Vous aimerez peut-être aussi
- Aim: Study of Single Point Cutting ToolDocument3 pagesAim: Study of Single Point Cutting Toolshailkhanna1Pas encore d'évaluation
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Production Technology SyllabusDocument9 pagesProduction Technology SyllabusPankaj SharmaPas encore d'évaluation
- Lect 3 ManII PDFDocument40 pagesLect 3 ManII PDFAhmed Emad Sayed MohamedPas encore d'évaluation
- Mechanics of Orthogonal CurringDocument21 pagesMechanics of Orthogonal CurringSamvrudh NagarajPas encore d'évaluation
- Credit 5 Mill-2003Document47 pagesCredit 5 Mill-2003Gokul Prasad ChettiPas encore d'évaluation
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodPas encore d'évaluation
- 2 Metal CuttingDocument89 pages2 Metal CuttingYashraj patilPas encore d'évaluation
- Theory of Metal CuttingDocument3 pagesTheory of Metal CuttingGeorge Oliver100% (1)
- Lecture 2 - 4 - Fundametals of MachiningDocument58 pagesLecture 2 - 4 - Fundametals of MachiningAINAMANI AMOSPas encore d'évaluation
- Unit 1 Me1203Document17 pagesUnit 1 Me1203Muthuvel M100% (1)
- Q. What Is Metal Cutting?Document12 pagesQ. What Is Metal Cutting?ThenarasumohanveluPas encore d'évaluation
- Production Technology PDFDocument2 pagesProduction Technology PDFRamana Kumar NarsipuramPas encore d'évaluation
- 35 Basic Interview QuestionsDocument8 pages35 Basic Interview QuestionsVivek BajpaiPas encore d'évaluation
- Metal Cutting ProcessDocument26 pagesMetal Cutting Processমুকসেতিন আল রাজী রিফাতPas encore d'évaluation
- Ipe 332Document19 pagesIpe 332S. M. Hasibur RahmanPas encore d'évaluation
- Takele ManufacturingDocument21 pagesTakele Manufacturingdawit solomonPas encore d'évaluation
- 1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Document34 pages1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Fatin JoharPas encore d'évaluation
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainPas encore d'évaluation
- Instructions For Use: Hokkaido University Collection of Scholarly and Academic Papers: HUSCAPDocument32 pagesInstructions For Use: Hokkaido University Collection of Scholarly and Academic Papers: HUSCAPAnonymous cgDfsNPas encore d'évaluation
- Metal Cutting and Tool DesignDocument3 pagesMetal Cutting and Tool DesignHemanth YadaPas encore d'évaluation
- ME6402 - Manufacturing Technology-Ii: 1. Define Metal CuttingDocument26 pagesME6402 - Manufacturing Technology-Ii: 1. Define Metal CuttingSK NAGOOR VALIPas encore d'évaluation
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Sheet MetalDocument4 pagesSheet MetalShuguta LatiPas encore d'évaluation
- Machine ToolsDocument143 pagesMachine ToolsSATYAJIT BEHERAPas encore d'évaluation
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- Metal Cutting: Doctoral Foundation SeminarDocument23 pagesMetal Cutting: Doctoral Foundation SeminarharrryPas encore d'évaluation
- Manufacturing Process - Module4.0Document18 pagesManufacturing Process - Module4.0Fiza KamaPas encore d'évaluation
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- Metal WorkingDocument45 pagesMetal WorkingLilith StarkPas encore d'évaluation
- Sheet Metal ShopDocument5 pagesSheet Metal Shopprince prosaPas encore d'évaluation
- MT II - 2 Marks With AnswersDocument40 pagesMT II - 2 Marks With AnswersArulPas encore d'évaluation
- Attaway Cecil R 196812 PHD 256450 PDFDocument192 pagesAttaway Cecil R 196812 PHD 256450 PDFJuri JuriePas encore d'évaluation
- Unit 1 MP2Document108 pagesUnit 1 MP2Sharana basavaPas encore d'évaluation
- MFT 2 TWO Marks With AnswersDocument28 pagesMFT 2 TWO Marks With AnswersThulasi RamPas encore d'évaluation
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuPas encore d'évaluation
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSPas encore d'évaluation
- ME2252 - Manufacturing Technology-IiDocument40 pagesME2252 - Manufacturing Technology-Iiraoli411Pas encore d'évaluation
- Unit I ': Theory of Metal CuttingDocument14 pagesUnit I ': Theory of Metal CuttingramtwinsmePas encore d'évaluation
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20Merchant Ali100% (1)
- U1Metal Cutting & Tool DesignDocument62 pagesU1Metal Cutting & Tool DesignVansh puriPas encore d'évaluation
- Bmee304l Metal-Forming-And-Machining TH 1.0 67 Bmee304lDocument3 pagesBmee304l Metal-Forming-And-Machining TH 1.0 67 Bmee304lKrijayPas encore d'évaluation
- CH 1Document91 pagesCH 1Daniel KetemawPas encore d'évaluation
- Theory of Metal Cutting PDFDocument47 pagesTheory of Metal Cutting PDFEmmanuel KutaniPas encore d'évaluation
- MCMT AssignmentsDocument2 pagesMCMT AssignmentsSamNihalPas encore d'évaluation
- Machine Tool # 1Document13 pagesMachine Tool # 1api-26046805Pas encore d'évaluation
- Manufacturing Processes Ch.6 (20) Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch.6 (20) Sheet Metal Workingashoku24007100% (1)
- Mahendra Covered TopicDocument26 pagesMahendra Covered TopicMahendra SinghPas encore d'évaluation
- ME 6402 Manufacturing Technology II Unit - IDocument14 pagesME 6402 Manufacturing Technology II Unit - Iananda narayananPas encore d'évaluation
- Module 5-Lect-5Document56 pagesModule 5-Lect-5Shashank ShettyPas encore d'évaluation
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocument90 pagesMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamPas encore d'évaluation
- MCTD Sessional 2012 RevisedDocument21 pagesMCTD Sessional 2012 RevisedpalashboliacoolzPas encore d'évaluation
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- IPE-4102-Machine Tool SessionalDocument29 pagesIPE-4102-Machine Tool SessionalNafiz AlamPas encore d'évaluation
- Sheet Metal Forming Lab Report: ObjectiveDocument4 pagesSheet Metal Forming Lab Report: ObjectiveAmmi AdemPas encore d'évaluation
- Me8451 QB2Document32 pagesMe8451 QB2Jayaram R S [MECH]Pas encore d'évaluation
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcPas encore d'évaluation
- MMM-Exper 10 2018FDocument2 pagesMMM-Exper 10 2018FAbdelhay Mohamed HassanPas encore d'évaluation
- Lecture ONEDocument21 pagesLecture ONEAbdelhay Mohamed HassanPas encore d'évaluation
- Measurement Lect 7 - 2018Document55 pagesMeasurement Lect 7 - 2018Abdelhay Mohamed HassanPas encore d'évaluation
- Lecture ONEDocument21 pagesLecture ONEAbdelhay Mohamed HassanPas encore d'évaluation
- Lect 3 - M&S Chapt 3 2019Document32 pagesLect 3 - M&S Chapt 3 2019Abdelhay Mohamed HassanPas encore d'évaluation
- Lect 3 - M&S Chapt 3 2019Document32 pagesLect 3 - M&S Chapt 3 2019Abdelhay Mohamed HassanPas encore d'évaluation
- Example PsDocument1 pageExample PsYaneth Cruz JimenezPas encore d'évaluation
- Optimal Make-Up Torque For Trapezoidal Threaded Connections Subjected To Combined Axial Tension and Internal Pressure LoadingDocument9 pagesOptimal Make-Up Torque For Trapezoidal Threaded Connections Subjected To Combined Axial Tension and Internal Pressure LoadingAbdelhay Mohamed HassanPas encore d'évaluation
- Development of Gas-Tight Threads Based On API Round Threads and Its EvaluationDocument7 pagesDevelopment of Gas-Tight Threads Based On API Round Threads and Its EvaluationAbdelhay Mohamed HassanPas encore d'évaluation
- Lab - Exp - May2006makeupDocument1 pageLab - Exp - May2006makeupAbdelhay Mohamed HassanPas encore d'évaluation
- Comp Application F02Document1 pageComp Application F02Abdelhay Mohamed HassanPas encore d'évaluation
- Problems: Module # 1Document4 pagesProblems: Module # 1Abdelhay Mohamed HassanPas encore d'évaluation
- RP GB DWC Connections Rev 13Document9 pagesRP GB DWC Connections Rev 13Abdelhay Mohamed HassanPas encore d'évaluation
- Lab - Exp - May2005Document2 pagesLab - Exp - May2005Abdelhay Mohamed HassanPas encore d'évaluation
- LAB Manual PDFDocument1 pageLAB Manual PDFAbdelhay Mohamed HassanPas encore d'évaluation
- MT LabDocument14 pagesMT LabAbdelhay Mohamed HassanPas encore d'évaluation
- LAB. No. 1 Metal Cutting Theory: Machine Tools and Their MotionsDocument7 pagesLAB. No. 1 Metal Cutting Theory: Machine Tools and Their MotionsAbdelhay Mohamed HassanPas encore d'évaluation
- Lab ManualDocument25 pagesLab ManualAbdelhay Mohamed HassanPas encore d'évaluation
- Machine Tools LabDocument37 pagesMachine Tools LabAbdelhay Mohamed HassanPas encore d'évaluation
- Summary of Funded Projects at Faculty of Engineering HelwanDocument2 pagesSummary of Funded Projects at Faculty of Engineering HelwanAbdelhay Mohamed HassanPas encore d'évaluation
- CGLab CSE-VDocument65 pagesCGLab CSE-VIqbal TJPas encore d'évaluation
- Applied Mechanics Lect 2018Document16 pagesApplied Mechanics Lect 2018Abdelhay Mohamed HassanPas encore d'évaluation
- LAB. No. 3 Metal Cutting Theory Surface FinishDocument8 pagesLAB. No. 3 Metal Cutting Theory Surface FinishAbdelhay Mohamed HassanPas encore d'évaluation
- Howcall DeepFreezeDocument1 pageHowcall DeepFreezeAbdelhay Mohamed HassanPas encore d'évaluation
- Journal of Cleaner Production: SciencedirectDocument12 pagesJournal of Cleaner Production: SciencedirectAbdelhay Mohamed HassanPas encore d'évaluation
- Lect 2-4b MD1 Power Screw Chapt 4 2016Document21 pagesLect 2-4b MD1 Power Screw Chapt 4 2016Abdelhay Mohamed HassanPas encore d'évaluation
- CommentsDocument1 pageCommentsVesh SeelalsinghPas encore d'évaluation
- Machine Design - : Emp 205 CFDocument52 pagesMachine Design - : Emp 205 CFAbdelhay Mohamed HassanPas encore d'évaluation
- 3406E 550hpDocument2 pages3406E 550hpالمهندسوليدالطويلPas encore d'évaluation
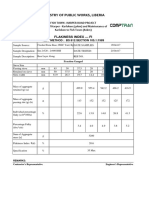
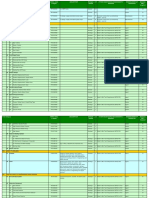
- Ministry of Public Works, Liberia: Flakiness Index - FiDocument2 pagesMinistry of Public Works, Liberia: Flakiness Index - FikwamePas encore d'évaluation
- Mailam Engineering College MAILAM (PO), Villupuram (DT) - Pin: 604 304Document2 pagesMailam Engineering College MAILAM (PO), Villupuram (DT) - Pin: 604 304Anbu SelvanPas encore d'évaluation
- Parts Manual: Extec Screens and Crushers LTDDocument51 pagesParts Manual: Extec Screens and Crushers LTDBlake Cooley Anderson100% (1)
- Gl1200 BackfiringDocument4 pagesGl1200 BackfiringPuican IulianPas encore d'évaluation
- BoM For TransformerDocument24 pagesBoM For TransformeritsmercyadavPas encore d'évaluation
- Ge - 650Document1 046 pagesGe - 650ganesamoorthy1987Pas encore d'évaluation
- Aluminium Fillers 4043 and 5356Document2 pagesAluminium Fillers 4043 and 5356ahmedPas encore d'évaluation
- t4 Hitech 00-02Document341 pagest4 Hitech 00-02Nicoleta Costea100% (3)
- Abp Catalog Heater AirconditioningDocument4 pagesAbp Catalog Heater AirconditioningFABIO MOACIR KORNDOERFERPas encore d'évaluation
- Sample Proposal (Technical Writing)Document5 pagesSample Proposal (Technical Writing)Eugene Laude CanenciaPas encore d'évaluation
- Steam TurbinesDocument14 pagesSteam TurbinesArvindPasuparthyPas encore d'évaluation
- Moxy Hotel QuotationDocument4 pagesMoxy Hotel QuotationaakashPas encore d'évaluation
- Construction Contracts: Procurement Methods in BotswanaDocument12 pagesConstruction Contracts: Procurement Methods in BotswanaPhoebe Joice SecuyaPas encore d'évaluation
- Oral Test For S.ce102 Scott Edited 1Document10 pagesOral Test For S.ce102 Scott Edited 1Лхагва СүрэнPas encore d'évaluation
- 2013 14 Ashrae Index 04 17 14Document47 pages2013 14 Ashrae Index 04 17 14San AndersonPas encore d'évaluation
- Synthesis: Partial OxidationDocument5 pagesSynthesis: Partial OxidationTrangSkyPas encore d'évaluation
- Progressive Architecture-1965-01Document208 pagesProgressive Architecture-1965-01Andréa CostaPas encore d'évaluation
- RESUMEUPDATEDDocument2 pagesRESUMEUPDATEDsteven bianesPas encore d'évaluation
- R3G310AJ3861 DigitalDocument11 pagesR3G310AJ3861 DigitalmucorPas encore d'évaluation
- Israel Shalom - Ha'galilDocument11 pagesIsrael Shalom - Ha'galilsamrasamara2014100% (1)
- Oshkosh MATV BrochureDocument2 pagesOshkosh MATV Brochureyellow71Pas encore d'évaluation
- Petronas SWECs External 1509015 - PRODUCTSDocument2 pagesPetronas SWECs External 1509015 - PRODUCTSmuhamadrafie1975Pas encore d'évaluation
- F4C PDFDocument52 pagesF4C PDFalvaroPas encore d'évaluation
- Modularization of ShipsDocument16 pagesModularization of ShipsRafdi HidayatPas encore d'évaluation
- DGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingDocument3 pagesDGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingminingnovaPas encore d'évaluation
- Name of Company (PUROK 1) Items Received Date/ Time SignatureDocument69 pagesName of Company (PUROK 1) Items Received Date/ Time SignatureMapulang Lupa Valenzuela CityPas encore d'évaluation
- Cantilever BeamDocument4 pagesCantilever BeamWaheed AhmadPas encore d'évaluation
- Bimetal Thermometers: Tel-Tru Manufacturing CompanyDocument28 pagesBimetal Thermometers: Tel-Tru Manufacturing Companyguille0911Pas encore d'évaluation
- Bored-Piling Mar2016 PDFDocument4 pagesBored-Piling Mar2016 PDFrajaPas encore d'évaluation