Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Bopp and Pet PropertiesDocument10 pagesBopp and Pet PropertiesIzhar ShaikhPas encore d'évaluation
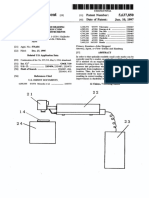
- United States PatentDocument13 pagesUnited States PatentAmmarPas encore d'évaluation
- +the T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pages+the T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356AmmarPas encore d'évaluation
- Prefil Footprinter FlyerDocument6 pagesPrefil Footprinter FlyerAmmarPas encore d'évaluation
- 2008, Kelly, Elastic Perfectly Plastic MaterialsDocument9 pages2008, Kelly, Elastic Perfectly Plastic MaterialsAmmarPas encore d'évaluation
- Ficha Alea AMV ENGDocument2 pagesFicha Alea AMV ENGAmmarPas encore d'évaluation
- 08 Plasticity 04 ElasticPerfectlyPlastic PDFDocument10 pages08 Plasticity 04 ElasticPerfectlyPlastic PDFsujayan2005Pas encore d'évaluation
- PoDFA Flyer and Spec SheetDocument6 pagesPoDFA Flyer and Spec SheetAmmarPas encore d'évaluation
- Tool Technology for Mechanical Metal Surface Improvement SolutionsDocument108 pagesTool Technology for Mechanical Metal Surface Improvement SolutionsAmmarPas encore d'évaluation
- Normality CriterionDocument10 pagesNormality Criteriong401992Pas encore d'évaluation
- 08 Plasticity 03 YieldCriteriaDocument22 pages08 Plasticity 03 YieldCriteriaFrancisco EscobarPas encore d'évaluation
- 2005, Mader, Fundamentals of The Deep Rolling of Compressor Blades For Turbo Aircraft EnginesDocument6 pages2005, Mader, Fundamentals of The Deep Rolling of Compressor Blades For Turbo Aircraft EnginesAmmarPas encore d'évaluation
- Normality CriterionDocument10 pagesNormality Criteriong401992Pas encore d'évaluation
- Statistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageDocument22 pagesStatistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageAmmarPas encore d'évaluation
- Statistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageDocument22 pagesStatistically Equivalent Representative Volume Elements For Unidirectional Composite Microstructures: Part I - Without DamageAmmarPas encore d'évaluation
- Product Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeDocument35 pagesProduct Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeRaj DomadiyaPas encore d'évaluation
- Cadweld Welded Electrical Connections: Quick Reference Product GuideDocument12 pagesCadweld Welded Electrical Connections: Quick Reference Product GuideEstebanPas encore d'évaluation
- CMT SteelDocument3 pagesCMT SteelRhea Mae OmayaPas encore d'évaluation
- Spouts MC22 OV Tech SpecDocument5 pagesSpouts MC22 OV Tech SpecHa LinaPas encore d'évaluation
- Crystic-Chemical Resistance Guide Page - 4Document1 pageCrystic-Chemical Resistance Guide Page - 4KiranPas encore d'évaluation
- Technical Requirements For SS 2015 210915Document132 pagesTechnical Requirements For SS 2015 210915L YO PinPas encore d'évaluation
- John Deere Dubuque Factory Specifications I: SteelDocument3 pagesJohn Deere Dubuque Factory Specifications I: SteelGANESH GPas encore d'évaluation
- Norsok M 120 Material Data Sheets For Structural Steel EdDocument47 pagesNorsok M 120 Material Data Sheets For Structural Steel EdOlanrewaju OkunolaPas encore d'évaluation
- Steel Sheet, Zinc-Aluminum-Magnesium Alloy-Coated by The Hot-Dip ProcessDocument7 pagesSteel Sheet, Zinc-Aluminum-Magnesium Alloy-Coated by The Hot-Dip ProcessCarolina LeonPas encore d'évaluation
- 11 Cold-Formed Connections GuideDocument8 pages11 Cold-Formed Connections GuideMarcos AmorimPas encore d'évaluation
- Hasil Tulangan Diperoleh Dari Luas Tulangan Atas (As Top) Terbesar Dan Luas Tulangan Bawah (As Min) Terbesar Melalui Program ETABSDocument11 pagesHasil Tulangan Diperoleh Dari Luas Tulangan Atas (As Top) Terbesar Dan Luas Tulangan Bawah (As Min) Terbesar Melalui Program ETABSDendy NurrochimPas encore d'évaluation
- Abtech Stainless Steel and Mild Steel Electrical Enclosures Abtech SXDocument34 pagesAbtech Stainless Steel and Mild Steel Electrical Enclosures Abtech SXrocketvtPas encore d'évaluation
- Line Pipes and Pipeline Coating Cost SummaryDocument4 pagesLine Pipes and Pipeline Coating Cost Summarymuhammad AzharPas encore d'évaluation
- Inconel - Alloy 330 - UNS N08330Document8 pagesInconel - Alloy 330 - UNS N08330Javeed A. KhanPas encore d'évaluation
- Manufacturing of Plastic ComponentsDocument50 pagesManufacturing of Plastic ComponentsrameshwarmaPas encore d'évaluation
- KNPC Deluge2 PDFDocument12 pagesKNPC Deluge2 PDFNarendra Reddy BhumaPas encore d'évaluation
- Floorings: Lecturer Department of Civil Engineering COMSATS University Islamabad, Sahiwal CampusDocument60 pagesFloorings: Lecturer Department of Civil Engineering COMSATS University Islamabad, Sahiwal Campuszeshan habibPas encore d'évaluation
- Basic Mechanical Materials and Methods 0606 (PDF Library)Document17 pagesBasic Mechanical Materials and Methods 0606 (PDF Library)nifilimPas encore d'évaluation
- Advantages of The Use of Lighter Materials in The Automotive IndustryDocument11 pagesAdvantages of The Use of Lighter Materials in The Automotive IndustryLogan JD Tdf TdayPas encore d'évaluation
- Insulation Material: Table 6-3: Thermal Conductivity of Hot InsulationDocument1 pageInsulation Material: Table 6-3: Thermal Conductivity of Hot Insulationsj_scribdPas encore d'évaluation
- Ethacure 300Document12 pagesEthacure 300scorpionbadshahPas encore d'évaluation
- ADM - Estidama Temp Program Simplified Submittal - Form 2 - (3) 22.01.14Document1 pageADM - Estidama Temp Program Simplified Submittal - Form 2 - (3) 22.01.14Chawki Al AsmarPas encore d'évaluation
- Cswip QuestionDocument3 pagesCswip Questionfasith9534Pas encore d'évaluation
- Astm B209-06Document29 pagesAstm B209-06tuongPas encore d'évaluation
- Ducts DetailsDocument8 pagesDucts DetailsfayasPas encore d'évaluation
- Admixture Plastiment VZDocument2 pagesAdmixture Plastiment VZMaulina AmeliaPas encore d'évaluation
- NRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVDocument7 pagesNRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVRam SelvaPas encore d'évaluation
- 1210.0 Gas Piping InstallationDocument8 pages1210.0 Gas Piping InstallationHu Hin AngPas encore d'évaluation
- P2P Lab Reportjan2006Document39 pagesP2P Lab Reportjan2006Huaman Chavez Jesus AngelPas encore d'évaluation