparation Methods, Stability and Applications of Hybrid NanofluidsDocument11 pagesA Review On Preparation Methods, Stability and Applications of Hybrid NanofluidsmilitiamonPas encore d'évaluation
- Energies - Enhanced Heat Transfer Using Oil-Based NanofluidDocument28 pagesEnergies - Enhanced Heat Transfer Using Oil-Based Nanofluidrshukla7075Pas encore d'évaluation
- Surgical SetDocument100 pagesSurgical Setbutterfly0484Pas encore d'évaluation
- Hot and Cold WorkingDocument34 pagesHot and Cold WorkingSam RonnyPas encore d'évaluation
- Fitting Shop Operations Nazeef'sDocument6 pagesFitting Shop Operations Nazeef'sFaheem Fiaz ChohanPas encore d'évaluation
- Parametric Analysis in ANSYS Workbench Using ANSYS FluentDocument48 pagesParametric Analysis in ANSYS Workbench Using ANSYS FluentLok WpPas encore d'évaluation
- Veritas Low-Angle Jack Plane 62Document7 pagesVeritas Low-Angle Jack Plane 62opilio100% (1)
- Cryogenics NotesDocument37 pagesCryogenics NotesGodwin BenedictPas encore d'évaluation
- 6 TransmissionDocument85 pages6 Transmissionesteban muñoz100% (1)
- Nzar Martini Henry-BayonetsDocument7 pagesNzar Martini Henry-BayonetshuurlingPas encore d'évaluation
- Ruger Firearms Catalog 2012Document104 pagesRuger Firearms Catalog 2012rcolquitPas encore d'évaluation
- CPWDocument2 pagesCPWdvmailgPas encore d'évaluation
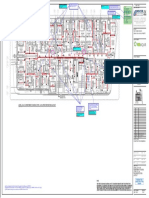
- Rev Intouch 15f Equipments Schedule Me1-Layout1Document1 pageRev Intouch 15f Equipments Schedule Me1-Layout1Carlo Miguel M JerusaIemPas encore d'évaluation
- Machine Tools LabDocument85 pagesMachine Tools Labmohammad sammeerPas encore d'évaluation
- Radial Drilling MachineDocument25 pagesRadial Drilling MachinesriPas encore d'évaluation
- Manufacturing Technology II SyllabusDocument1 pageManufacturing Technology II Syllabussmg26thmay100% (1)
- Refrigeration Air Conditioning Lab ManualDocument13 pagesRefrigeration Air Conditioning Lab Manualjayshah1991100% (1)
- Metal Joining PrcocessDocument42 pagesMetal Joining PrcocessDheerajSharmaPas encore d'évaluation
- Experiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineDocument5 pagesExperiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineHasnain AshrafPas encore d'évaluation
- Selection of A Suction Line Accumulator - Carly - The International Expert in Refrigeration ComponentsDocument3 pagesSelection of A Suction Line Accumulator - Carly - The International Expert in Refrigeration ComponentsHoàngViệtAnhPas encore d'évaluation
- MOM OU Old Question PaperDocument2 pagesMOM OU Old Question PaperAmmineni Syam PrasadPas encore d'évaluation
- Lec 3. Centfg - Compressor ExDocument30 pagesLec 3. Centfg - Compressor ExmichaelPas encore d'évaluation
- Rac PPT-1Document108 pagesRac PPT-1Moges AsefaPas encore d'évaluation
- 1492Document15 pages1492_Anggyaa_Pas encore d'évaluation
- A Review On Thermophysical Properties of Nanofluids and Heat TransferapplicationsDocument33 pagesA Review On Thermophysical Properties of Nanofluids and Heat Transferapplicationsafif udinPas encore d'évaluation
- Projeect PPT-1Document28 pagesProjeect PPT-1Shubham PawarPas encore d'évaluation
- Machine Design Report 1Document15 pagesMachine Design Report 1WaqasPas encore d'évaluation
- Threaded & Riveted JointsDocument43 pagesThreaded & Riveted JointsMadhurima BhandariPas encore d'évaluation
- Mechanical Workshop ReportDocument4 pagesMechanical Workshop ReportHumaid Al-'AmriePas encore d'évaluation
- me8361-MT 1 LabmanualDocument37 pagesme8361-MT 1 LabmanualHOD ITPas encore d'évaluation
- Step and V-FittingDocument11 pagesStep and V-FittingME Rgukt100% (1)
- A Presentation ON: Unit-IvDocument52 pagesA Presentation ON: Unit-IvVķ MãħëšħPas encore d'évaluation
- Reciprocating Type Machine ToolsDocument18 pagesReciprocating Type Machine ToolsSpartan 117Pas encore d'évaluation
- Assignments Sub: Production Process IIDocument2 pagesAssignments Sub: Production Process IIShantanu Gaikwad100% (1)
- Solidification ShrinkageDocument16 pagesSolidification ShrinkageSherif El-soudyPas encore d'évaluation
- Machine Tools & Metrology Lab ManualDocument71 pagesMachine Tools & Metrology Lab ManualChaitu SriPas encore d'évaluation
- Module 5-Shaper (Handouts)Document9 pagesModule 5-Shaper (Handouts)Fayyaz NadeemPas encore d'évaluation
- ANSYS Introduction To Workbench PDFDocument13 pagesANSYS Introduction To Workbench PDFchemino76Pas encore d'évaluation
- Mel311 Part IIDocument165 pagesMel311 Part IIAarsh Vir GuptaPas encore d'évaluation
- Lecture Slide Metrology and Inspection - PPT PDFDocument30 pagesLecture Slide Metrology and Inspection - PPT PDFEdo EdgarPas encore d'évaluation
- Acd Lab ManualDocument31 pagesAcd Lab Manualdestro29Pas encore d'évaluation
- Heat and Mass Transfer NotesDocument40 pagesHeat and Mass Transfer NotesSanwar TagraPas encore d'évaluation
- Welding Slag CLEANING MachineDocument5 pagesWelding Slag CLEANING MachineSuganthan IasPas encore d'évaluation
- Dies and Its TypesDocument2 pagesDies and Its TypesRajat AhujaPas encore d'évaluation
- Me8792 - Power Plant EngineeringDocument48 pagesMe8792 - Power Plant EngineeringPalanivel Rajan A RPas encore d'évaluation
- TP Job Information Sheets Aug - Jan - I PDFDocument365 pagesTP Job Information Sheets Aug - Jan - I PDFMohan kumar G100% (1)
- Chapter 1-Introduction To Machining: Learning ObjectivesDocument6 pagesChapter 1-Introduction To Machining: Learning ObjectivesjagbirPas encore d'évaluation
- RefrigrantsDocument41 pagesRefrigrantsmuthuPas encore d'évaluation
- QB MAT311 Unit-3Document6 pagesQB MAT311 Unit-3Group 5 Product LaunchPas encore d'évaluation
- Basic Mechanical EngineeringDocument1 pageBasic Mechanical EngineeringKailas Sree ChandranPas encore d'évaluation
- Chapter 4 Metal CuttingDocument45 pagesChapter 4 Metal Cuttingamr23Pas encore d'évaluation
- Assignment-4 Study of Centre Lathe and Single Point Cutting Tool GeometryDocument4 pagesAssignment-4 Study of Centre Lathe and Single Point Cutting Tool GeometryTanmay Warde100% (1)
- Chapter1 Basic Structure of ComputersDocument7 pagesChapter1 Basic Structure of ComputersAhmed Sulejmanovic100% (2)
- Machining Science Sybtech Prod by DV ShirbhateDocument121 pagesMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Machine Tools Lab ManualDocument48 pagesMachine Tools Lab Manualshaik anal haqPas encore d'évaluation
- MACHINE TOOLS LabDocument40 pagesMACHINE TOOLS LabFarhan KhanPas encore d'évaluation
- RP GB DWC Connections Rev 13Document9 pagesRP GB DWC Connections Rev 13Abdelhay Mohamed HassanPas encore d'évaluation
- LAB. No. 1 Metal Cutting Theory: Machine Tools and Their MotionsDocument7 pagesLAB. No. 1 Metal Cutting Theory: Machine Tools and Their MotionsAbdelhay Mohamed HassanPas encore d'évaluation
- Measurement Lect 7 - 2018Document55 pagesMeasurement Lect 7 - 2018Abdelhay Mohamed HassanPas encore d'évaluation
- Optimal Make-Up Torque For Trapezoidal Threaded Connections Subjected To Combined Axial Tension and Internal Pressure LoadingDocument9 pagesOptimal Make-Up Torque For Trapezoidal Threaded Connections Subjected To Combined Axial Tension and Internal Pressure LoadingAbdelhay Mohamed HassanPas encore d'évaluation
- LAB. No. 3 Metal Cutting Theory Surface FinishDocument8 pagesLAB. No. 3 Metal Cutting Theory Surface FinishAbdelhay Mohamed HassanPas encore d'évaluation
- LAB Manual PDFDocument1 pageLAB Manual PDFAbdelhay Mohamed HassanPas encore d'évaluation
- LAB. No. 2 Metal Cutting Theory: Tool Geometry and Chip FormationDocument6 pagesLAB. No. 2 Metal Cutting Theory: Tool Geometry and Chip FormationAbdelhay Mohamed HassanPas encore d'évaluation
- Applied Mechanics W/Lab MET 2026: Pellissippi State Community College Master SyllabusDocument5 pagesApplied Mechanics W/Lab MET 2026: Pellissippi State Community College Master SyllabusAbdelhay Mohamed HassanPas encore d'évaluation
- Problems: Module # 1Document4 pagesProblems: Module # 1Abdelhay Mohamed HassanPas encore d'évaluation
- Howcall DeepFreezeDocument1 pageHowcall DeepFreezeAbdelhay Mohamed HassanPas encore d'évaluation
- Journal of Cleaner Production: SciencedirectDocument12 pagesJournal of Cleaner Production: SciencedirectAbdelhay Mohamed HassanPas encore d'évaluation
- Lect 2-4b MD1 Power Screw Chapt 4 2016Document21 pagesLect 2-4b MD1 Power Screw Chapt 4 2016Abdelhay Mohamed HassanPas encore d'évaluation
- Machine Design - : Emp 205 CFDocument52 pagesMachine Design - : Emp 205 CFAbdelhay Mohamed HassanPas encore d'évaluation
- Course Specification: Beng (Hons) Civil Engineering 2018-19 (Beciv)Document11 pagesCourse Specification: Beng (Hons) Civil Engineering 2018-19 (Beciv)Abdelhay Mohamed HassanPas encore d'évaluation
- Basic Selected Topics: A. M. AbdelhayDocument4 pagesBasic Selected Topics: A. M. AbdelhayAbdelhay Mohamed HassanPas encore d'évaluation
- Reference Standard Tables: Please, DO NOT Write or Make ANY Marks On TheseDocument21 pagesReference Standard Tables: Please, DO NOT Write or Make ANY Marks On TheseAbdelhay Mohamed HassanPas encore d'évaluation
- Applied Mechanics: Fall 2018Document3 pagesApplied Mechanics: Fall 2018Abdelhay Mohamed HassanPas encore d'évaluation
- Dr. Arafa S.Sobh: InstructorDocument50 pagesDr. Arafa S.Sobh: InstructorAbdelhay Mohamed Hassan100% (1)
- 8.HSC SelamDocument2 pages8.HSC SelammanojPas encore d'évaluation
- Chain SawDocument1 pageChain SawFarrukh AhmadPas encore d'évaluation
- Pratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3040594Document58 pagesPratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3040594budibae206Pas encore d'évaluation
- z1647040004 BMV Xtron m80 Electrical Circuit Diagram.Document123 pagesz1647040004 BMV Xtron m80 Electrical Circuit Diagram.dnyaneshwar motePas encore d'évaluation
- Al 172 - 2021 - 003 Rev.01 LFS FiResidence Bahrain 10 July 2021 11Document1 pageAl 172 - 2021 - 003 Rev.01 LFS FiResidence Bahrain 10 July 2021 11bhima irabattiPas encore d'évaluation
- Catalogo Ferton 220622Document11 pagesCatalogo Ferton 220622danny barbachanPas encore d'évaluation
- Me8501 Metrology and Measurements Set-2: Excel Engineering CollegeDocument1 pageMe8501 Metrology and Measurements Set-2: Excel Engineering Collegetamilselvan nPas encore d'évaluation
- Magic 2017 EnglishDocument60 pagesMagic 2017 EnglishSachin Kumar J KPas encore d'évaluation
- Bpi-The-Rise-09-17-20 - P - 1Document1 pageBpi-The-Rise-09-17-20 - P - 1tintinPas encore d'évaluation
- Kitchen: Complete The 15 Sentences With The Words On The LeftDocument2 pagesKitchen: Complete The 15 Sentences With The Words On The LeftStefan JosephPas encore d'évaluation
- Maint Instructions For Ferrule FittingsDocument13 pagesMaint Instructions For Ferrule FittingsLakhwant Singh KhalsaPas encore d'évaluation
- Installation, Operation & Maintenance ManualDocument8 pagesInstallation, Operation & Maintenance ManualShudhan NambiarPas encore d'évaluation
- Manual de Taller Excavadora Hitachi Zx200 225 230 270 - 123Document1 pageManual de Taller Excavadora Hitachi Zx200 225 230 270 - 123Andi KaPas encore d'évaluation
- Unit 4 Machine Tools Lecture 1Document26 pagesUnit 4 Machine Tools Lecture 1Kevin Axl AndamPas encore d'évaluation
- Only War Character Sheet High-Res 0Document2 pagesOnly War Character Sheet High-Res 0Jack JohnPas encore d'évaluation
- TGN-RT-03 - Bolting Procedure For Steel Structures Rev 1Document3 pagesTGN-RT-03 - Bolting Procedure For Steel Structures Rev 1mostafamaroc0% (1)
- MACHDocument3 pagesMACHGeoffrey CasanaPas encore d'évaluation
- 2D CAD Data ListDocument809 pages2D CAD Data ListDesign IPGEPas encore d'évaluation
- Hdpe Boru Fiyat Listesi Hdpe Pipe Price ListDocument2 pagesHdpe Boru Fiyat Listesi Hdpe Pipe Price ListSusan Sue Berrospi MerinoPas encore d'évaluation
- Air Conditioning SystemDocument7 pagesAir Conditioning SystemPapri MahataPas encore d'évaluation
- Recirculation Energy Recovery Unit - TraneDocument12 pagesRecirculation Energy Recovery Unit - TraneShaik Bepari JakeerPas encore d'évaluation