Vous aimerez peut-être aussi
- FIFA World Cup 2022 Match List - 221113 - 022707Document6 pagesFIFA World Cup 2022 Match List - 221113 - 022707zaheerPas encore d'évaluation
- ASME IX - 2019 - Addenda - ChangesDocument7 pagesASME IX - 2019 - Addenda - ChangeszaheerPas encore d'évaluation
- Informative Annex 2 - Surface FinishDocument10 pagesInformative Annex 2 - Surface FinishzaheerPas encore d'évaluation
- Non-Metallic Applications in Oil - Gas IndustryDocument6 pagesNon-Metallic Applications in Oil - Gas IndustryzaheerPas encore d'évaluation
- Ib15 002Document2 pagesIb15 002zaheerPas encore d'évaluation
- European Product Safety Directives & CE Marking: A Guide For Manufacturers and ImportersDocument6 pagesEuropean Product Safety Directives & CE Marking: A Guide For Manufacturers and ImporterszaheerPas encore d'évaluation
- Construction Products Directive: Customer InformationDocument4 pagesConstruction Products Directive: Customer InformationzaheerPas encore d'évaluation
- DS - 1410Document4 pagesDS - 1410zaheerPas encore d'évaluation
- The American University in Cairo Engineering Department: ENGR 548: Facilities Planning and DesignDocument20 pagesThe American University in Cairo Engineering Department: ENGR 548: Facilities Planning and DesignzaheerPas encore d'évaluation
- 2004 Advance Program PDFDocument36 pages2004 Advance Program PDFzaheerPas encore d'évaluation
- GearDocument31 pagesGearzaheer100% (2)
- The Future's Bright The Future's ..Tags!'Document1 pageThe Future's Bright The Future's ..Tags!'zaheerPas encore d'évaluation
- Drawn To Danger: SHE Alert No 082Document1 pageDrawn To Danger: SHE Alert No 082zaheerPas encore d'évaluation
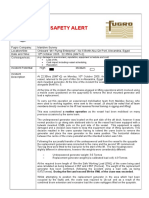
- Safety Alert: (E.g. Damage To Environment, Reputation, Equipment Schedule and Cost)Document5 pagesSafety Alert: (E.g. Damage To Environment, Reputation, Equipment Schedule and Cost)zaheerPas encore d'évaluation
- HPBH Safety Items Project ATG Medical Treatment Injury: SO11221 - 14 April 2005Document1 pageHPBH Safety Items Project ATG Medical Treatment Injury: SO11221 - 14 April 2005zaheerPas encore d'évaluation
- Project Incident Date Incident Classification Incident SummaryDocument1 pageProject Incident Date Incident Classification Incident SummaryzaheerPas encore d'évaluation
- How To Read PWHT ChartDocument5 pagesHow To Read PWHT ChartzaheerPas encore d'évaluation
- Safety Learning Event S G: Failure of Gantry WalkwayDocument1 pageSafety Learning Event S G: Failure of Gantry WalkwayzaheerPas encore d'évaluation
- Thermaline 4700 PDSDocument2 pagesThermaline 4700 PDSzaheerPas encore d'évaluation
- What Is Grain FlowDocument1 pageWhat Is Grain FlowzaheerPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Asme Sa 161 Grade T 1 TubesDocument1 pageAsme Sa 161 Grade T 1 TubesFerroPipEPas encore d'évaluation
- 2 - Medium and High Carbon Steel Strip PDFDocument1 page2 - Medium and High Carbon Steel Strip PDFSilverio AcuñaPas encore d'évaluation
- NLMK in Hot Rolled ProductsDocument7 pagesNLMK in Hot Rolled Productsafraz_xecPas encore d'évaluation
- Introduction of AlloyDocument9 pagesIntroduction of AlloyhijauzamrudPas encore d'évaluation
- Structural Steel StandardsDocument4 pagesStructural Steel StandardsMunirajulu McPas encore d'évaluation
- Sample Graph DataDocument13 pagesSample Graph DataLuan SampaioPas encore d'évaluation
- AISI Steel Grading SystemDocument7 pagesAISI Steel Grading Systemechobot1Pas encore d'évaluation
- Reaffirmed 2004Document165 pagesReaffirmed 2004Kaushik SenguptaPas encore d'évaluation
- Metals and AlloysDocument34 pagesMetals and AlloyszenrockPas encore d'évaluation
- Position of Welds ComparisonDocument3 pagesPosition of Welds ComparisonYuvaraj SathishPas encore d'évaluation
- Poster - Gases - en MESSER PDFDocument1 pagePoster - Gases - en MESSER PDFVladan TimotijevicPas encore d'évaluation
- BraceletsDocument48 pagesBraceletsmohammad nadherPas encore d'évaluation
- Metal Solid IronDocument50 pagesMetal Solid IronLawrence Lancy LoboPas encore d'évaluation
- Shielding Gases Selection Chart 2013Document1 pageShielding Gases Selection Chart 2013Lachie TaylorPas encore d'évaluation
- Non Ferrous MaterialsDocument87 pagesNon Ferrous MaterialsKenlie Yarzo CapagalanPas encore d'évaluation
- D1.6-2017 (First Proof) (Received 03-15-2017) 242Document1 pageD1.6-2017 (First Proof) (Received 03-15-2017) 242mrPas encore d'évaluation
- DT13 PDFDocument328 pagesDT13 PDFRaul CostiniucPas encore d'évaluation
- Astm A6-90Document52 pagesAstm A6-90ChristophePas encore d'évaluation
- Modulus of Rigidity of Some Common MaterialsDocument5 pagesModulus of Rigidity of Some Common MaterialsSathisKumaarPas encore d'évaluation
- Steve Justa - Rock, Iron, SteelDocument112 pagesSteve Justa - Rock, Iron, SteelJim DeCasso96% (27)
- Asme 9 TipsDocument13 pagesAsme 9 Tipsnasrpk100% (1)
- Tool Steels SimplifiedDocument43 pagesTool Steels SimplifiedRyan Rafael67% (3)
- 6 Unit - Non Ferrous MetalsDocument90 pages6 Unit - Non Ferrous MetalsAnway WalkePas encore d'évaluation
- MS GradesDocument54 pagesMS GradesVishal BhanderiPas encore d'évaluation
- Nikal Steel BS4504Document4 pagesNikal Steel BS4504Wai Mei TeePas encore d'évaluation
- MIG Gas Mix Developed by EdDocument7 pagesMIG Gas Mix Developed by Edc_e_z_a_rPas encore d'évaluation
- Presentation of Carbon and Alloy SteelsDocument58 pagesPresentation of Carbon and Alloy SteelsMohamed El SayadPas encore d'évaluation
- Miscellaneous: Closure Cap For Trunnion: Pipe Standard SupportsDocument2 pagesMiscellaneous: Closure Cap For Trunnion: Pipe Standard SupportsMainuddin AliPas encore d'évaluation
- AWS Specifications For Filler MaterialDocument9 pagesAWS Specifications For Filler MaterialExsan OthmanPas encore d'évaluation