Vous aimerez peut-être aussi
- Resolucion de Problema 16Document21 pagesResolucion de Problema 16pandita_1369Pas encore d'évaluation
- Clase 20-06-2022Document3 pagesClase 20-06-2022Eriica MendozaPas encore d'évaluation
- Problemario T2Document8 pagesProblemario T2Medina valdivia IsamarPas encore d'évaluation
- Informe Fermentacion ModDocument6 pagesInforme Fermentacion ModAngela D Cortés DomínguezPas encore d'évaluation
- 2Bt, Examen Equilibrio18.19Document5 pages2Bt, Examen Equilibrio18.19Nerea GallarPas encore d'évaluation
- Solucionario Practica de Equlibrio QuimicoDocument12 pagesSolucionario Practica de Equlibrio QuimicoCarlos DelafuentePas encore d'évaluation
- Ejercicios Resueltos de Equilibrio QuimicoDocument20 pagesEjercicios Resueltos de Equilibrio QuimicoMelissaMaraviAlvarado100% (2)
- Calcular PCS e PCI mezcla 30% metano 70% etanoDocument2 pagesCalcular PCS e PCI mezcla 30% metano 70% etanoMilton FernandezPas encore d'évaluation
- La Oxidacion Del Ion Yoduro Por El Ion PersulfatoDocument25 pagesLa Oxidacion Del Ion Yoduro Por El Ion PersulfatomarcelacczPas encore d'évaluation
- Tarea SimulacionDocument11 pagesTarea SimulacionCarmen RiosPas encore d'évaluation
- Problemas Resueltos de Balance de Eneergia 20 PorblemasDocument12 pagesProblemas Resueltos de Balance de Eneergia 20 PorblemasRafael A. Feria QuintanaPas encore d'évaluation
- Etanol MatlabDocument9 pagesEtanol MatlabFernandoFonzareliSantiagoValdezPas encore d'évaluation
- BiologiaDocument10 pagesBiologiaadrian felipePas encore d'évaluation
- Pauta Taller 3Document4 pagesPauta Taller 3JPYAPas encore d'évaluation
- Balances de Materia y EnergiaDocument16 pagesBalances de Materia y EnergiaDANIELA ROMERO PADILLAPas encore d'évaluation
- ACFrOgB - nHje7DZ0PMZIA ouIixRO18TOfahWLySmToJtvvCP5i6jJ7J6Gts hPtPGeZ9YLWFzgzMu6red3q GMTRH BfNiNUm07dzOOPz2Mzh9Lt PBLMudCI DHQ9 - IKqx5 YpImVb9UYnbLHuDocument5 pagesACFrOgB - nHje7DZ0PMZIA ouIixRO18TOfahWLySmToJtvvCP5i6jJ7J6Gts hPtPGeZ9YLWFzgzMu6red3q GMTRH BfNiNUm07dzOOPz2Mzh9Lt PBLMudCI DHQ9 - IKqx5 YpImVb9UYnbLHupomposoPas encore d'évaluation
- Redox Nernst, Equilibrio Quimico, Constante de EquilibrioDocument16 pagesRedox Nernst, Equilibrio Quimico, Constante de EquilibrioBraan Brandon BrandiPas encore d'évaluation
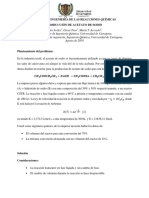
- Producción de acetato de sodio en CSTRDocument5 pagesProducción de acetato de sodio en CSTROscar ToroPas encore d'évaluation
- Tarea CatálisisDocument14 pagesTarea CatálisisLAURAPas encore d'évaluation
- 1P PRQ500Document10 pages1P PRQ500Freya MirandaPas encore d'évaluation
- UNIDAD VII - Guia de Ejercicios 2020 Resuelta PDFDocument9 pagesUNIDAD VII - Guia de Ejercicios 2020 Resuelta PDFCami AlvarezPas encore d'évaluation
- Termoquímica y calor de combustiónDocument20 pagesTermoquímica y calor de combustiónjeanPas encore d'évaluation
- Equilibrio QuímicoDocument20 pagesEquilibrio Químicomc crPas encore d'évaluation
- Bloque 3.Document16 pagesBloque 3.Rembert MorenoPas encore d'évaluation
- Clase de Repaso FQ 4to ParcialDocument2 pagesClase de Repaso FQ 4to ParcialSole TenorioPas encore d'évaluation
- Ejercicios Semana 16Document4 pagesEjercicios Semana 16Gabriel AgripinoPas encore d'évaluation
- Ejerc. de Aplic. II. FQ. IDocument2 pagesEjerc. de Aplic. II. FQ. IKarol Lancheros CondePas encore d'évaluation
- Taller en Parejas - Daniel Genez - Oswaldo MercadoDocument10 pagesTaller en Parejas - Daniel Genez - Oswaldo MercadoCarlos García García100% (1)
- Equilibrio de FasesDocument7 pagesEquilibrio de FasesIsaí Nava CamachoPas encore d'évaluation
- Guía4 - PRQ500 - 1PDocument10 pagesGuía4 - PRQ500 - 1PJuanPas encore d'évaluation
- Taller Segundo Parcial Quimica Grupo 5Document3 pagesTaller Segundo Parcial Quimica Grupo 5SOLANGE DAYANARA ROMERO DUARTEPas encore d'évaluation
- Informe de Espontaneidad y EquilibrioDocument6 pagesInforme de Espontaneidad y EquilibrioHERNAN ENRIQUE NORIEGA BARROSPas encore d'évaluation
- Calorimetría de CombustiónDocument4 pagesCalorimetría de CombustiónDeyaniraPas encore d'évaluation
- 3er Parcial Fisicoquimica FinalDocument43 pages3er Parcial Fisicoquimica FinalGraciela Ticona Luque67% (3)
- Clase 4 y 5 FQ 2do Parcial PDFDocument19 pagesClase 4 y 5 FQ 2do Parcial PDFRonald Cristhian Mamani CopaPas encore d'évaluation
- Guía6 - PRQ500 - 1PDocument7 pagesGuía6 - PRQ500 - 1PBladimir Alex Quispe RochaPas encore d'évaluation
- Reporte Pia FQDocument9 pagesReporte Pia FQDavid GarcíaPas encore d'évaluation
- Repaso Previo Al Examen Final - DICTADO-1Document19 pagesRepaso Previo Al Examen Final - DICTADO-1manuel OsccoPas encore d'évaluation
- Ejercicio Extra ClaseDocument3 pagesEjercicio Extra ClaseAna Maria Otalora RodriguezPas encore d'évaluation
- Evaporación Por Pelicula DescendenteDocument16 pagesEvaporación Por Pelicula DescendenteAlejandra Céspedes PérezPas encore d'évaluation
- Equilibrio Quimico. DiaposDocument24 pagesEquilibrio Quimico. DiaposJuan Carlos MedinaPas encore d'évaluation
- Aplicaciones de Las IntegralesDocument32 pagesAplicaciones de Las IntegralesoscarPas encore d'évaluation
- Parte 2 Deber TermodinamicaDocument5 pagesParte 2 Deber TermodinamicaJuan PozoPas encore d'évaluation
- Equilibrio Químico y de Fases-Grupo1.Document37 pagesEquilibrio Químico y de Fases-Grupo1.Graciela Rodriguez Vivanco100% (1)
- Previo 7 Dispositivos ElectronicosDocument8 pagesPrevio 7 Dispositivos ElectronicosNorma Huamaní PintoPas encore d'évaluation
- Clase 2 FQ 2do Parcial PDFDocument11 pagesClase 2 FQ 2do Parcial PDFRonald Cristhian Mamani CopaPas encore d'évaluation
- Tarea 3 Camilo GiraldoDocument18 pagesTarea 3 Camilo GiraldoAng Marcela Vega ToPas encore d'évaluation
- Actividad CalorimetríaDocument3 pagesActividad CalorimetríaAlejandra RiveraPas encore d'évaluation
- Problema 67 - Procesos2 - Cabrera Capcha NashuaDocument4 pagesProblema 67 - Procesos2 - Cabrera Capcha NashuaCristhian Avalos LeandroPas encore d'évaluation
- Gases IdealesDocument5 pagesGases IdealesMary Kely Chambi ChoquePas encore d'évaluation
- Ejercicos Cinetica QuimicaDocument25 pagesEjercicos Cinetica QuimicaNadia FernandezPas encore d'évaluation
- Ejercicios de Trabajo de Un GasDocument3 pagesEjercicios de Trabajo de Un GasRafael Munguía50% (4)
- Tarea2 CQ LDCLDocument33 pagesTarea2 CQ LDCLdavidPas encore d'évaluation
- Simulación de procesos químicos en reactoresDocument13 pagesSimulación de procesos químicos en reactoresVanne AmpaaranPas encore d'évaluation
- Práctico 5, 6 y 7Document23 pagesPráctico 5, 6 y 7Javiera FuentesPas encore d'évaluation
- Características del cuentoDocument8 pagesCaracterísticas del cuentoKevin CordobaPas encore d'évaluation
- Alien Caja de Inicio Parte 1Document102 pagesAlien Caja de Inicio Parte 1Kevin Cordoba33% (3)
- El Puente en Llamas - John Flanagan PDFDocument184 pagesEl Puente en Llamas - John Flanagan PDFAndres SaldaPas encore d'évaluation
- Fermentación Obtención Ácido ItaconicoDocument12 pagesFermentación Obtención Ácido ItaconicoKevin CordobaPas encore d'évaluation
- Trabajo Tesis, Argumentar, RefutarDocument9 pagesTrabajo Tesis, Argumentar, RefutarKevin CordobaPas encore d'évaluation
- La Labor Del Ingeniero QuímicoDocument5 pagesLa Labor Del Ingeniero QuímicoKevin CordobaPas encore d'évaluation
- El Romanticismo en ColombiaDocument11 pagesEl Romanticismo en ColombiaKevin Cordoba0% (1)
- Producción de Ácido Itacónico y Ácido Láctico ADocument16 pagesProducción de Ácido Itacónico y Ácido Láctico AKevin CordobaPas encore d'évaluation
- 7 Habitos para La EfectividadDocument1 page7 Habitos para La EfectividadKevin CordobaPas encore d'évaluation
- Proceso de Fabricacion de PapelDocument5 pagesProceso de Fabricacion de PapelKevin CordobaPas encore d'évaluation
- Cultivo de GranadillaDocument11 pagesCultivo de GranadillaKevin CordobaPas encore d'évaluation
- El Constitucionalismo y El Post ConflictoDocument5 pagesEl Constitucionalismo y El Post ConflictoKevin CordobaPas encore d'évaluation
- Ensayo Ingenieria y Tendencias TecnologicasDocument2 pagesEnsayo Ingenieria y Tendencias TecnologicasKevin CordobaPas encore d'évaluation
- Unifac 1Document2 pagesUnifac 1Kevin CordobaPas encore d'évaluation
- Anteproyecto Equilibrio de FasesDocument19 pagesAnteproyecto Equilibrio de FasesKevin CordobaPas encore d'évaluation
- Obtención de constantes Margules y Van Laar mediante mínimos cuadradosDocument9 pagesObtención de constantes Margules y Van Laar mediante mínimos cuadradosKevin CordobaPas encore d'évaluation
- Degradacion y Biosintesis de Lipidos - Cartilla de Metabolismo.2020Document21 pagesDegradacion y Biosintesis de Lipidos - Cartilla de Metabolismo.2020Isaac LuisPas encore d'évaluation
- Periodico MetacognicionDocument8 pagesPeriodico MetacognicionJennifer MacavilcaPas encore d'évaluation
- 6 Clase Movilizacion ArticularDocument33 pages6 Clase Movilizacion ArticularNormaFarfan100% (1)
- Control MotorDocument109 pagesControl MotorAndrea Molina HernandezPas encore d'évaluation
- La CélulaDocument7 pagesLa CélulaAngelinne Garcia APas encore d'évaluation
- RESIDENTESSSSSSSSSSDocument38 pagesRESIDENTESSSSSSSSSSDenise RomeroPas encore d'évaluation
- 531.619.0403 Monitor de Signos Vitales Basico PDFDocument2 pages531.619.0403 Monitor de Signos Vitales Basico PDFBertha DuránPas encore d'évaluation
- Nematologia 1Document49 pagesNematologia 1MIE20158UNCP100% (1)
- HigadoDocument59 pagesHigadoFlor FranchettoPas encore d'évaluation
- Cirugia Hepatica y de La HipertensionDocument219 pagesCirugia Hepatica y de La HipertensionEvert Salazar OyolaPas encore d'évaluation
- Amy CuddyDocument6 pagesAmy CuddyArnaldo DonosoPas encore d'évaluation
- Anatomía y Fisiología Del Tracto Reproductivo de La Hembra y Del Macho BovinoDocument5 pagesAnatomía y Fisiología Del Tracto Reproductivo de La Hembra y Del Macho BovinoAlirio Villanova Gonzalez0% (1)
- Metabolismo específico de tejidos: hígado, grasa, músculoDocument62 pagesMetabolismo específico de tejidos: hígado, grasa, músculoJunior Uriarte DávilaPas encore d'évaluation
- Esquema Partes de Una NeuronaDocument1 pageEsquema Partes de Una NeuronaKaterin MairenaPas encore d'évaluation
- Terapia NeuralDocument72 pagesTerapia NeuralSigifredo MontoyaPas encore d'évaluation
- Etapas embarazo semanaDocument18 pagesEtapas embarazo semanaLopez RayPas encore d'évaluation
- Solucion A Glande Inflamado o DebajoDocument2 pagesSolucion A Glande Inflamado o DebajoAgustinZavaletaPas encore d'évaluation
- Unidad 4Document27 pagesUnidad 4ROBERTO MIRANDA CALDASPas encore d'évaluation
- Los 5 reinos de la naturalezaDocument3 pagesLos 5 reinos de la naturalezaMiguel Angel Alegre Zarate100% (1)
- AcetilcolinaDocument4 pagesAcetilcolinaClaudio LazoPas encore d'évaluation
- Guía de Teórico-Coloquios 2016 Biologica GeneticaDocument33 pagesGuía de Teórico-Coloquios 2016 Biologica GeneticaFernando RomeroPas encore d'évaluation
- Ciclo Del SueñoDocument1 pageCiclo Del SueñoNicole RodriguezPas encore d'évaluation
- Seminario IVDocument4 pagesSeminario IVYaniraPas encore d'évaluation
- Efecto de Los Radicales Libres en Pacientes DiabeticosDocument3 pagesEfecto de Los Radicales Libres en Pacientes DiabeticosCinthia Joallis HernandezPas encore d'évaluation
- Preguntas D El Capitulo 25 de Guyton FisiologiaDocument19 pagesPreguntas D El Capitulo 25 de Guyton Fisiologiagrafe75% (4)
- Sistema Musculo - EsqueleticoDocument14 pagesSistema Musculo - EsqueleticoValeria SaldañaPas encore d'évaluation
- Tipo de Enfermedad - GigantismoDocument9 pagesTipo de Enfermedad - GigantismoLizinha QuerebaluPas encore d'évaluation
- Guia de Relajación Muscular ProgresivaDocument4 pagesGuia de Relajación Muscular ProgresivaTaTty Garcia Rojas ZPas encore d'évaluation
- Clase 4. ArritmiasDocument6 pagesClase 4. ArritmiasRenato Lozano AlvarezPas encore d'évaluation
- Citoesqueleto-Filamentos de Actina PDFDocument7 pagesCitoesqueleto-Filamentos de Actina PDFCesar AvalosPas encore d'évaluation