Vous aimerez peut-être aussi
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 pagesCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 pagesCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
- Bolt Tightening Methods and Torque-Tension RelationshipsDocument12 pagesBolt Tightening Methods and Torque-Tension RelationshipsJuanGómezPas encore d'évaluation
- ControlDocument195 pagesControlSamPas encore d'évaluation
- Power Pivot and Power BI CAIR 2016 PDFDocument100 pagesPower Pivot and Power BI CAIR 2016 PDFRawat HeeraPas encore d'évaluation
- Bolt Tightening Methods and Torque-Tension RelationshipsDocument12 pagesBolt Tightening Methods and Torque-Tension RelationshipsJuanGómezPas encore d'évaluation
- Bolt Tightening Methods and Torque-Tension RelationshipsDocument12 pagesBolt Tightening Methods and Torque-Tension RelationshipsJuanGómezPas encore d'évaluation
- Power Pivot and Power BI CAIR 2016 PDFDocument100 pagesPower Pivot and Power BI CAIR 2016 PDFRawat HeeraPas encore d'évaluation
- g9 Formula Sheet AcademicDocument2 pagesg9 Formula Sheet AcademicLinPas encore d'évaluation
- Algebra Formulas PDFDocument3 pagesAlgebra Formulas PDFRawat HeeraPas encore d'évaluation
- Calculus PDFDocument456 pagesCalculus PDFRawat HeeraPas encore d'évaluation
- Historyofmetalcasting PDFDocument9 pagesHistoryofmetalcasting PDFkhodaniPas encore d'évaluation
- Algebra Formulas for Set Identities, Complex Numbers and EquationsDocument3 pagesAlgebra Formulas for Set Identities, Complex Numbers and EquationsRawat HeeraPas encore d'évaluation
- Maintenance & Safety: BITS PilaniDocument46 pagesMaintenance & Safety: BITS PilaniRawat HeeraPas encore d'évaluation
- Geometry Formulas 2D 3D Perimeter Area Volume PDFDocument2 pagesGeometry Formulas 2D 3D Perimeter Area Volume PDFRawat HeeraPas encore d'évaluation
- g9 Formula Sheet AcademicDocument2 pagesg9 Formula Sheet AcademicLinPas encore d'évaluation
- NewokDocument1 pageNewokRawat HeeraPas encore d'évaluation
- New Microsoft Power Point PresentationDocument1 pageNew Microsoft Power Point PresentationRawat HeeraPas encore d'évaluation
- The International System of Units (SI) Converter PDFDocument27 pagesThe International System of Units (SI) Converter PDFMaey AkimPas encore d'évaluation
- CCST Conversions Document PDFDocument5 pagesCCST Conversions Document PDFMichael GaydosPas encore d'évaluation
- Chimia OrganicaDocument1 pageChimia OrganicaSorin DanielPas encore d'évaluation
- Final Exam Practice SolutDocument6 pagesFinal Exam Practice SolutRawat HeeraPas encore d'évaluation
- Electrical Engineering Fundamentals - V. Del Toro PDFDocument62 pagesElectrical Engineering Fundamentals - V. Del Toro PDFRawat Heera21% (14)
- g9 Formula Sheet AcademicDocument2 pagesg9 Formula Sheet AcademicLinPas encore d'évaluation
- Why Ac DC TransformersDocument21 pagesWhy Ac DC Transformersapi-252130436Pas encore d'évaluation
- Process CapabilityDocument13 pagesProcess CapabilityEricka100% (1)
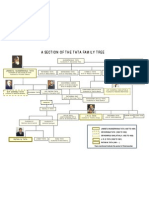
- TATA Family TreeDocument1 pageTATA Family Treemehulchauhan_9950% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- ASUG Attendee ListDocument90 pagesASUG Attendee ListSteve HuntPas encore d'évaluation
- Orca Share Media1547030319812Document523 pagesOrca Share Media1547030319812Maureen Joy Andrada80% (10)
- 3 Thinkers: Ayush Singla Siddharth Kashyap Swarnajit SahaDocument5 pages3 Thinkers: Ayush Singla Siddharth Kashyap Swarnajit Sahaayush singlaPas encore d'évaluation
- CPA licensure exam syllabus management accountingDocument3 pagesCPA licensure exam syllabus management accountingLouie de la TorrePas encore d'évaluation
- Textileetp Sira 2016Document64 pagesTextileetp Sira 2016Andrei PopescuPas encore d'évaluation
- Dissolution QuestionsDocument5 pagesDissolution Questionsstudyystuff7Pas encore d'évaluation
- IBM Network and Service Management Solutions Help SBB Keep Trains On ScheduleDocument2 pagesIBM Network and Service Management Solutions Help SBB Keep Trains On ScheduleIBMTransportationPas encore d'évaluation
- LeanIX WhitePaper Integrate ITFM and EA With LeanIX and Apptio ENDocument13 pagesLeanIX WhitePaper Integrate ITFM and EA With LeanIX and Apptio ENSocialMedia NewLifePas encore d'évaluation
- Contract de Comodat-EngDocument2 pagesContract de Comodat-EngteodoraPas encore d'évaluation
- A Rib A Supplier EnablementDocument2 pagesA Rib A Supplier Enablementeternal_rhymes6972Pas encore d'évaluation
- FAR Study Guide - Students Notes - Updated Jan 2020Document168 pagesFAR Study Guide - Students Notes - Updated Jan 2020sa guPas encore d'évaluation
- Meaning of Transfer PricingDocument2 pagesMeaning of Transfer Pricingpanda_alekh100% (1)
- Manatad - Accounting 14NDocument5 pagesManatad - Accounting 14NJullie Carmelle ChattoPas encore d'évaluation
- CH 02Document37 pagesCH 02Tosuki HarisPas encore d'évaluation
- COA 016 Audit Checklist For Coal Operation Health and Safety Management Systems PDFDocument43 pagesCOA 016 Audit Checklist For Coal Operation Health and Safety Management Systems PDFMaia FitzgeraldPas encore d'évaluation
- Costing for FDLC JDE and brightERP ProjectsDocument4 pagesCosting for FDLC JDE and brightERP ProjectsanoopPas encore d'évaluation
- University of Mauritius MSC - Applied - EconomicsDocument8 pagesUniversity of Mauritius MSC - Applied - EconomicsChiena LayugPas encore d'évaluation
- Financial InvestmentDocument7 pagesFinancial InvestmentGerald de BrittoPas encore d'évaluation
- Aus Tin 20104493Document166 pagesAus Tin 20104493david_llewellyn_smithPas encore d'évaluation
- Orientation and TrainingDocument28 pagesOrientation and TrainingSunny Ramesh SadnaniPas encore d'évaluation
- Risk Management in PT. Maja Ruang Delapan PDFDocument43 pagesRisk Management in PT. Maja Ruang Delapan PDFDea BonitaPas encore d'évaluation
- RFP 2019-100-KB Development of A Mixed-Use Project With A Cultural Component - ByRON DEVELOPMENTDocument63 pagesRFP 2019-100-KB Development of A Mixed-Use Project With A Cultural Component - ByRON DEVELOPMENTNone None NonePas encore d'évaluation
- Sama A&c AnalystDocument2 pagesSama A&c Analystsusreel.somavarapuPas encore d'évaluation
- 9 External Environment Factors That Affect BusinessDocument5 pages9 External Environment Factors That Affect BusinessHasan NaseemPas encore d'évaluation
- 2018 Bond IssueDocument13 pages2018 Bond Issuethe kingfishPas encore d'évaluation
- Sample Partnership AgreementDocument38 pagesSample Partnership AgreementAlex VolkovPas encore d'évaluation
- EFFECTS OF ECONOMIC GROWTH AND GST RISEDocument41 pagesEFFECTS OF ECONOMIC GROWTH AND GST RISESebastian ZhangPas encore d'évaluation
- Contract LetterDocument5 pagesContract LetterprashantPas encore d'évaluation
- Parivarthane - Campus 2 Corporate Modules - IntroDocument5 pagesParivarthane - Campus 2 Corporate Modules - IntrocbooklenPas encore d'évaluation
- Alenton Sherry Anne B - Assignment 1Document1 pageAlenton Sherry Anne B - Assignment 1sherryPas encore d'évaluation