Académique Documents
Professionnel Documents
Culture Documents
Aspectos de LX SX EW PDF
Transféré par
Helen HuancaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Aspectos de LX SX EW PDF
Transféré par
Helen HuancaDroits d'auteur :
Formats disponibles
Workshop Hidro-Electro Metalurgia; Nov. 2001.
Viña del Mar - CHILE
DECISIONES EN EL DESARROLLO DE UN PROYECTO
HIDROMETALÚRGICO
INDICE
1. INTRODUCCION
2. CRITERIOS Y CONDICIONES GENERALES
3. PARAMETROS Y CRITERIOS DE DISEÑO DE LA LIXIVIACION
4. PRUEBAS METALURGICAS DE LIXIVIACION
5. CONSIDERACIONES PARA ESTABLECER PARAMETAROS Y
CRITERIOS DE LIXIVIACION
6. REQUERIMIENTOS DE UNA LIXIVIACION IDEAL
7. PARAMETROS Y CRITERIOS DE DISEÑO DE PLANTAS SX
8. CONSIDERACIONES PARA ESTABLECER PARAMETROS Y
CRITERIOS DE PLANTAS SX
9. PARAMETROS Y CRITERIOS DE DISEÑO DE PLANTAS EW
10. CONSIDERACIONAES PARA ESTABLECER PARAMETROS Y
CRITERIOS DE PLANTAS DE ELECTRO-OBTENCION
11. CONCLUSIONES
12. LA METODOLOGIA DE SOCIEDAD TERRAL S.A.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 1 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
DECISIONES EN EL DESARROLLO DE UN PROYECTO
HIDROMETALÚRGICO
Autor: Carlos Avendaño Varas
Ing. Civil Químico, Soc. Terral S.A.
1. INTRODUCCION
La materialización de un proyecto hidrometalúrgico pasa por varias fases hasta su
concreción en una planta en operación.
Inicialmente están las etapas geológicas de exploración, seguidas de los análisis mineros y
estudios metalúrgicos en laboratorios y en planta piloto que se resumen en una etapa de
Estudios de Factibilidad -o en la de Ingeniería Conceptual, en algunos casos- destinada a
definir el “negocio” propiamente tal, mediante el análisis de varias opciones que permiten
establecer los riesgos asociados y requerimientos de implementación que definen las
inversiones y costos, para la capacidad de producción y condiciones usadas en cada una de
las opciones analizadas, cuyas ventas respectivas validan y sustentan el proyecto y definen
los indicadores econométricos que permiten compararlas entre sí en el contexto establecido
por el Propietario.
Si el proyecto luce sustentable y atractivo, se procede con las etapas de Ingeniería Básica,
en la que se terminan de comparar las mejores opciones de la etapa conceptual y se definen
las características del proyecto definitivo que se terminará de desarrollar en una Ingeniería
de Detalles, que precede a la implementación del proyecto mediante las adquisiciones de
equipos y las actividades de construcción, montajes y puesta en marcha.
En la conceptualización del proyecto definitivo se adoptan una serie de decisiones, que
asumen la condición de parámetros y criterios de diseño, cuyo origen no siempre está claro
ni tampoco se establecen directamente a partir de un análisis con fuentes de datos. Entre
ellos están parámetros relativos a los procesos, a la configuración de la planta y sus
sistemas y al diseño o selección de equipos de diversa naturaleza.
El objetivo de este documento es justamente revisar los aspectos involucrados y los
criterios previos que permiten generar los factores que denominamos “Parámetros y
Criterios de Diseño y Operación de un Proyecto” y que constituyen la base de su
implementación, advirtiendo que se excluirán las etapas mineras, dadas las particularidades
de cada proyecto, y las etapas de chancado, dado el extendido conocimiento sobre ellas.
Por razones del alcance del documento, sólo son desarrollados los parámetros y criterios
usados en la configuración de procesos de la planta y hasta los cálculos de Balances de
Masas y quedan excluidos los criterios específicos que definen los equipos e instalaciones
de la planta.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 2 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
2. CRITERIOS Y CONDICIONES GENERALES
El objetivo de un proyecto minero metalúrgico es simple y similar al de cualquier proyecto
y se reduce a generar utilidades. Consecuentemente vale la pena revisar los aspectos
económicos generales que definen el comportamiento económico de los proyectos en el
ámbito particular de un proyecto de planta hidrometalúrgica, a través de la estadística
acumulada en proyectos ya materializados.
Las inversiones:
Una revisión de la distribución de las inversiones posteriores a las de la etapa minera –que
se excluye por la alta varianza de sus valores en la estadística disponible- nos muestra que
las inversiones por áreas de la planta, se sitúan en los siguientes órdenes de magnitud:
Area LX: Incluidas: recepción de mineral en Presenta inversiones entre
acopios, chancado, aglomeración, el 12 y el 18% del total
carga de pilas e instalaciones de rie-
go, recolección almacenamiento y
manejo de soluciones.
Area SX: Incluidas instalaciones y equipos Presenta inversiones del orden
mezcladores decantadores comple- del 30 al 40 % del total
tos, estanques, inventario de orgáni-
co y otros,
Area EW: Incluidas la nave electrolítica, recti- Presenta inversiones del orden
ficadores, grúa, celdas equipadas con del 45 al 50% del total
electrodos, sistema de lavado de cá-
todos, estaques, intercambiadores y
otros.
Respecto de la distribución de las inversiones, puede indicarse que:
En Equipos: Representan del orden del 65 % del total
En Construcciones y Montajes: Representan del orden del 35 % del total
Los costos de operación:
Por su parte, la distribución de los costos directos de operación muestra que en las áreas de
una planta se sitúan en los siguientes órdenes de magnitud general:
Area SX y EW Combinadas: Presenta costos virtualmente constantes,
generalmente en un rango entre 9 y 16 centavos/lb.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 3 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
Area Extracción Mina y LX: En general acumula más del 50 % de los costos
directos, con fuerte variación entre las diversas
operaciones, principalmente debido a factores
asociados al manejo de materiales.
Los factores de sensibilidad:
Dado que el principal enemigo del objetivo de generar utilidades es el riesgo, vale
también la pena revisar los factores principales, según las estadísticas de los analistas, que
inciden en la sensibilidad de un negocio minero – hidrometalúrgico:
Primer factor: El precio del cobre.
Segundo factor: El tamaño del yacimiento, en términos de tonelajes y leyes
de fino, por factores asociados a la economía de escala.
Tercer factor: La recuperación metalúrgica.
Cuarto factor: Habitualmente es el consumo de ácido.
Factores siguientes: Variados y más asociados a cada caso particular, tales
como: Presencia de impurezas, Disponibilidad de agua, de
Energía, de Elementos de infraestructura, de espacio,
financiamiento, Factores Ambientales y otros varios.
Observación General: Finalmente, se observa que las variaciones en los costos
son largamente más incidentes en la sensibilidad que las
inversiones en su conjunto.
Las conclusiones orientadoras:
Como conclusión de los antecedentes estadísticos se deducen varias líneas generales de
enfoque de un proyecto:
• Dado que el principal factor de riesgo está asociado al precio, sólo cabe contrarrestarlo
mediante un proyecto diseñado para operar a costos bajos, o para generar productos
que eleven el margen de contribución, más bien que para aumentar su valor agregado.
• Se acepta que los riesgos asociados al tamaño del yacimiento pueden soslayarse en
alguna medida, mediante una adecuada “estrategia de negocio” aplicable a minas
menores, pero siempre atendiendo a la conclusión anterior.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 4 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
• Dado que los indicadores econométricos de un proyecto son menos sensibles a las
inversiones que a los costos, antes que procurar economías en esos rubros, es más
atinado cuidar que ellas sean efectuadas con lógica, principalmente desde los puntos de
vista de su capacidad de producir a costos bajos y de permitir una alta disponibilidad
de planta.
• Enfáticamente, la concepción de procesos y de operación de la lixiviación debe ser muy
especialmente cuidada, dado que los mayores costos de operación y factores de
sensibilidad del proyecto radican en las operaciones hasta esa etapa.
• Dado que las menores inversiones también se ubican en el área lixiviación, es incluso
aconsejable exagerarlas razonablemente a cambio de disminuir los consumos y costos
de manejo de materiales y de asegurar la obtención de altas recuperaciones
metalúrgicas.
3. PARAMETROS Y CRITERIOS DE DISEÑO DE LA LIXIVIACION
De acuerdo con las metodologías generales indicadas en la Introducción, los desarrollos de
cualquiera de las fases de ingeniería (estudios de factibilidad, etapas conceptual, básica o de
detalles) se inician a partir de un Balance de Masas, que es el documento donde aparecen
los primeros parámetros y criterios de procesos del proyecto.
Dado que al definir los diseños aparecen diversos factores restrictivos prácticos que los
condicionan, (por ejemplo: disponibilidad de financiamiento, terreno, agua, energía,
condiciones climáticas y otros), conviene descubrirlos durante los estudios previos a la fase
de Estudio de Prefactibilidad para disponer del máximo de información sobre sus
características de modo que, desde los primeros cálculos, se usen parámetros que se
concilien a sí mismos y a los resultados obtenidos a partir de ellos, con el respeto de todos
los grados de libertad permitidos por los factores condicionantes y que además estén dentro
de las decisiones preferentes o del interés del Propietario.
Cabe mencionar además, que es prudente incorporar inmediatamente en los cálculos de
confección del Balance de Masas algunos factores relativos a la configuración de las
instalaciones de planta –por ejemplo, referentes a la modulación de las pilas- para
garantizar desde el principio la compatibilidad entre los requerimientos de procesos y la
configuración de pilas y de planta capaces de satisfacerlos.
Como recomendación razonable, se sugiere efectuar sucesivas iteraciones de cálculos para
ajustar todos los parámetros y condiciones de operación en forma simultánea, según los
haya establecido el Propietario, aunque sus decisiones provengan de las recomendaciones
del mismo Ingeniero.
Un listado típico de los criterios y parámetros que se usan en los cálculos de diseños de la
etapa de lixiviación y sus fuentes de origen se encuentra en la página siguiente.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 5 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
PARÁMETROS DE LA LIXIVIACION
PRODUCCIONES COMERCIALES
Producción Nominal y de Diseño. Por Propietario, desde etapa conceptual.
Días por año. Por Propietario, desde etapa conceptual.
Factor de sobre-dimensionamiento. Por Propietario, desde etapa conceptual.
Disponibilidad de Planta. Por Propietario, desde etapa conceptual.
ANTECEDENTES DEL MINERAL:
Leyes de Cobre. Por Propietario, desde etapa conceptual, en su antecedente geológico.
Ley de Cloruros Solubles Por Propietario, dato medido en pruebas metalúrgicas.
Ley de Fierro Soluble Por Propietario, dato medido en pruebas metalúrgicas.
Humedad Natural del Mineral Por Propietario, dato medido en pruebas metalúrgicas.
Recuperación Prevista Por Propietario, de deducciones de pruebas metalúrgicas.
ANTECEDENTES DE LA LIXIVIACION
Tamaño de Partículas y Distribución Granulométrica Por Propietario, de deducciones de pruebas metalúrgicas.
Dosis Estudiada de Acido en Curado Por Propietario, de deducciones de pruebas metalúrgicas.
Razón de Riego para % de Recuperación Objetivo. Por Propietario, de deducciones de pruebas metalúrgicas.
Tasa de Riego Instantánea. Por Propietario, de deducciones de pruebas metalúrgicas y condicionantes.
% de Tiempo de Riego (si Ciclos Pulsantes) Por Propietario, de deducciones de pruebas metalúrgicas y condicionantes.
Densidad Aparente. Por Propietario, dato medido en pruebas metalúrgicas.
Altura de Apilamiento Por Propietario, de deducciones de pruebas metalúrgicas y condicionantes.
Tasa de Evaporación Por Propietario, dato medido en pruebas metalúrgicas y terreno.
Dosis de Líquido Para Aglomerar Mineral Por Propietario, de deducciones de pruebas metalúrgicas.
Humedad de Impregnación del Mineral. Por Propietario, dato medido en pruebas metalúrgicas.
Consumo Total de Acido del Mineral (para % recuperación) Por Propietario, de deducciones de pruebas metalúrgicas.
Cantidad de Módulos Instalados Por Propietario, de deducciones de pruebas metalúrgicas y condicionantes.
Concentración Máxima de Cloruros en Solución Rica. Por Propietario, de deducciones de pruebas metalúrgicas.
Concentración de Fierro en Solución Rica. Por Propietario, de deducciones de pruebas metalúrgicas.
Concentración de Cloruros, en Agua Industrial Por Propietario, dato medido en terreno.
Total de Descarte de Refino de Planta Completa Por Propietario, de deducciones de pruebas metalúrgicas y condicionantes.
Densidad de Soluciones de Pilas Por Propietario, dato medido en pruebas metalúrgicas.
Concentración de Acido Libre en Solución Rica Por Propietario, de deducciones de pruebas metalúrgicas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 6 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
Se observa que en realidad todos los parámetros y criterios provienen directamente desde el
Propietario, algunos por un análisis económico anterior en la etapa conceptual y otros desde
mediciones directas de terreno o de pruebas metalúrgicas.
Los más importantes resultan de los análisis efectuados a partir de los resultados de las pruebas
metalúrgicas de lixiviación y de su conciliación con los factores condicionantes. Dada su
importancia en el resultado económico, las revisaremos a partir de la forma de generar los datos
en la pruebas metalúrgicas.
4. PRUEBAS METALURGICAS DE LIXIVIACION
Junto con los antecedentes geológicos, las pruebas metalúrgicas son una de las principales
fuentes de información para los análisis conceptuales del proyecto. Se formulan por series
completas de ensayos para los diferentes tipos de minerales presentes en el yacimiento. Por sí
solas, son la principal fuente de datos para tomar las decisiones que conducen a los diseños de
procesos de la planta, dado que a través de ensayos sistemáticos definen las estrategias de
tratamiento y las recuperaciones metalúrgicas y los consumos asociadas a ellas, que son los temas
más incidentes en las posibilidades de éxito económico de un proyecto.
Todas los enfoques de pruebas comparten la determinación de una serie de ensayos básicos,
usualmente destinados a determinar entre otros: las leyes de cobre y de algunos otros metales y
aniones del mineral, su mineralogía, humedades y propiedades físicas, consumos de ácido, dosis
de ácido en curado, distribución granulométrica, “work index” y algunos otros factores de interés
para los responsables de ejecutarlas.
Las pruebas mencionadas son seguidas por las de lixiviación en columnas -en laboratorio o en
planta piloto- respecto de las cuales el enfoque usual es de “tipo matricial”; esto es, se definen las
variables del proceso estimadas como independientes y se las ensaya por separado en varios
valores elegidos en un rango razonablemente válido. Consecuentemente y a modo de ejemplo
(no necesariamente completo), se ensayan diversas granulometrías máximas, varias tasas de
riego, diversas concentraciones de ácido en las soluciones de riego, algunas alturas de
apilamiento -y a veces- hasta múltiples técnicas para efectuar algunas operaciones, como por
ejemplo: el curado, formas de aplicar el riego, o de oxigenar el lecho.
A continuación y partir de los resultados de los ensayos, se eligen las condiciones de cada serie
independiente que, a juicio de los experimentadores, generaron los mejores resultados
metalúrgicos y se efectúan nuevas pruebas de columnas para combinarlas a continuación, con lo
que se espera obtener las condiciones óptimas del tratamiento.
A pesar de la aparente lógica metodológica del procedimiento, la experiencia indica que la
condición optimizada predicha por los enfoques de pruebas matriciales, sólo se cumple en
algunos de los casos y con los minerales más simples del tipo oxidado.
Investigaciones respecto de las causas de los desajustes entre las predicciones y la realidad,
muestran que con la metodología matricial se soslayan varios factores importantes a los que sólo
recientemente se les comienza a prestar alguna atención y sólo por parte de algunos autores:
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 7 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
• En la práctica, usualmente existen interferentes de la lixiviación constituidos por especies
reductoras -que precipitan al cobre como metal- y arcillas intercambiadoras iónicas -que
remueven sus iones- desde las soluciones de lixiviación que ya lo contienen para mentenerlo
en la misma pila, pero en estados de muy difícil recuperación.
• Las reacciones de óxido reducción tienen una gran importancia en el desarrollo de la
lixiviación y sus efectos deben estudiarse, para aprender a controlarlos en beneficio de la
economía del proyecto.
• Las “fuerzas motrices” de la lixiviación –es decir: el ácido y las soluciones- no son
comprendidas en su verdadero contexto y por lo tanto no son usadas adecuadamente.
• El “como” se usan las fuerzas motrices de la lixiviación tiene una importancia relevante y es
difícil descubrir su combinación óptima en un enfoque matricial, dado que se requiere una
gran cantidad de pruebas para lograrlo.
• Muchas veces las pruebas de lixiviación no corresponden exactamente a la configuración de
los flujos de la planta, por lo que no reproducen factores como las reposiciones de agua (que
diluyen los refinos a lixiviación) ni los descartes de electrolito (que ingresan ácido adicional
al mismo refino) ni tampoco consideran los equilibrios de los contenidos de impurezas (que
afectarán la lixiviación y a la performance de las plantas SX y EW a continuación).
Como consecuencia de esos problemas, se ha desarrollado otra sistemática para las pruebas de
columnas que se ilustra en el diagrama de la página siguiente. Esta metodología se basa en las
mismas pruebas mineralógicas, químicas y físicas mencionadas al inicio de este punto y además:
* Analiza en otro contexto los resultados de las pruebas de curado
* Usa pruebas preliminares de columnas para establecer las mutuas interacciones
termodinámicas y cinéticas entre las recuperaciones metalúrgicas de cobre e impurezas y los
consumos de ácido y necesidades de solución asociados a ellas.
* Define el contexto de la configuración de la planta LX-SX-EW completa para estimar las
interacciones que producirán todos sus componentes entre si y con lixiviación.
* Permite al Propietario incorporar sus condiciones de calidad para las soluciones ricas y
modela la forma viable de cumplir ese objetivo y
* Verifica las modelaciones mediante nuevas pruebas de columnas en las condiciones
modeladas, que si no alcanzan de inmediato los objetivos sí proporcionan los factores de
ajuste para lograrlos, en las pruebas finales en columnas de optimización.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 8 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 9 de 50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
5. CONSIDERACIONES PARA ESTABLECER PARAMETROS Y CRITERIOS
DE LIXIVIACION
Luego de contar con la información de los factores condicionantes del proyecto, desde la
geología hasta las pruebas de lixiviación, y antes de resolver los parámetros propiamente
tales el Propietario asume varias definiciones previas respecto del proyecto, siendo las
principales:
5.1 Configuraciones Generales de Lixiviación:
Las variables más importantes para diseñar una planta hidrometalúrgica para minerales de
cobre son función de los factores de riesgo económico del proyecto y de la estrategia que
diseñe el Propietario para enfrentarlos, que dependen de cada caso particular. Como
consecuencia de este hecho la tarea de las especialidades de ingeniería es instrumental y
debe orientarse a resolver los factores cuando corresponda, sea en las etapas de estudios, en
la de pruebas metalúrgicas o en las etapas de diseño, para que el Propietario asuma las
decisiones que le son propias.
En general, las decisiones relativas a las estrategias que adopta el propietario se refieren a
los temas siguientes:
• La capacidad de producción de cobre
En estricto rigor, esta decisión se formaliza en la etapa de Análisis de Factibilidad o de
Ingeniería Conceptual en la que, con ayuda de datos geológicos, mineros, metalúrgicos
y de ingeniería de plantas se descubre la “Mejor Opción” desde el punto de vista
económico y bajo los criterios establecidos por el Propietario, los cuales pueden variar
de un proyecto a otro o aún en el avance de las fases de desarrollo.
El punto de vista económico considera las inversiones y costos esperables, los ingresos
por ventas y el tipo de financiamiento, todos los cuales son sensibilizados según los
factores de riesgo de la inversión que se detectan.
• Tipo de pilas
Hoy en día prácticamente todas las pilas son “dinámicas”, con sistemas continuos de
carga de mineral, por lo que la disyuntiva se refiere a si son “permanentes” (con el
mineral depositado en la pila para no ser removido jamás) o “renovables”, en las que el
mineral se retira una vez terminado su ciclo para reutilizar la base.
*La decisión es de naturaleza económica y principalmente relacionada con los costos
de operación.
*En general las inversiones de extracción de mineral desde la mina son inevitables y
están bien controlados por los planificadores mineros, que cuentan con equipos
estándar de manejo de mineral.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 10 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*Las inversiones a continuación son moderadas (en términos relativos y más aún si se
las compara con las instalaciones de SX y EW) y se concentran más bien en el
chancado y en la aglomeración y carga de pilas que en la lixiviación propiamente
tal.
*Por su parte el costo directo de producción de cobre a partir de un mineral, se
concentra principalmente desde la extracción de la mina y hasta la lixiviación del
mineral, mientras los costos de las etapas de SX y EW son moderados (en el orden
de 9 a 15 centavos por libra) y virtualmente constante en todas las plantas.
*En el segmento de la operación, los costos de manejo de materiales son incidentes y
deben evitarse, lo que normalmente orienta la estrategia a favor de las pilas
permanentes.
*Otra estrategia se orienta en favor de:
. Sistemas de manejo de materiales de bajo costo operacional. En general ello
sólo es posible en el manejo de grandes tonelajes asociados a proyectos muy
grandes y de larga duración que permita su amortización.
. Justamente en esos proyectos el área cubierta aumenta paulatinamente y los
costos de manejo de soluciones suben hasta un nivel inconveniente, lo que
orienta la decisión a favor de pilas renovables.
*Otra condición usual que define el uso de pilas renovables es la disponibilidad de
poco espacio de topografía adecuada.
• La administración de las soluciones
Al presente la lixiviación de minerales complejos conduce cada vez más a la adopción
de configuraciones de lixiviación con soluciones intermedias.
*La demanda de solución intermedia (ILS) resulta de conciliar una “Razón de
Lixiviación” -que define la cantidad de líquido para lograr la “Recuperación
Objetivo”, ó m3/TM medidos en pruebas- con una “Razón de Concentración”, que
define por cálculo los m3/TM adecuados para “envasar” el cobre recuperado en
una solución rica de concentración deseada.
*La diferencia entre ambas “razones” resulta ser la cantidad de solución intermedia a
recircular en el sistema.
*Cálculos metalúrgicos relativos a la cinética de la recuperación de cobre, del
consumo de ácido y del aporte de impurezas, establecen sus concentraciones
características, que deben verificarse en pruebas de lixiviación.
• Sistema de riego:
La decisión sobre si el sistema de riego usará aspersores o goteros está condicionada
por varios factores, los principales son:
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 11 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*La disponibilidad de agua: Si ella es escasa orienta a preferir goteros que generan
pérdidas moderadas de evaporación, del orden de un tercio de la observada con
aspersores del tipo “wobblers”, que son los más usados.
*. La necesidad de conservar temperatura de soluciones también orienta a favor del
uso de goteros, incluso considerándose instalaciones tapadas con láminas plásticas
y líneas enterradas.
*La decisión de regar taludes orienta a favor de goteros o de aspersores especiales.
*Soluciones muy impuras y con peligro de precipitación de sales orientan a favor de
aspersores.
*La necesidad de desplazar frecuentemente del sistema de riego sugiere el uso de
líneas de tuberías con aspersores.
*Las condiciones ambientales:
. Vientos excesivos orientan a favor de goteros.
. El riego en altura con peligro de congelamiento, orienta preferencias en favor
de goteros; en casos extremos, incluso a favor de goteros enterrados en el
mineral.
El costo de instalación resultante es relativamente similar para ambos tipos de
emisores. Dado que el riego con goteros tiende a generar costras salinas en la pila –
muy particularmente con los sistemas de riego pulsante- resulta conveniente
combinar ambos sistemas, con algunas líneas re-ubicables de aspersores para lavar
ocasionalmente las superficies y regularizar el riego.
5.2 Los Parámetros de Lixiviación Propiamente Tales:
Ya se ha indicado que en los parámetros se reseñan algunos valores que son datos
simplemente medidos o observados, como por ejemplo: las leyes de cobre total y soluble
del mineral. Otros son calculados directamente a partir de los datos, por ejemplo: la
cantidad total de mineral a lixiviación depende de la producción deseada, y se establece a
partir de la ley del mineral y del porcentaje de recuperación, mientras la cantidad de
mineral en la pilas activas, depende de los factores anteriores y de la duración del ciclo
asociada a la tasa de riego y a la altura de apilamiento. Estos tipos de parámetros,
relativamente evidentes, no se explican a continuación.
Los parámetros más complejos se establecen luego de contar con la información de las
pruebas de lixiviación, que pueden considerarse que aportan las condiciones metalúrgicas
del diseño. El análisis de sus resultados para establecer cada uno de los parámetros y
criterios procede, en general, según las consideraciones siguientes:
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 12 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
• Tamaño de Partículas y Distribución Granulométrica.
En general se expresa mediante una definición del tamaño máximo y del P80 (que
indica el tamaño bajo el cual está el 80% del mineral apilado). Este es un parámetro
obligado para diseñar las instalaciones del chancado en los proyectos, dado que la
“razón de lixiviación” (o combinación de ciclo y tasa de riego) establecidos para
obtener la “recuperación objetivo” está muy sensiblemente asociada a un determinado
tamaño de partículas, con pérdida de recuperación si su tamaño aumenta.
*En la realidad, este parámetro debiera considerar además las características de las
diversas rocas de un yacimiento y las cantidades de finos que ellas generan al
lograr el tamaño y distribución granulométrica especificada.
*El P80 normalmente se deduce de pruebas de laboratorio o planta piloto, que
establecen la correlación entre el tamaño de partículas y la recuperación y cinética.
*Esencialmente es también una función económica que permite optimizar las
inversiones, al comparar las inversiones de un más costoso sistema de chancado
para obtener un P80 bajo, con las de instalación de pilas que resolverían la
recuperación objetivo de un P80 alto, pero en una instalación mayor y algo más
costosa.
• Dosis Estudiada de Acido en Curado.
Es usual adoptar –como máximo- una determinada previamente en pruebas de
laboratorio y se reconoce la existencia de dos criterios diferentes para establecer la
dosis más adecuada:
. El criterio usual adopta la dosis que genera la mayor recuperación de cobre en el
lavado con agua de la muestra reposada, lo que normalmente coincide con
inflexiones desfavorables en la curva resultante de consumo de ácido.
. El criterio usado por Terral adopta, y sólo inicialmente para otras pruebas, la
dosis que obtiene la mayor recuperación de cobre en el mismo lavado con agua,
pero con la restricción adicional que no aparezca ácido sobrante en la solución.
Como consecuencia, esta dosis siempre es menor y como máximo igual que la
deducida por el criterio anterior.
*Aún la dosis deducida por el segundo criterio sólo es usada en pruebas de
“columnas Iso-pH” que determinan cuidadosamente el balance entre el aporte y el
consumo de ácido para obtener la recuperación objetivo.
*Con los resultados de esas pruebas de “columnas Iso-pH” se modela el contexto de
una planta completa LX-SX-EW, para deducir la influencia de otras corrientes que
aportarán ácido al sistema de lixiviación a través del refino, principalmente por
descartes de electrolito para balancear sus propias impurezas.
*En ese contexto, se calcula la diferencia entre la cantidad de ácido consumido por el
mineral y la cantidad aportada al riego por el refino y se evalúa la diferencia:
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 13 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
. Si la diferencia es mayor que la dosis de pruebas: Se adopta la “dosis de
prueba” y además se incorpora la diferencia de ácido al sistema en el refino o en
la solución intermedia.
. Si la diferencia es igual a la dosis de pruebas: Sólo se adopta la “dosis de
prueba”, sin incorporación adicional.
. Si la diferencia es menor que la dosis de pruebas: Se reemplaza la adición de
la dosis de prueba por otra correspondiente sólo a la diferencia entre el consumo
de ácido y el inevitablemente agregado en las soluciones de riego, con lo que se
introduce el nuevo concepto de “dosis calculada” de curado. Este caso es el más
habitual y resulta en la menor de las dosis de curado recomendable.
. Si aún la diferencia resultara negativa: Implica que el curado tradicional debe
suspenderse y reemplazarse por uno efectuado con recirculación de descarte y de
refino para evitar introducir ácido fresco que desbalancearía aún más el sistema.
Esta situación ocurre en algunas lixiviaciones de sulfuros con ganga poco
consumidora y por efecto de la generación de ácido en el proceso.
. Casos extremos de desbalance de ácido: Implican la adopción de técnicas muy
especiales para aumentar el consumo de ácido del mineral, o la simple
neutralización o descarte del exceso en el refino.
*Se procede a verificar las dosis calculadas, consumos de ácido, recuperaciones de
cobre y de impurezas y de las cinéticas asociadas en nuevas pruebas de “columnas
de simulación” y se corrige por aproximación sistemática cualquier diferencia
entre el consumo y el aporte de ácido.
*Los excesos de ácido en un sistema por sobre el consumo propio del mineral se
traducen muy rápido en situaciones que –a lo menos- restan eficiencia a las más
caras etapas de SX y de EW a continuación
. Inicialmente, en una espiral en aumento de la presencia de impurezas,.
. Seguidamente, en una espiral de aumento de la acidez de la solución rica.
• Días de Reposo sin Riego, Posteriores al Curado.
Lo habitual es que sea un período variable que resulta de compatibilizar un sistema de
chancado y de aglomeración relativamente continuo con la carga de los módulos, lo
que ocurre en períodos que resultan más bien discretos y cada cierta cantidad de días
enteros, o que entran en riego según un patrón de días similar.
*Ese período resultante puede hasta verse incrementado si la estrategia operacional
implica mantener módulos cargados por delante de los módulos en riego.
*En los casos que este período resulta largo no se observan daños al proceso; por el
contrario, sí se observan deterioros del efecto del curado si el riego se inicia antes
de lo conveniente.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 14 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*Según experiencias de Terral, la condición anterior es un claro síntoma de la
influencia de las reacciones redox para ese mineral. En todo caso, el efecto del
período de reposo puede reemplazarse también por otras metodologías.
• Razón de Riego para la Recuperación Objetivo.
La “Razón de Lixiviación” o m3/TM de solución necesarios para los fenómenos
difusionales asociados a la lixiviación, en principio se determina y/o resulta de las
pruebas metalúrgicas. En la realidad práctica, ella no se calcula para definir el valor a
incluir en los parámetros, sino que más bien se adopta un valor holgado para garantizar
la obtención de la recuperación objetivo.
Este factor determina la duración del período de tratamiento del mineral en función de
los criterios indicados, mediante cálculos auxiliares para conciliar la “Razón de
lixiviación” y la tasa de riego, que definen la duración del ciclo, que a su vez
establecen las superficies de pilas que luego permiten elegir la modulación de las
mismas.
* Para detener la operación de una pila y cesar definitivamente su riego, el criterio
nuevamente debiera ser económico y –como máximo- correspondería al momento
en el que los costos superan a los precios de ventas.
*En este criterio influyen factores externos, tales como el precio del cobre y el costo
del ácido; de hecho se analiza evaluando el costo de cada ganancia de
recuperación, que resulta determinado principalmente por el consumo de ácido y
muy poco sensible al consumo de energía a los precios vigentes.
*Ocasionalmente hay factores de oportunidad, como por ejemplo: la estrategia de
aumentar el tonelaje tratado y sacrificar recuperación en períodos de precio
elevado, para aprovechar las ganancias asociadas a una mayor producción.
*En todo caso, se aplican teorías de costos y beneficios marginales.
• Tasa de Riego Instantánea.
Generalmente expresada en l/hr/m2; ésta es una variable metalúrgica de gran
importancia e incidencia en el proceso. La tasa de riego, aplicada por el tiempo de
duración del ciclo, es responsable de incorporar la “razón de lixiviación” al mineral
para lograr la “recuperación objetivo”.
*Tasas de riego altas requieren una mayor “razón de lixiviación” que las tasas bajas
para lograr la “recuperación objetivo” Las tasas altas presentan la ventaja de un
tiempo del ciclo más corto y como desventaja una menor concentración de las
soluciones efluentes.
*En general las tasas de riego se establecen a partir de pruebas de inundación y de
humedades dinámicas (o pasantes) a varias tasas de riego efectuadas en el
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 15 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
laboratorio, que luego se ratifican en pruebas de lixiviación en columnas (que no
siempre son adecuadamente interpretadas en este contexto).
• % de Tiempo de Riego (si Ciclos Pulsantes).
El sistema pulsante se considera indispensable en la lixiviación de sulfuros, sea para
contribuir a la alteración de las especies o para los requerimientos de oxigeno de las
bacterias. Su aplicación aún no está generalizado para la lixiviación de óxidos, aunque
es el método que resulta más adecuado para minerales con tendencia a la formación de
capas freáticas de inundación causada, por exceso de finos.
Según los conceptos de Terral, que usualmente adopta irrigación con pulsos de riego
(para aportar reactivos) y de reposo (para extraer productos a prácticamente todos los
minerales), la forma de aplicar la solución de riego incide en la eficiencia de la “razón
de lixiviación”, cuyo valor entonces resulta dependiente de la tasa de riego. En
consecuencia existe una “tasa instantánea”, durante la fase de aplicación, y una “tasa
promedio” resultante del ciclo completo.
*En los conceptos de Terral, aún en la lixiviación de óxidos participan reacciones
redox que hacen conveniente períodos de oxigenación (en los reposos), sea para:
. oxidar y destruir reductores ocasionalmente presentes que inciden en la
recuperación y en la cinética.
. oxidar y destruir arcillas intercambiadoras iónicas ocasionalmente presentes y
con los mismos efectos anteriores.
. disminuir los consumos de ácido y ajustar la presencia de impurezas mediante
mecanismos asociados al par Fe+2 y Fe+3, que responde a la presencia de oxígeno.
*Las oxidaciones ocurren por la inducción de aire a las pilas que, también según los
conceptos y experiencias de Terral, resulta más eficiente sobre la roca húmeda
después del estruje de un reposo para una reacción “fase gaseosa - fase sólida”
directa, que durante el riego cuando la eficacia queda limitada por la baja
solubilidad del oxígeno en las soluciones que cubren la superficie de las partículas.
*La secuencia de pulsos está controlada por el reposo, que se aplica sólo durante el
tiempo en que éste resulta eficiente y está relacionada con el tiempo necesario para
estrujar las soluciones y eliminar la película líquida sobre las partículas para
exponerlas.
*Este período se determina experimentalmente en laboratorio y principalmente
depende de:
. La “tasa de riego instantánea” aplicada.
. La altura de la pila.
. La distribución granulométrica del mineral.
. El uso de surfactantes.
*Además se debe disponer de un tiempo adicional para las reacciones “fase gaseosa -
fase sólida” en las superficies de las partículas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 16 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*Los tiempos de riego se procura que sean breves y a la mayor “tasa instantánea”
posible, pero que evite problemas de inundación durante su período de aplicación.
*Ambos períodos se reducen a tiempos compatibles con la operación y resultan
habitualmente en días completos de reposo y de riego, que no necesariamente son
los mismos.
*Los períodos de riego y de reposo se compatibilizan con la disponibilidad de
módulos que se transforman en múltiplos de estos ciclos; por ejemplo: si los
períodos de riego de reposo son iguales, deben ser pares tanto la cantidad total de
módulos como la cantidad que genera solución rica o intermedia y la cantidad que
se riega con refino.
• Altura de Apilamiento
Esta es una función principalmente económica, dado que el costo de cargar el mineral
es directamente proporcional a la altura de la pila, factor que crece a una tasa mayor
que el costo de cargar en superficie. La altura de pilas está también indirectamente
asociada al tamaño de la explotación.
La altura está condicionada por la disponibilidad de espacio (poca superficie conduce a
pilas altas para economizarla). En sistemas de riego en paralelo (o “tendido”, donde
toda la pila se riega sólo con refino), la altura del apilamiento es el principal medio de
ajuste de la concentración de cobre de la solución rica (el otro es la tasa de riego).
*El tamaño de la explotación puede demandar medios más o menos costosos para
efectuar la carga de la tasa requerida de mineral; en general:
. Explotaciones pequeñas (en el orden de hasta 1000 TPD) usan pay loaders,
cuya capacidad de altura limita en el orden de 3 –3,5 m, como máximo y
según el tamaño del equipo.
. Explotaciones intermedias (probablemente hasta el orden de 5 a 10.000 TPD)
adoptan apiladores móviles del tipo stacker con correa de descarga de ángulo
horizontal variable. Estos equipos son cargados desde camiones y pueden
alcanzar alturas en el orden de 6 - 8 metros.
. Explotaciones de gran tamaño adoptan sistemas de correas de distinto tipo;
por ejemplo “Grass-hoppers” (tren de correas cortas que reciben mineral
aglomerado-curado, lo traspasan entre ellas y alimentan el dispositivo final de
carga de pilas), o sistema “Manta Kraft” (que depende de una sola correa de
alimentación a un sistema móvil, pero que también dispone de rotopalas y
sistemas de remoción del ripio lixiviado).
. Algunas explotaciones de minerales marginales en condición “Run off mine”
(ROM) se cargan desde la superficie por volteo de camiones, usualmente
seguido por “ripeo” de la superficie para restituir permeabilidad.
*La altura de carga está asociada a la duración del ciclo a través de la tasa de riego,
dado que entre ambas definen el tiempo de riego necesario para suministrar la
“razón de lixiviación”
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 17 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*La altura también se correlaciona con la forma de oxigenar la pila (cuando se
requiere). La práctica muestra que hasta 3 – 3,5 metros no es necesario inyectar
aire a presión para oxigenar las pilas, mientras que alturas superiores sí lo
necesitan.
• Dosis de Líquido Para Aglomerar Mineral.
Generalmente se establece en el orden del 70 al 80% de la humedad de impregnación
determinada en pruebas de laboratorio, cantidad a la que se resta la humedad natural o
la remanente luego de los sistemas de contención de polvo del chancado y el volumen
equivalente del ácido agregado.
*Algunas empresas adoptan pruebas empíricas para comparar la calidad del
aglomerado con varias dosis de agua y objetivizar sus características mecánicas.
*En el caso de curados “in situ”, como los aplicados en la lixiviación de minerales
marginales en condición ROM, no sólo es importante la dosis sino que también la
forma de aplicarla para garantizar que ella impregne efectivamente la roca sin
escurrimiento al drenaje.
*Cabe mencionar que en varias empresas se ha comenzado a reemplazar el agua por
refino por diversas razones. Es una tendencia que se extenderá ya que presenta
varias ventajas metalúrgicas, asociadas a los efectos de su contenido de fierro
sobre el mineral en esta fase del tratamiento.
• Consumo Total de Acido del Mineral (para % recuperación).
El consumo total de ácido del mineral para lograr la “recuperación objetivo” mediante
las reacciones químicas con las especies; es cubierto parcialmente por el equivalente de
ácido, del cobre extraido de las soluciones ricas en las etapas de extracción de la planta
SX.
Concuerda con el “Consumo neto”, que corresponde exclusivamente al consumo de la
ganga en (kgacido/TM) y que es el ácido fresco externo agregado al sistema completo
LX-SX-EW que se contabiliza en los costos de operación. También concuerda con el
“Consumo específico” de ácido fresco en (kgacido/kgCu lixiviado), que es otra forma de
expresar el concepto anterior, pero esta vez referido al cobre extraido al mineral.
*Nuevamente, el consumo total y sus asociados no son un parámetro, sino
características que se reseñan en los criterios de diseño.
*Corresponde al consumo total de ácido que equilibra la demanda de la lixiviación,
en un escenario dado de procesos.
*El consumo puede ser manipulado mediante metodologías especiales para ajustar las
características de la solución rica, pero ello debe ensayarse y verificarse en la etapa
de pruebas metalúrgicas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 18 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
• Cantidad de Módulos Instalados.
Como consecuencia de la cantidad requerida de mineral, la altura del apilamiento
adoptada y los ángulos de reposo del mineral (naturales o artificiales) se define la
superficie total de pila en operación para el tratamiento del mineral.
*Normalmente la pila se subdivide en módulos (o parcelas, o pads, o simplemente
pilas).
*Según los enfoques habituales, la cantidad de pilas es una función relacionada con la
sub-división más o menos arbitraria del ciclo de lixiviación, o con los días de
carga y preparación y ciclos de tratamiento de la pila.
*Según los enfoques de Terral, la superficie unitaria depende de la cantidad de
módulos demandados por los ajustes de concentración requeridos por la
concentración de cobre en la solución rica establecida como objetivo, a partir de la
combinación de los efluentes de los módulos, con minerales en diversos grados de
avance de la lixiviación.
*Consecuentemente con esta metodología, se define simultáneamente: la cantidad
típica de módulos que generan solución rica, los que se riegan con refino y los que
generan y/o recirculan solución intermedia.
*En este caso la superficie de cada módulo será la superficie total dividida por la
cantidad de módulos en operación.
*Las dimensiones de cada módulo (y en consecuencia las de la pila total) se eligen
posteriormente conciliando diversos factores condicionantes, uno de los cuales
puede ser el factor controlante. Los principales factores condicionantes son:
- La topografía de la superficie disponible.
- Las características del sistema o método de carga de mineral, que a veces
establecen una de las dimensiones (por ejemplo: los apiladores establecen el
criterio de elección del ancho).
- La disposición hidráulica del sistema de riego, desde el punto de vista de
garantizar la uniformidad de presiones en los emisores para lograr tasas de riego
uniformes y también desde el punto de vista de conciliar las áreas cubiertas por
aspersores que es el caso más complejo de ajustar.
• Concentración Máxima de Impurezas en Solución Rica.
La concentración de impurezas (generalmente: exceso de ácido, fierro y cloruros) en la
solución rica se deduce a partir de cálculos basados en los aportes del mineral (medidos
en las pruebas metalúrgicas) y en los del agua industrial, y no descartados en la
impregnación del ripio abandonado, considerando además su concentración por
evaporación de agua en las pilas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 19 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*Su concentración no es necesariamente el valor medido en las pruebas, dado que en
ellas es difícil alcanzar el estado de régimen estacionario.
*En general, las impurezas totales se miden a través de la concentración total de
sulfatos en las soluciones circulantes. Medidas indirectas se obtienen de la
viscosidad y densidad de las soluciones.
*Su concentración es función del ácido suministrado a la lixiviación y se controla por
este medio, aún a expensas de la cinética del proceso.
*Su presencia descontrolada tiene efectos negativos en la misma lixiviación y en la
eficiencia de los procesos de SX y EW a continuación.
• Total de Descarte de Refino de Planta Completa.
Esta es una condición completamente indeseada, provocada por el descontrol de la
presencia de impurezas y por el fracaso de las medidas para controlar su presencia.
Debe disponerse de pozos de evaporación si se prevé su necesidad,.
• Concentración de Acido Libre en la Solución Rica.
En la práctica, la presencia de ácido en la solución rica afecta la eficiencia de la planta
SX a pesar de la excelentes características de los extractantes modernos. Los efectos
indeseados son debidos tanto a la acidez libre en sí misma como a la presencia de
impurezas que siempre la acompaña.
*Corresponde a una decisión del propietario, pero la posibilidad y formas de lograrlo
deben verificarse previamente en pruebas metalúrgicas.
*Aunque los medios de control de su concentración frecuentemente llevan a un
deterioro de la cinética, el costo de resolver sus efectos es más alto que las
pérdidas causadas por la prolongación del ciclo, que incluso puede además mejorar
la recuperación y bajar el propio consumo de ácido.
• Concentración de Cobre en la Solución Rica.
Es un parámetro de la mayor importancia económica ya que redunda en el tamaño de
las instalaciones de la planta SX, que se diseña en función del caudal de esta solución.
Este es un parámetro objetivo directamente asociado a prácticamente todos los factores
mencionados y cuya forma de lograrla deben verificarse previamente en pruebas
metalúrgicas, para comprobar la combinación adecuada de las cinéticas de
recuperación de cobre e impurezas y de consumo de ácido.
*La concentración resulta de la configuración del manejo de las soluciones, que
mediante la generación y recirculación de solución intermedia permiten ajustar al
mismo tiempo la “razón de lixiviación” con la “razón de concentración” que se
corresponde con la concentración deseada de la solución rica.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 20 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
*Otros factores relacionados con su logro corresponden a la modulación del
apilamiento y tamaños de cada unidad, a la tasa de riego y a la altura de pilas, que
se combinan de modo que permitan alcanzarla.
*Las variaciones de las características del mineral son absorbidas mediante el manejo
de la solución intermedia, cuya capacidad de bombeo debe ser holgada para
adaptarse a los casos extremos de comportamiento de los minerales.
• Tasa de Consumo de Aire de la Lixiviación.
Expresado como m3N/h/TM, es un parámetro que sólo recientemente se comienza a
considerar en los proyectos con el objeto de satisfacer los requerimientos de oxígeno
de las reacciones de óxido-reducción en la lixiviación, incluidas las demandadas por
las bacterias en las lixiviaciones de sulfuros
*Los valores requeridos aún no están bien asentados, pero se usan en el orden de 0,02
m3N/h/TM, agregados durante los esquemas de riego continuo.
*Las pilas bajas (3,5 metros de altura o menos) parecen oxigenarse por si solas,
principalmente por el leve vacío generado al detener el riego y drenar las
soluciones, en los sistemas de riego pulsantes.
*Para las pilas más altas sí es incidente la inyección externa de aire.
*Existen estudios que muestran que:
. en general, son efectivas dosis menores a las usadas.
. es más eficiente la inyección de aire durante las fases de reposo de los riegos
pulsantes que durante los riegos, sean estos continuos o pulsantes.
. probablemente el efecto se debe a que la acción del oxígeno no está limitada
por su baja solubilidad en las soluciones.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 21 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
6. REQUERIMIENTOS DE UNA LIXIVIACION IDEAL.
Una observación de los resultados de la lixiviación de varios, permite proponer los
requerimientos de una lixiviación ideal:
* Debe maximizar las recuperaciones metalúrgicas y minimizar los consumos de ácido, de
agua y de energía.
* La solución rica generada debe cumplir con las condiciones de concentración de cobre y
ácido, que le impone la planta SX para mantenerse en su eficiencia máxima.
* Debe generar una solución rica limpia, sin sólidos suspendidos, coloides, fierro, cloro,
manganeso y sulfatos totales, para minimizar peligros de borras y traspasos de acuosos al
electrolito que causen descartes y consumos de agua tratada, de aditivos y de energía en
calentamiento.
* Debe anular los efectos de eventuales reductores y arcillas intercambiadoras iónicas en el
mineral.
* El curado -si se usa- debe adoptar dosis calculadas de modo que sean compatibles:
. una máxima ganancia de cinética,
. un mínimo potenciamiento del consumo de ácido y de la contribución de su exceso
a la solución rica y
. una nula o mínima incorporación de impurezas solubles a las soluciones ricas.
* Debe evitar la formación de capas freáticas e inundaciones localizadas, que se traducen
en canalizaciones y deslizamientos o derrumbes del apilamiento.
* Debe permitir idealmente, el tratamiento conjunto de minerales de diversa mineralogía,
incluidas especies de óxidos y de sulfuros.
* Debe permitir administrar el comportamiento del fierro de modo que:
. Se mantengan en solución los contenidos necesarios para el comportamiento
adecuado de las bacterias en la lixiviación de sulfuros.
. Se mantengan en solución las cantidades y proporciones "férrico-ferroso"
para producir las interacciones deseadas, en cuanto a: la regeneración de ácido, a la
creación de condiciones oxidantes y a la co-precipitación de impurezas.
* Debe evitar la formación de precipitados férricos coloidales que fomenten canalización
de soluciones, y cuando ellos se formen, debe permitir el estruje del agua desde esas
precipitaciones.
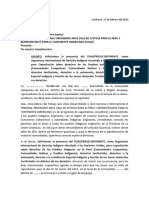
En la figura se muestra una configuración de instalaciones de lixiviación capaz de lograr el
cumplimiento de las características señaladas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 22 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
Mineral Acido Descarte
Curado Agua
Ref. a S.Int. a S.Int. a Ref. a Agua a
S.Rica S.Rica S. Int. S.Int. S. Int.
S. Rica S. Interm.
Planta SX
Refino
CONFIGURACION DE UN SISTEMA DE LIXIVIACION BALANCEADO
7. PARAMETROS Y CRITERIOS DE DISEÑO DE PLANTAS SX.
En la parte de los cálculos de confección del Balance de Masas pertinentes a las plantas SX,
nuevamente es conveniente considerar los factores relativos a la concepción de las
instalaciones de planta –por ejemplo, configuraciones alternativas de las etapas de SX,
existencia de etapa de lavado de orgánico, rutas de los descartes de electrolito hasta
integrarse al refino, implementación completa del “área de estanques” y otros- para
garantizar desde el principio la compatibilidad entre los requerimientos de procesos y las
configuraciones alternativas de plantas que los satisfacen.
Un aspecto relevante a considerar se refiere al grado de flexibilidad de las instalaciones,
dado que las condiciones operacionales variarán durante el tiempo –incluso las plantas que
se ampliarán deben prever anticipadamente las condiciones para hacerlo- y las plantas
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 23 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
deben contar con la posibilidad de adaptarse a los cambios, con mínimos deterioros de los
índices de eficiencia establecidos por el Propietario.
En forma previa a los cálculos oficiales, se recomienda efectuar tanteos con las diversas
configuraciones alternativas hasta descubrir la más adecuada al caso particular.
Posteriormente y una vez adoptada una configuración, se sugiere efectuar sucesivas
iteraciones de cálculos para ajustar todos los parámetros y condiciones de operación en
forma simultánea y adecuadamente conciliada.
Un listado típico de los criterios y parámetros que se usan en los cálculos de diseños de las
áreas SX y sus fuentes de origen se encuentra en la página siguiente.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 24 de
50
Workshop Hidro-Electro Metalurgia; Nov. 2001. Viña del Mar - CHILE
PARAMETROS DE EXTRACCION POR SOLVENTES.
ANTECEDENTES DE EXTRACCION POR SOLVENTES
Capacidad de Transferencia del Reactivo. Valor objetivo, asociado a condiciones de operación.
Eficiencia de Extracción Asumida en SX. Valor objetivo (respecto Cu total a extracción), asociado a condiciones de operación.
Relación O/A Externa en Extracción. Condición resultante de la configuración.
Continuidad en E-1, en L-1 en R-2 en CR-1. Condición convencionalmente acuosa, para evitar arrastres de orgánico.
Razón O/A (Operacional) en E-1, en L-1, en R-2 (y en CR-1). En el orden de 1/1,1 para generar condición anterior.
Continuidad en E-2 y en R-1. Condición convencionalmente orgánica para evitar arrastres de acuoso.
Razón O/A (Operacional) en E-2 en R-1. En el orden de 1,1/1 para generar condición anterior.
Recirculaciones Instaladas de Fases en etapas. Definición del propietario, según opciones de operación.
ARRASTRES DE FASES, SEPARACIONES Y EVAPORACIONES
Orgánico en Acuoso (diseño; acuoso o orgánico continuo). Valor objetivo, asociado a condiciones de operación.
Retención de Arrastres de Orgánico en Equipos Posteriores. Valor objetivo, asociado a condiciones de operación.
Evaporación de Solvente en Mezcladores. Valor medido, generalmente en el orden de 0,3 l/día/m2
Evaporación de Solvente en Decantadores y Estanque de Orgánico. Valor medido, generalmente en el orden de 0,3 l/día/m2
ELECTROLITOS Y CONDICIONES DE LA ELECTRO OBTENCIÓN
Conc. Mínima, Acido en Electrolito Rico. Definición del propietario, para completar Re-extracción.
Conc. Máxima Adoptada, Cobre en Electrolito Avance a EW. Definición del propietario, para evitar cristalización.
Concentración de Cobre, Electrolito Circulante. Definición del propietario, según escenario de concentraciones elegido.
Concentración de Cobre, Electrolito Gastado EW a R-1. Definición del propietario, según escenario de concentraciones elegido.
Días de Depósito: Láminas. En caso de usarlas; normalmente es un día.
Láminas/Cátodo Inicial. Habitualmente 7 láminas generan 6 cátodos iniciales.
Rechazo de Láminas. Valor objetivo en el orden del 5%, asociado a condiciones de operación.
Densidad de Corriente Nominal y Máxima. Definición del propietario, según escenario de condiciones establecidas
Caudal Específico de Electrolito en Celdas. Definición del propietario, según escenario de condiciones establecidas.
Días de Depósito: Cátodos Comerciales. Definición del propietario, según escenario de condiciones establecidas.
Area del Cátodo (por cara). Habitualmente en el orden de 1,0 m2/cara, para cátodos permanentes estándar.
Eficiencia de Corriente Estimada. Valor objetivo, asociado a condiciones de operación, generalmente en orden del 90%.
Cátodos por Celda. Definición del propietario, según escenario de condiciones establecidas.
Relación entre Evaporación y Pérdida Electroquímica de Agua. En celdas EW; la condición resulta de la configuración; usualmente en orden de 1.
Consumo de Guar. Valor objetivo, asociado a condiciones de operación, usualmente en orden de 250 g/tCu
Cobalto en Electrolito. Definición del propietario, según escenario de condiciones establecidas.
Calor Específico del Electrolito. Valor convencional, en el orden de 0,85 (Kcal/l).
Calentamiento Promedio de Electrolitos. En intercambiadores; Define propietario, según escenario de condiciones establecidas
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 25 de 50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
8. CONSIDERACIONES PARA ESTABLECER PARAMETROS Y CRITERIOS
DE PLANTAS SX.
En muchos proyectos la filosofía inherente al diseño de la planta SX ha sido concebirla
fatalistamente como un elemento instrumental al tratamiento de las soluciones ricas de
lixiviación que se espera obtener, mientras que la planta EW se concibe como instrumental
para obtener la producción, lo que implicaba que la planta SX se constituía en una interfase
entre ambas.
La experiencia muestra que es más razonable relacionar todo el proyecto con el objetivo de
producción a bajo costo, con las diversas etapas cumpliendo misiones concretas:
* La lixiviación: Recupera y logra soluciones ricas de características pre-establecidas.
* La planta SX: Prepara los electrolitos más adecuados para la depositación.
* La planta EW: Produce eficientemente cátodos de alta calidad.
Esta forma de interacción lleva al Propietario a asumir varias definiciones previas respecto
de las estrategias de configuración del proyecto antes de decidir sobre los parámetros
propiamente tales. Las principales decisiones de este tipo son:
8.1 Configuraciones Generales de Plantas SX:
La más importante de las decisiones relativas a las estrategias que adopta el propietario
llega decidida hasta esta fase desde la fase de lixiviación. Ella se refiere a la concentración
de cobre, ácido e impurezas características de la solución rica, que en general es definida
por los criterios que se indican:
* Cobre: La mayor concentración obtenible con seguridad y consistencia en la
lixiviación, pero limitada por la mayor concentración de reactivo en el
orgánico capaz de extraer su cobre sin exponerse a aumentos de
viscosidad que fomenten sus pérdidas por arrastres en acuosos.
Se acepta en principio que esta última condición limita al 25 % (en
volumen) las concentraciones de reactivo, lo que se asocia con
extracciones del orden del 92 % a soluciones ricas con el orden de 8,2
grCu/l, provisto que ellas posean baja acidez.
* Acido: La menor concentración (o más alto pH) posible, para desplazar los
equilibrios hacia la extracción de cobre y fomentar la mejor performance
del reactivo extractante. Valores de pH de 2,0 o superiores son ideales
para este efecto.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 26 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
Nota: Se reconoce que un pH superior a 2,0 invita a la captura de fierro por el extractante en la etapa
E-1. A pesar de la alta selectividad de los reactivos, ésta condición es real pero, en la práctica, se
corrige fácilmente por la disposición de la entrada de la recirculación de acuoso a esta etapa,
cuya acidez baja de 2, el pH de la alimentación de solución a la etapa.
* Impurezas: Debe procurarse la menor concentración posible de obtener en la
lixiviación, pero debe disponerse de medios para controlar sus efectos si
aún puntualmente sobrepasan las expectativas. Justamente, una buena
forma de cumplir el requisito es un alto pH en las soluciones ricas.
Otras decisiones previas del Propietario generalmente se refieren a los temas siguientes:
• La configuración de la Planta SX.
La configuración básica utiliza 3 etapas de “mezcladores-decantadores” en una
configuración 2E + 1R, lo que tiene las ventajas de economía de inversiones, pero que
presenta una reducida capacidad de adaptación a las condiciones de operación y queda
expuesta a menores disponibilidades de planta.
Resulta más adecuada una configuración de 4 etapas, con conexiones hidráulicas para
adoptar varias configuraciones alternativas:
S. Rica El. Desc. S. Lavado
R-2 O R-1
E-1 E-2 R-1 o O
E-1P (L-1)
Refino El. Rico
TK Orgánico
MODELO DE CONFIGURACIONES DE PLANTA SX
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 27 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
. 2E + 2R: Como configuración normal de operación; permite lograr
mejores índices de transferencia con orgánicos más diluidos
en reactivo. También permite usar electrolitos de menor
acidez para descargar el orgánico, lo que prolonga su propia
vida útil y la de los ánodos.
. 2E + 1L + 1R: Para resolver la presencia de impurezas en el electrolito por
arrastres de acuoso en el orgánico cargado, evitando descartes
elevados y los costos asociados.
. 2E + E1P + 1R: Para resolver el tratamiento de soluciones ricas de baja
concentración.
. Sin 1 Etapa: De extracción o de Re-extracción, para resolver
mantenimiento o fallas de equipos sin pérdida de
disponibilidad operacional de planta.
• La cantidad de trenes de la planta SX.
Sin importar el tipo de mezcladores-decantadores adoptados, hay factores que limitan
el caudal posible de procesar, que van desde el tamaño de los ductos hasta la
confiabilidad práctica de las fórmulas de diseño de los mismos.
Los mayores equipos mezcladores-decantadores construidos oscilan en el orden de
2.000 m3/h y si hay caudales mayores de solución rica resulta aconsejable distribuirlo
en trenes paralelos, más bien que intentar la construcción de equipos más grandes.
La conveniencia de trenes paralelos parece aconsejable también para el diseño de
plantas pequeñas y reubicables, configurados sobre la base de equipos de menor
tamaño, pero desarmables para su transporte.
• El tipo de equipos a adoptar.
Existen diversas tecnologías asociadas a los mezcladores-decantadores, siendo las
principales:
*el extensamente usado tipo convencional de perfil bajo (con más o menos
modificaciones para optimizarlos),
*el novedoso VSF (de Outokumpu),
*el menos conocido tipo Kreb y
*los recientes “reverse flow”,
reconociendo que existen numerosas propuestas de equipos que no han alcanzado
usos más allá de los experimentales.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 28 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
En todo caso, la mayoría de los comentarios de este documento son relativos al tipo
convencional.
• Las defensas a los arrastres.
Tanto los arrastres de orgánico en acuoso (que se traducen en pérdidas de reactivo y en
daño a cátodos), como los de acuoso en orgánico (que provocan contaminaciones,
principalmente del electrolito) debieran ser resueltos. En consecuencia, se debe decidir
si se adoptará alguna medida y, en caso afirmativo, cual será la forma de hacerlo.
Los medios usuales para detener los arrastres son:
*De orgánico en refino: Su recuperación es de interés económico y usualmente sólo
se considera el uso de medios de recolección en el pozo de refino para recuperar la
fracción ahí decantada. Desde hace un tiempo, algunas plantas adoptan el uso de
equipos con medios de coalescencia o de post-decantadores que actúan por varios
mecanismos (flotación, coalescencia y decantación); la tendencia lleva a aumentar
su uso para lixiviaciones bacterianas, a causa del efecto de los arrastres sobre los
micro organismos y la pila.
*De orgánico en electrolito: La recuperación de la baja pérdida de orgánico
asociada no necesariamente reviste un interés económico directo, sino que más
bien se justifica desde el punto de vista de la calidad física de los cátodos, que
resulta usualmente afectada por la adherencia a su superficie. El enfoque
tradicional de depender sólo de “filtros de orgánico” y de un grupo de celdas de
limpieza, cambia a complementarlos –y hasta reemplazarlos- por celdas de
flotación, medios de coalescencia y post-decantadores.
*De acuoso en orgánico cargado: Largamente esta es la principal forma de traspaso
físico de las impurezas de las soluciones de lixiviación, desde las etapas de
extracción al electrolito y que ha motivado la modificación de los enfoques de los
estanques de orgánico y a su complementación por el uso de equipos con medios
de coalescencia y hasta por el uso de etapas de lavado de orgánico para diluirlas.
*De acuoso en orgánico descargado: Dado que esta corriente es moderada y que
causa el paso de electrolito puro a las etapas de extracción, solo representa una
forma de descarte de electrolito y se le presta atención en casos muy especiales.
• El Uso de Etapa de Lavado de Orgánico.
La adopción de un mezclador-decantador para diluir los arrastres de impurezas desde
las etapas de extracción hasta el electrolito representa la última de las barreras para
minimizar la incorporación de elementos por este mecanismo físico, pero su efecto es
nulo respecto de los traspasos de tipo químico, debidos a la selectividad característica
de los extractantes.
La incorporación de esta etapa minimiza los descartes de electrolito necesarios para
equilibrar las impurezas en el electrolito y de esta forma evita sobredimensionar la
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 29 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
planta SX, permite lograr economías de agua tratada (cuando ésta es escasa) y
principalmente de cobalto asociadas a los descartes; ocasionalmente, también permite
resolver problemas de presencia de borras, que pueden ser expresamente formadas en
esta etapa para purgarlas desde ella.
* El lavado de orgánico se efectúa al orgánico cargado, que previamente ha decantado
buena parte de sus arrastres de acuoso en su estanque de circulación.
* Se realiza con una mezcla de agua tratada y ácido, para ionizarla con el fin de
mejorar sus propiedades de separación de fases.
* El ácido necesario puede provenir de parte del descarte del propio electrolito, que
resulta ser adecuadamente limpio para los efectos del lavado.
* La concentración mínima de ácido es del orden de 2 grAc/l y la máxima posible de
usar es del orden de los 90 grAc/l, para evitar la descarga parcial del orgánico.
* El destino directo usual del agua de lavado usada –y también del descarte de
electrolito- es el refino.
* Sin embargo conviene más traspasarla a la alimentación de la etapa E-2 para
enfrentar al orgánico descargado, cuya avidez por iones recupera de inmediato el
cobre contenido en la solución -si es que fue preparada con descarte- no obstante
su acidez que se diluye en el mayor caudal de la corriente principal de los acuosos
de extracción.
* Si no se dispone de otro uso para el sobrante de descarte no usado en la ionización
del lavado o si el lavado no existe, también conviene destinarlo a la misma etapa
E-2 y por las mismas razones indicadas.
* El reuso del ácido del descarte con este fin evita la incorporación externa, que puede
contribuir a desbalancear el sistema de lixiviación.
* El enfoque indicado permite además recircular internamente todo el cobre de los
descartes de electrolito en la planta SX y evita la necesidad de sobre-
dimensionarla, requerida por los casos extremos de ataque de impurezas.
* El enfoque también hace necesario reajustar las recirculaciones de orgánico en la
etapa E-2, para lograr la continuidad orgánica frente a un caudal de acuoso que
resulta incrementado por este caudal lateral de acuoso.
Para definir la necesidad real de incorporar una etapa de lavado, conviene modelar
matemáticamente el comportamiento de la planta proyectada en diversos escenarios
probables de contenidos de impurezas y configuraciones de equipos, cuyos datos de
performance pueden provenir de sus proveedores, de fuentes confiables que los hayan
usado, o de ensayos en planta piloto.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 30 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
En todo caso, si los factores económicos del proyecto no se ven afectados, se
recomienda la configuración general 2E + 2R para la planta SX, que permite
convertir ocasionalmente la etapa R-1 en L-1, mientras la R-2 se constituye en la R-1,
para resolver cualquier ataque imprevisto de impurezas causado por factores externos
fuera de control.
• El tratamiento de las borras.
Las borras, consistentes en emulsiones estables de acuoso, orgánico, sólidos y aire
(ocasionalmente) son de una ocurrencia muy difícil de evitar en una planta de SX
debido a las múltiples causas de su formación, normalmente asociadas a la aparición de
superficies con carga eléctrica en las soluciones. Ellas favorecen los arrastres de una
fase en otra y aumentan así las contaminaciones entrecruzadas y desestabilizan las
continuidades de fase de los equipos con otros efectos secundarios y deben ser
removidas.
La remoción en sí no es fácil y depende de dispositivos más o menos exitosos
instalados en los decantadores conectados a la succión de bombas de diafragma y
difícilmente son recolectados como una emulsión aislada, sin más bien acompañada
por las fases separadas, por lo que se les recolecta en tanques de decantación de los
excesos para separarlos y retornarlos a la planta.
Los medios existentes para desestabilizar las borras corresponden a la agitación
mecánica en continuidad orgánica –método desarrollado por Chuquicamata- y al uso
de centrífugas que separan las fases sólida, acuosa y orgánica. Sólo muy recientemente
se inician estudios destinados a prevenirlas.
La definición del Propietario respecto de este tema en realidad sólo se refiere al tipo de
solución a adoptar, ya que resultaría muy inadecuado no adoptar ninguna.
8.2 Los Parámetros de Extracción por Solventes Propiamente Tales:
Al igual que en la lixiviación, los parámetros reseñan algunos valores que son datos
simplemente medidos o observados. Otros son calculados directamente a partir de los datos,
por ejemplo: el caudal de solución rica depende de la producción deseada y de la
recirculación de cobre por descarte de electrolito, y se establece a partir de la concentración
de la solución rica y de la eficiencia de extracción, mientras el caudal de orgánico depende
del factor anterior y de la decisión de la relación O/A externa. Ninguno de estos tipos de
parámetros se explican a continuación
Los parámetros más complejos se establecen luego de definir los mencionados aspectos
previos, que aportan las configuraciones de planta que conectan los diversos caudales en el
diagrama de flujos. El análisis a continuación para establecer cada uno de los parámetros y
criterios procede, en general, según las consideraciones siguientes:
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 31 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
• Capacidad de Transferencia del Reactivo.
O simplemente el “Indice de Transferencia”, se expresa como los gramos de cobre
intercambiados por un litro de orgánico de 1% de concentración de reactivo, en las
condiciones reales de operación de cada planta.
El concepto se relaciona con el grado de eficiencia con el que los operadores usan el
orgánico mediante los ajustes de planta que establecen y también con la transferencia
neta del reactivo específico usado, que en general es inherentemente alto y que
conduce a “índices de transferencias” en el orden de 0,36 grCu/l/1%(v/v), y aún
superiores en condiciones reales ideales.
El valor del “índice” se calcula a partir de los caudales de acuoso alimentados y sus
concentraciones de cobre al ingreso y salida, divididos por el caudal de orgánico y su
concentración de reactivo (obtenida por medición de la carga máxima). La estadística
de plantas muestra “Indices” en el orden de sólo 0,30 grCu/l/1%(v/v) y aún menores, lo
que refleja la existencia de algún tipo de desajuste operacional cuyas causas más
frecuentes son:
*La combinación de caudal y concentración de reactivo en el orgánico es exagerada
para transferir el cobre alimentado y existe un exceso real de reactivo ocioso.
*El reactivo no se está descargando adecuadamente y se falsea la determinación del
“índice”.
* El reactivo no se está cargando adecuadamente y se afecta el “índice” medido.
La causa real puede ser establecida por medio de pruebas de “eficiencia de mezclado”
de los equipos, que comparan los estados de equilibrio de cada mezclador en las
condiciones de operación planta, con el respectivo de equilibrio termodinámico
determinado en simples pruebas de agitación prolongada:
*Si las “eficiencias de mezclado” son bajas y los “índices de transferencia” también
son bajos, el problema es inherente al diseño de los mezcladores que no permiten
explotar adecuadamente las capacidades del orgánico.
*Si las “eficiencias de mezclado” son altas y los “índices de transferencia” son bajos,
se verifica el exceso de reactivo.
*Si la falta de acidez libre en el electrolito -además de una baja “eficiencia de
mezclado”- es la causa de una pobre descarga del orgánico que afecta el “índice”,
nuevas pruebas de “eficiencia”, pero con electrolitos de acidez aumentada,
detectarán esa causa.
*Si la causa de un “índice” bajo es una alta acidez de la solución rica, que impide que
el equilibrio de extracción se desplace hacia la carga del orgánico, otras pruebas de
“eficiencia de mezclado”, pero con soluciones ricas de menor acidez, detectarán
esta última causa.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 32 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
La incidencia económica del “índice de transferencia” es evidente, dado que se asocia
con la concentración del reactivo necesaria para transferir el cobre, de modo que una
mala eficiencia se asocia a un orgánico con una innecesariamente alta y costosa
concentración de reactivo, que además aumenta el costo de sus pérdidas por arrastres.
Finalmente, la presencia de reactivo ocioso -asociada a un bajo Ӓndice de
transferencia”- establece la posibilidad que sus espacios de captura que permanezcan
libres de cobre sean usados por otros iones (presumiblemente en el orden Fe +3, Mn+2 y
otros) que se transfieren químicamente al electrolito como impurezas al margen de
toda consideración sobre sus propiedades de selectividad.
En conclusión, debiera apuntarse a establecer un alto “índice de transferencia”, pero
inevitablemente la medida debe ir acompañada por el establecimiento de los otros
parámetros que la hagan posible.
• Eficiencia de Extracción en SX.
El concepto expresa la relación entre las concentraciones de cobre entre el ingreso de
solución rica y su entrega como refino.
Aunque es muy habitual incluir un valor entre los parámetros (usualmente en el orden
del 90% o superior), en rigor el concepto es una consecuencia de las condiciones de
operación, más bien que un parámetro propiamente tal.
*En realidad, parte del concepto cambia si ingresan lateralmente otros flujos de
acuoso a las etapas de extracción, como se sugiere hacerlo con los descartes de
electrolito y con el agua de lavado de orgánico usada, más aún si sólo ingresan a la
etapa E-2 y no a las dos instaladas.
*Si se expresa como parámetro, lleva a la obligación de cumplirlo; dado que la forma
más fácil de lograrlo es mediante un aumento de la concentración de reactivo en el
orgánico, ello motiva una disminución del “índice de transferencia”, con las
mencionadas consecuencias económicas y de traspaso químico de impurezas, que
a través de los descartes de electrolito que causan, suman luego otras
consecuencias a la economía del proyecto.
*Puesto en la alternativa de cumplirlo como parámetro, es más adecuado usar una
razón O/A externa mayor que uno, para que sea el exceso de caudal de orgánico –y
no la concentración de reactivo- el método de lograr la “eficiencia de extracción”
ordenada.
*La principal razón para indicar esta “eficiencia” como parámetro es motivar la
obtención de un refino de la menor concentración de cobre posible, que minimice
sus pérdidas por impregnación del ripio, dado que en la práctica éste es la última
solución que moja al mineral al término de su ciclo de lixiviación y puede motivar
pérdidas incidentes de recuperación, de hasta el 2 % del cobre del mineral.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 33 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
*Sin embargo el enfoque anterior puede aún mejorarse por otro consistente en
cambiar el punto de reposición de agua al refino, desde el pozo de refino hasta
directamente hacia el mineral bajo la forma de un lavado final. De esta forma, el
agua de reposición recupera parte de la impregnación de refino desde las pilas y
minimiza el valor económico de la impregnación.
*La estrategia de lavado indicada presenta como condición que la lixiviación haya
sido efectuada de modo de incorporar un mínimo de impurezas a las soluciones,
sea evitando su disolución desde el mineral o re-precipitándolas en él en forma
estable, de forma que el lavado con agua no las reincorpore a las soluciones.
En conclusión, es más importante económicamente establecer un alto “índice de
transferencia” que una alta “eficiencia de extracción”, la que sin embargo puede
también mejorarse simultáneamente, estableciendo las condiciones de proceso que la
permitan sin aumentar la concentración de reactivo en el orgánico. Paralelamente,
también pueden incorporarse medidas de lavado de pilas para lograr las bajas
pérdidas por impregnación de ripios, que se esperan normalmente de los refinos
logrados con una buena “eficiencia de extracción”.
• Relación O/A Externa en Extracción.
El concepto expresa la relación entre los caudales de orgánico y acuoso al sistema,
independientemente de las recirculaciones en las etapas.
Este factor sí tiene una connotación de parámetro real, ya que se constituye en la forma
de lograr simultáneamente el “índice de transferencia” y la “eficiencia de extracción”
al definir como consecuencia del ajuste la concentración de reactivo en el orgánico y
que permite transferir el cobre a la re-extracción.
En principio, conviene establecer una razón O/A en el orden de 1/1 para las etapas de
extracción, debido a conceptos constructivos de los equipos mezcladores-decantadores
y de sus recirculaciones internas de fases, más que por razones de procesos.
Sin embargo la recomendación anterior puede alterarse, por ejemplo, en los periodos
iniciales de plantas que están destinadas a ampliarse, para transferir las masas de cobre
con mayores caudales de orgánico pero de menor concentración de reactivo, desde
caudales menores de solución rica, pero más concentradas en cobre.
• Recirculaciones Instaladas de Fases en Etapas de SX.
Es un parámetro práctico que resuelve con amplitud las necesidades de recirculación
demandadas por las continuidades de fases de las etapas, aseguradas por las razones
O/A operacionales establecidas en parámetros para permitir sus ajustes rápidos.
En general es suficiente instalar recirculaciones suficientes para ajustar las razones
“fase continua”/”fase dispersa” hasta del orden de 1,25/1 -superiores a las nominales
de 1,1/1- cuidando de considerar todos los caudales a cada etapa, que pueden verse
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 34 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
distorsionados por la razones O/A externas diferentes de 1/1 (por ejemplo las de
acuoso en la etapa L-1) y por la entrada de caudales laterales a la etapa E-2.
• Arrastres de Orgánico en Acuoso.
El concepto de interés se refiere a las etapas de continuidad orgánica para reflejar las
pérdidas de orgánico desde E-2 (en el refino) y desde R-1 (en electrolito rico) que
luego deben detenerse en lo posible en otras instalaciones de la planta.
Si bien se reseña un valor (o rango) en los parámetros, este sólo representa la
expectativa del Propietario respecto del valor máximo ya que en realidad los arrastres
son consecuencia de múltiples factores que aún no se comprenden en su totalidad.
• Retención de Arrastres de Orgánico en Equipos Posteriores.
Nuevamente es más bien un valor objetivo esperado que un parámetro, en el caso de
adoptar alguna estrategia y medio de retención para reducir el consumo de reactivo por
tonelada de cobre depositado.
Representa el valor asignado como meta al proveedor del equipo o al diseñador de la
instalación o al valor aceptado por ellos, pero el % de retención depende de factores
difícilmente controlables, a menos que previamente se hayan efectuado pruebas en
equipos piloto y en las mismas condiciones de operación bien simuladas en pruebas.
En todo caso, sí es aconsejable el uso de equipos para optimizar la retención de los
arrastres de orgánico:
* En el refino: Con el objeto de bajar costos de operación asociados a
pérdidas evitables.
* En el electrolito: Con el fin de optimizar la tarea de los filtros que lo retienen
para evitar la contaminación de cátodos.
Respecto de la evaluación de las pérdidas del diluyente del orgánico, que se consume
por evaporación además de por arrastres, conviene estimarlas a partir de cálculos
preliminares de las superficies de evaporación de los equipos y de mediciones locales
de las tasas de evaporación.
• Concentración Mínima de Acido en Electrolito Rico.
Este parámetro es de la mayor importancia y se asocia al “índice de transferencia”,
dado que el valor adoptado debe ser adecuado para obtener un alto grado de descarga
del cobre desde el orgánico para mejorar la transferencia.
En principio, pareciera simple y adecuado aumentar la concentración de ácido libre en
el electrolito rico, pero ello presenta al menos dos límites prácticos:
*Por efecto del “ión común”, el ácido disminuye la concentración de saturación del
cobre en el electrolito, lo que obliga a aumentar el caudal intercambiado con la
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 35 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
nave electrolítica y eleva costos de bombeo y además potencia los arrastres de
orgánico.
.* Aumenta consecuentemente la acidez del electrolito descargado desde las celdas,
con lo que aumenta la corrosión –y la vida- de los ánodos de plomo.
En la práctica:
. se procura la máxima concentración de cobre en el electrolito rico, pero cuidando
de no exponerlo a la cristalización por sobresaturación en períodos de bajas
temperaturas, lo cual resulta en concentraciones del orden de 48 a 52 grCu/l en el
electrolito rico.
. se procura concentraciones totales de ácido, tanto libre como asociado al cobre,
en el orden de 220 grAc/l para configuraciones de dos etapas de re-extracción, y
de hasta 235 grAc/l para configuraciones de una sola etapa.
Lo que resulta en concentraciones de ácido en el electrolito rico entre 145 y 161 grAc/l
según el caso.
• Concentración Máxima Adoptada de Cobre en Electrolito Rico a EW.
En el punto anterior ya se ha definido la base de esta determinación, para justificar
valores usualmente entre 48 y 52 grCu/l. Sólo cabe reforzar el concepto que la mayor
concentración de cobre colabora a disminuir el caudal de electrolito intercambiado
entre las plantas SX y la nave electrolítica y además facilita el establecimiento de un
escenario elevado de concentraciones en el electrolito circulante de esa instalación.
• Concentración de Cobre en Electrolito Gastado a Re-extracción.
Aunque este es un parámetro más bien asociado a las condiciones de operación de la
depositación electrolítica por sus implicancias en la calidad de los cátodos (que se
verán más adelante), tiene también importancia sobre el caudal de electrolito
intercambiado entre las plantas SX y la nave electrolítica.
• Selectividad Química Cu/Fe.
Aunque su valor se sitúa oficialmente en cifras muy superiores a 2.000/1 para los
extractantes modernos respecto del ión férrico a los pH habituales de las soluciones
ricas, cabe recordar que:
*Está asociado a las abundancias relativas de ambos iones en un rango equivalente.
*El valor es consecuentemente alterado si existe exceso de reactivo respecto del
cobre, dado que los puntos de captura se llenan con mayor facilidad con Fe+3 ante
la falta de cobre.
El concepto es muy importante para definir las estrategias de purificación del
electrolito, para cuyo diseño es esencial reconocer si el mecanismo de traspaso de
impurezas está asociado sólo a arrastres –que se resuelven por decantación de acuoso
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 36 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
en estanque de orgánico y por lavado de orgánico- o a factores de selectividad química,
que sólo se resuelven por cambio en las característica de la solución rica a las etapas de
extracción por la configuración de E-1y por descarte de electrolito.
• Arrastres de Acuoso en Orgánico.
En forma análoga a los arrastres de orgánico en acuoso, el concepto de interés se
refiere a las etapas de continuidad acuosa para reflejar los arrastres de acuoso desde E-
1 en el orgánico cargado y cuyo ingreso al electrolito debe evitarse.
Si bien se reseña un valor (o rango) en los parámetros, este sólo representa la
expectativa del Propietario respecto del valor máximo ya que los arrastres son
consecuencia de múltiples factores que aún no se comprenden en su totalidad.
• Eficiencia de Separación de Arrastres en Estanque de Orgánico y Auxiliares.
Por la misma analogía anterior, nuevamente es más bien un valor objetivo esperado
que un parámetro, que sirve para acotar las medidas de solución de la estrategia de
purificación del electrolito.
Representa el valor asignado como meta al proveedor del equipo o al diseñador de la
instalación o al valor aceptado por ellos, pero el % de retención depende de factores
difícilmente controlables, a menos que previamente se hayan efectuado pruebas en
equipos piloto y en las condiciones de operación bien simuladas en pruebas de
operación.
En todo caso el % de arrastres no retenido es el que realmente puede aportar impurezas
al electrolito y, por lo tanto, es el que define las estrategias necesarias para solucionar
sus efectos.
• Concentración Máxima Tolerable de Fierro en Electrolito.
La importancia real de este parámetro radica en el deteriorante efecto del fierro sobre la
eficiencia de corriente en la electro depositación, factor que usualmente limita su valor
máximo al orden de los 2,5 grFe/l, considerados compatibles con eficiencias de
corriente del orden del 90 %.
En rigor, también debiera definirse un valor mínimo en el orden de 0,5 grFe/l, para
controlar los efectos del manganeso –si está presente- y por sus propios y favorables
efectos despolarizantes.
Desde el punto de vista de los cálculos de la planta SX, el valor adoptado define la
referencia a asumir por los sistemas de purificación, considerando los mecanismos de
traspaso físicos y químicos independientemente.
• Concentración de Cloruros Tolerable en Electrolito.
Parámetro establecido en función de los fuertes efectos corrosivos de su presencia, que
en la práctica limitan su concentración en valores del orden de 40 ppm asociados al uso
de cátodos iniciales y de 25 ppm asociados al uso de cátodos permanentes
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 37 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
Al igual que en el caso del fierro, el valor adoptado define la referencia a asumir por
los sistemas de purificación en los cálculos de la planta SX, pero considerando sólo los
mecanismos de traspaso físicos.
• Eliminación Electroquímica de Cloro a Atmósfera en Celdas EW.
En rigor este no es propiamente un parámetro, sino una consecuencia resultante de su
liberación desde los ánodos de las celdas en base a que su sobretensión de polarización
es menor que la del oxígeno, aunque su emisión queda controlada por la baja
concentración tolerada en el electrolito.
En la práctica, se han observado valores de eliminación del orden de 16 grCl por
tonelada de depósito, asociadas a concentraciones de 30 ppm de cloruros en el
elctrolito circulante.
La razón de mencionar el factor de eliminación es simplemente para recordar esta
forma de auto-limpieza al momento de diseñar las estrategias de purificación del
electrolito.
• Concentración Máxima (Diseño) de Cloruros en Agua Tratada.
Normalmente esta es una condición impuesta al proveedor de la planta de tratamiento
del agua industrial para obtener el agua para usos en electro-obtención y que queda
asociada a los contenidos característicos del agua industrial y a un factor de rechazo.
Usualmente el valor se establece en el orden de los 5 ppm y se utiliza en los cálculos de
los sistemas de purificación y en los equilibrios de impurezas en el electrolito y en el
lavado de orgánico, cuando procede.
• Concentración de Acido, en Solución de Lavado de Orgánico.
Ya se ha mencionado que su rango de valores va desde el orden de 2 grAc/l, para evitar
emulsiones, hasta el orden de los 90 grAc/l, para evitar la descarga parcial del
orgánico.
También se mencionó la recomendación de formularla a partir del descarte de
electrolito, de modo que sólo falta señalar que justamente la disponibilidad de descarte
es una razonable forma de establecer este parámetro de acidez en un valor que permita
el máximo de su reutilización con este fin.
9. PARAMETROS Y CRITERIOS DE DISEÑO DE PLANTAS EW.
Al igual que para las áreas de lixiviación y SX, en los cálculos del Balance de Masas del
área EW también es conveniente considerar los factores relativos a la concepción de las
instalaciones de la nave –por ejemplo, configuración de la nave, instalación de celdas de
limpieza, forma de cosecha de cátodos y otros- para compatibilizar los requerimientos de
procesos y las configuraciones alternativas de las áreas de plantas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 38 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
Nuevamente es relevante considerar el grado de flexibilidad de las instalaciones, dado que
las condiciones operacionales variarán durante el tiempo y hasta pueden ampliarse, por lo
que deben prever las condiciones para hacerlo, evitando dañar los índices de eficiencia
indicadas por el Propietario.
Nuevamente se recomienda efectuar tanteos con las diversas configuraciones de planta
propuestas, previamente a los cálculos oficiales de balance, para establecer la opción más
adecuada al caso concreto. Luego de adoptada una configuración, se reitera la sugerencia
de efectuar iteraciones para ajustar todos los parámetros y condiciones de operación en
forma conciliada.
Un listado típico de los criterios y parámetros que se usan en los cálculos de diseños de las
áreas EW y sus fuentes de origen se encuentra en la página siguiente.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 39 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
PARAMETROS DE ELECTRO – OBTENCIÓN.
CONDICIONES DE LA ELECTRO OBTENCIÓN
Concentración de Cobre, Electrolito Circulante. Definición del propietario, según escenario de concentraciones elegido.
Días de Depósito: Láminas. En caso de usarlas; normalmente es un día.
Láminas/Cátodo Inicial. Habitualmente 7 láminas generan 6 cátodos iniciales.
Rechazo de Láminas. Valor objetivo en el orden del 5%, asociado a condiciones de operación.
Densidad de Corriente Nominal y Máxima. Definición del propietario, según escenario de condiciones establecidas
Caudal Específico de Electrolito en Celdas. Definición del propietario, según escenario de condiciones establecidas.
Días de Depósito: Cátodos Comerciales. Definición del propietario, según escenario de condiciones establecidas.
Area del Cátodo (por cara). Habitualmente en el orden de 1,0 m2/cara, para cátodos permanentes estándar.
Eficiencia de Corriente Estimada. Valor objetivo, asociado a condiciones de operación, generalmente en orden del 90%.
Cátodos por Celda. Definición del propietario, según escenario de condiciones establecidas.
Relación entre Evaporación y Pérdida Electroquímica de Agua. En celdas EW; la condición resulta de la configuración; usualmente en orden de 1.
Consumo de Guar. Valor objetivo, asociado a condiciones de operación, usualmente en orden de 250 g/tCu
Cobalto en Electrolito. Definición del propietario, según escenario de condiciones establecidas.
Calor Específico del Electrolito. Valor convencional, en el orden de 0,85 (Kcal/l).
Calentamiento Promedio de Electrolitos. En intercambiadores; Define propietario, según escenario de condiciones establecidas.
CONSUMOS VARIOS
Consumo de Agua por Pláca Lavada. Valor objetivo, resulta del equipo (o sistema usado) y de las condiciones de operación.
Calentamiento Promedio de Agua de Lavado de Cátodos. Valor objetivo en intercambiador, resulta de las condiciones de operación.
Agua Industrial Usos Varios. Valor objetivo, para potabilización lavar pisos y camione, mojar caminos, jardines, etc.
Pérdida de Agua Caliente Circulante. Valor objetivo, asociado a condiciones de operación, usualmente en orden de 0,5 %.
Pureza del Acido Comercial. Valor convencional, en el orden de 97%
Peso Específico Acido Sulfúrico. Valor convencional, en el orden de 1,84 gr/cc
Contenido de Cloruros Del Acido Sulfúrico. Valor convencional, en el orden inferior a 20 ppm.
Tasa de Consumo de Aire de la Lixiviación. Valor objetivo, asociado a condiciones de operación
Rechazo de Agua del Planta de Tratamiento. Valor convencional, en el orden del 25 % para plantas de Osmosis Reversa.
Temperatura de Agua Caliente en Salida Calentador. Valor convencional, en el orden de 95 °C
Temperatura de Salida de Agua Tibia de Intercambiadores. Valor objetivo, resulta de las condiciones de operación, usualmente en orden de 70 °C.
Temperatura del Agua Tratada en Estanque Almacenamiento. Normalmente temperatura ambiente.
Eficiencia Térmica del Calentador. Valor convencional, en el orden del 75 %.
Poder Calorífico del Combustible. Valor convencional, en el orden de 9.500 (Kcal/Kg)
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 40 de 50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
10. CONSIDERACIONES PARA ESTABLECER PARAMETROS Y CRITERIOS
DE PLANTAS DE ELECTRO - OBTENCION.
Esta es el área más estandarizada de una planta hidrometalúrgica. Dada la alta incidencia
de las inversiones requeridas por ella en el proyecto, la mayoría de las decisiones se
concentran en los aspectos relativos al equipamiento y en los aspectos relativos a la calidad
del producto, sobre todo si en las precedentes áreas de lixiviación y SX ya se han tomado
todas las providencias para facilitar su desempeño, para alimentarla con electrolitos ricos de
buena calidad.
En este contexto, las definiciones previas del Propietario respecto de las estrategias de
configuración del proyecto conduce a las decisiones principales que se indican a
continuación:
10.1 Configuraciones Generales de Naves de EW:
Las más importante decisiones relativas a las estrategias de configuración que adopta el
Propietario se refieren a:
• Tipo de cátodos a usar.
Las opciones existentes permiten el uso de:
*Cátodos iniciales: preparados a partir de láminas, cuyo uso decae rápidamente por
factores asociados a inversiones, costos de operación y de calidad del producto, no
obstante el ahorro de inversión en los más costosos cátodos permanentes.
*Cátodos permanentes: consistentes en placas de acero inoxidable de superficie
estandarizada y soldadas a barra colgadora de cobre para contactos eléctricos. El
cobre se deposita sobre las caras de la placa para despegarse en la cosecha y
reutilizar las placas.
Prácticamente, la única razón que justifica a los cátodos iniciales es la baja inversión
inicial, pero aún así es recomendable diseñar las instalaciones para cambiarlos apenas
sea posible.
Las ventajas de los cátodos permanentes se refieren a su estabilidad, que permite el uso
de mayores densidades de corriente, a economías de mano de obra en su control y
cosecha y a la mejor calidad de depósito obtenible con ellos.
Su uso exige atención sobre los factores que dañan su superficie, tanto por corrosión
electro-química, principalmente causada por la presencia de cloruros y cloro elemental
en las celdas, como por maltrato mecánico en la cosecha de las placas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 41 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
• Tamaño y tipo de celdas a usar.
En principio, este es un tema de naturaleza económica. Celdas para muchos cátodos,
representan una menor cantidad de ellas y proporcionalmente más baratas, pero exigen
más costosos rectificadores de mayor corriente y más costosas naves y grúas de mayor
luz, que redundan en naves más difíciles de ventilar.
Celdas más pequeñas resuelven los problemas de las anteriores, pero requieren una
mayor cantidad de unidades proporcionalmente más caras y desperdician ánodos.
En estricto rigor, debiera efectuarse un estudio económico principalmente de las
inversiones asociadas a los distintos tamaños para elegir el tamaño y la configuración
óptima. Sin embargo habitualmente la curva de inversiones acumuladas presenta un
amplio rango para el valor mínimo, lo que deja espacio para una selección personal,
que puede ser influenciada por la existencia de moldes para tamaños convencionales de
celdas que resultan en precios más ventajosos.
Respecto del material de fabricación, aunque se generaliza el uso de celdas de concreto
polimérico, instalaciones de pequeña capacidad pueden justificar otros tipos de celdas.
• Adopción de celdas de limpieza.
La celdas de limpieza representan la última barrera a los arrastres de orgánico en el
electrolito. En realidad representan una suerte de celdas de sacrificio, ya que retienen
los últimos restos de orgánico e impiden su paso al electrolito circulante y al resto de
las celdas comerciales.
Sí se recomienda adoptarlas, dado que la alternativa de no usarlas presenta la necesidad
de instalar más costosos y muy confiables mecanismos de retención de arrastres.
• Escenario de densidad de corriente.
La densidad de corriente es el principal factor determinante de la calidad física y
química del depósito y en la productividad de las celdas, e incide en las inversiones a
través del valor de los rectificadores necesarios para lograrla y la cantidad de celdas y
electrodos.
Consecuentemente la tendencia es a aumentarla hasta los máximos valores compatibles
con una buena y consistente calidad del depósito, por ahora estimados en el orden de
los 300 Amp/m2 de área de cátodos, pero reconociendo que existen plantas que operan
exitosamente a densidades aún mayores (340 a 370 Amp/m2)y que se hacen esfuerzos
por definir las formas de aumentarla a valores en el orden de los 500 a 600 Amp/m2.
Esta tendencia ha orientado los esfuerzos hacia mejorar los otros factores de la electro-
obtención que permiten usar altas densidades de corrientes y que se refieren tanto a los
parámetros de operación –que se mencionarán más adelante en el documento- como a
factores constructivos, que quedan fuera del alcance de éste, pero que en general se
refieren a las formas de agitar el electrolito, a las características de electrodos y sus
barras, configuraciones de celdas, sistemas de ventilación y otros.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 42 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
En conclusión, se recomienda densidades de corriente en el rango de los 270 a 300
Amp/m2, pero acompañadas de las demás medidas que permiten usarlas, e incluso,
dejar providencias para aumentarla a futuro, cuando se consoliden los esfuerzos en
curso sobre el tema. El valor elegido, debe además conciliar la producción, con la
eficiencia de corriente, cantidad de celdas instaladas y cosecha de cátodos
• Escenario de concentraciones de cobre en electrolitos.
La concentración de cobre del electrolito y la asociada caída de concentración en las
celdas, son los dos factores -a continuación de la densidad de corriente- más incidentes
en la calidad del depósito.
Dado que ambos temas se relacionan con la concentración de iones en la superficie
misma del cátodo, la situación se mejora por concentraciones elevadas y caídas de
concentración moderadas, además de factores físicos como temperatura, viscosidad,
uniformidad del electrolito y estado de agitación, presencia de tenso-activos y otros
que inciden en la movilidad de los iones hacia la capa límite del depósito.
Los factores terminan por relacionarse con la concentración de cobre del electrolito
rico desde SX, con la concentración establecida para el electrolito circulante a celdas
comerciales y con la mínima concentración de cobre indicada para el electrolito
descargado generado en las celdas.
En conclusión, se recomienda establecer:
*La concentración del electrolito rico: En el máximo valor que no exponga al
electrolito a peligros de cristalización por sobre saturación a las temperaturas de
operación de la planta SX.
*La concentración del electrolito gastado: En un valor mínimo de 36 grCu/l para
operaciones a 300 Amp/m2, o la proporción que resulte para otras densidades,
respecto de un mínimo absoluto de 30 grCu/l.
*La caída de concentración en celdas: En valores inferiores a 2,5 grCu/l para las
densidades de corriente mencionadas
*La concentración del electrolito circulante: En un valor mínimo de 38 grCu/l
para operaciones a 300 Amp/m2, o la proporción que resulte para otras densidades,
respecto de un mínimo absoluto de 33 grCu/l.
El conjunto de concentraciones adoptado termina por definir a su vez la proporción de
celdas de limpieza y comerciales, todos los caudales de electrolito en el sistema EW y
el caudal de electrolito gastado intercambiado con las etapas de re-extracción de la
planta SX. Consecuentemente debe quedar asistido por la configuración del circuito
hidráulico completo de las instalaciones y provisto con los grados de flexibilidad que
establezcan los criterios de diseño.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 43 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
• Método de cosechar cátodos.
El enfoque de la cosecha de cátodos está asociada al tipo de cátodos usados y a la
capacidad de la planta, por lo que las decisiones respecto de la implementación
necesaria se efectúan en ese contexto:
*La cosecha de cátodos iniciales: Debiera estar asociada a una capacidad pequeña;
básicamente será manual y como máximo dispondrá de un mecanismo de volteo
para recoger y apilar mecánicamente los cátodos maduros y ya lavados desde la
araña y recuperar las barras colgadoras para armar nuevos cátodos iniciales.
*La cosecha de cátodos permanentes en planta pequeñas: También es posible
efectuarla en forma estrictamente manual una vez lavados los cátodos, pero con el
apoyo de bastidores como dispositivos de soporte, para depositar las placas
enzunchadas en pallets para su despacho. Una solución más elegante dentro de
esta categoría de capacidad, consiste en adoptar pequeñas máquinas despegadoras
simplificadas y de costo moderado, comercializadas por los mismos fabricantes de
cátodos permanentes.
*La cosecha de cátodos permanentes en plantas grandes: El tema resulta más
especializado y debiera recurrirse a la colaboración de los proveedores de las
relativamente costosas máquinas despegadoras, que además normalmente integran
otras funciones de pesaje, muestreo, rechazo, empaquetado, etc.
• Ventilación de la nave.
Aunque el tema se refiere a los sistemas de implementación de equipos, más bien que a
temas de procesos, forma parte de las decisiones de configuración importantes que es
conveniente adoptar previamente.
Los sistemas más en boga y aceptados, adoptan esquemas de flujo de aire cruzado por
la nave al nivel de las celdas, mediante la extracción del aire viciado con ventiladores
axiales que succionan aire fresco desde celosías en la pared opuesta.
Dado que el sistema cumple con las normas a expensas de un alto costo y nivel de
ruidos, existen desarrollos tendientes a ventilar sólo las celdas más bien que la nave,
para intentar superar esos inconvenientes.
• Rectificadores de Corriente.
El tema presenta la misma relación característica con las implementaciones que el
anterior. En este caso, el factor de decisión se refiere a la forma de generar las
corrientes continuas demandadas por la cantidad de cátodos por celda, operando a las
densidades de corriente especificadas para el proyecto:
*Considerando que su precio queda determinado principalmente por su entrega de
corriente, vale la pena depender de equipos de corrientes moderadas.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 44 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
*Dado que existe un salto en el precio de los rectificadores en el orden de los 9.000
ampéres, causado por los sistemas de refrigeración forzada necesarios para las
capacidades mayores, que reemplazan las simples refrigeraciones por aire de las
capacidades menores, cabe considerar usar grupos de rectificadores de hasta ese
nivel de suministro de corriente para completar el total demandado.
*Ese enfoque tiene la ventaja adicional de multiplicar la cantidad de pulsos eléctricos
de los equipos que suman la corriente total, con lo que disminuye la importancia e
incidencia de las “frecuencias harmónicas” y las inversiones en los filtros que las
controlan.
10.2 Los Parámetros de Electro - Obtención Propiamente Tales:
Descartando el análisis de los parámetros que son datos medidos o calculados a partir de los
datos y los ya mencionados en las consideraciones sobre las configuraciones, el análisis
para establecer cada uno de los parámetros y criterios procede a continuación:
• Caudal Específico de Electrolito en Celdas.
Parámetro que asocia la caída de concentración de cobre establecido para las celdas
electrolíticas –ya mencionada en el orden de 2,5 grCu/l- con el caudal de alimentación
de electrolito necesario para obtenerla. Usualmente el valor del parámetro se sitúa en
el orden de 2 l/min/m2 de cátodo.
Un importante efecto secundario de un elevado caudal específico –y baja caída de
concentración- se manifiesta en el comportamiento del cloro elemental formado en los
ánodos, el cual es removido rápidamente de la celda por el alto caudal, sin tiempo
suficiente para corroer elementos en su interior, de forma que termina por ser
expulsado a la atmósfera en el estanque de circulación.
• Días de Depósito de Cátodos Comerciales.
El parámetro convencional establece un período de crecimiento de 7 días, desde los
tiempos en que las densidades de corriente normales eran del orden de los 230 ámp/m2.
En la realidad el valor queda más bien asociado al peso del cátodo maduro –o de las
placas de cátodos permanentes- que es también dependiente de la densidad de corriente
adoptada. Dado que este parámetro ha aumentado, se inicia la tendencia a acortar
proporcionalmente los períodos de crecimiento, para obtener una mayor cantidad de
placas, pero más livianas y delgadas que resultan más fáciles de despegar, lo que
favorece la operación de las máquinas.
• Eficiencia de Corriente Estimada.
El factor representa más bien un objetivo que un parámetro. Su valor se sitúa
habitualmente entre el 90 y 95 % y refleja la eficiencia de uso de la corriente continua
aplicada; depende inversamente de la pureza del electrolito (especialmente del
contenido de fierro), directamente de la densidad de corriente y directamente del
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 45 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
diseño y estado de aseo de las instalaciones, ya que una parte importante de la corriente
se pierde por cortocircuitos y fugas a tierra ocasionados por el depósito de aerosol en
las superficies y por corrientes fugitivas de circuitos hidráulicos deficientes.
El factor tiene un grado de importancia económico por el sobre-dimensionamiento de
las instalaciones que ocasiona. Sin embargo en este sentido, es tanto o más importante
el índice de consumo de energía, medido en KW-h/unidad de peso de depósito, que si
refleja el efecto global del sistema sobre los costos.
• Relación entre Evaporación y Pérdida Electroquímica de Agua.
Parámetro usado para cálculos de reposición de agua tratada al electrolito.
Normalmente se sitúa en el orden de 1 Kg/Kg y se verifica por revisiones del balance
de masas durante la operación.
• Consumo de Suavizantes de Depósito.
El Parámetro define la dosis de productos para controlar el crecimiento de dendritas en
el cátodo para mejorar su calidad física y obtener un depósito liso. Normalmente se
usan proteínas de origen vegetal que se formulan concentradas como una solución
madre que se agrega continuamente al electrolito dado que se destruyen continuamente
por oxidación y por el calor en los intercambiadores, si el agua está exageradamente
caliente.
Esta dosis es uno de los factores incidentes en la calidad del cátodo; dado que el
producto es barato y se agrega a voluntad, permite compensar el efecto de otras
variables más costosas, por ejemplo: una mayor dosis permite compensar el efecto de
una mayor temperatura del electrolito y evita el asociado y más costoso consumo de
combustible en calentadores.
• Cobalto en Electrolito.
Este costoso aditivo tiene efectos sobre el desempeño de los ánodos y disminuye la
sobre-tensión del oxígeno, con lo que disminuye el voltaje de operación de la celda y
se economiza energía y aumenta la vida del electrodo. No hay un consenso claro sobre
el mecanismo de acción entre diversos autores, pero sí se sabe que su acción es notoria
en el orden de los 20 ppm y también que no hay aumentos de sus efectos a
concentraciones sobre 120 ppm, que por lo tanto resulta ser la máxima recomendable y
aún sólo usarla cuando exiten en el electrolito otros elementos agresivos a los ánodos,
tales como cloruros y manganeso.
Dado que su costo es elevado y el hecho que sólo se pierde desde el sistema a través
del descarte de electrolito por lo que el contenido debe reponerse, se constituye en un
importante argumento económico a favor de procurar la obtención de electrolitos
limpios para minimizar los descartes.
Normalmente el cobalto se dosifica desde estanques y según un procedimiento
compatible con el de los descartes, a partir de soluciones madres de sulfato del metal,
más concentradas y preparadas previamente.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 46 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
• Temperaturas y Calentamiento de Electrolitos.
El Parámetro establece el escenario de temperaturas de la depositación, que representa
el tercer factor reconocido como incidente en la calidad del depósito, tras la densidad
de corriente y el escenario de concentraciones de cobre y sus caídas en celdas.
Aunque en general en la industria se procura adoptar temperaturas más bien altas,
habitualmente en el rango de los 40 a 45 °C, lo realmente importante es mantener las
temperaturas constantes para evitar variaciones en la distribución de tamaño de los
cristales de cobre depositado, dado que los nuevos tamaños mayores asociados a
temperaturas más altas también son alcanzables por otros factores, tales como la
concentración de cobre, agitación y dosis de aditivos suavizantes, que resultan de
menor costo que el combustible consumido para mantener temperaturas altas.
Este enfoque lleva a determinar en la práctica la máxima temperatura alcanzable
puntualmente por el efecto Joule en las celdas, y adoptarla como base; ella sólo se
aumentaría si es que no se logra mejorar la calidad del depósito por los otros medios
alternativos mencionados.
El calentamiento del electrolito ocurre parcialmente por el efecto Joule en la celdas y
se complementa con agua caliente en intercambiadores de placas, que resulta
conveniente usar con bajos diferenciales térmicos y con agua más bien tibia, para evitar
deteriorar el inventario circulante de aditivos suavizantes y también disminuir su
consumo.
• Concentración de Impurezas Tolerables en Electrolito.
El tratamiento de este tema ya fue iniciado, respecto del fierro y de los cloruros, en la
descripción de parámetros de la planta SX, dado que ella es la responsable de alcanzar
los niveles tolerables en el electrolito.
Además de lo allí indicado vale la pena mencionar que:
*El manganeso es probablemente el tercer contaminante de interés del electrolito,
algunas referencias de interés son:
. deteriora la capa de PbO2 de los ánodos y fomenta su desgaste.
. en sus altos estados de oxidación como MnO4-, puede generar elevados
potenciales redox oxidantes en el electrolito descargado, capaces de fomentar
la degradación de los reactivos extractantes al contactarlos en las etapas de re-
extracción de la planta SX.
. las concentraciones consideradas como tolerables en solución son del orden de
los 80 ppm.
. en forma parcial se pierde naturalmente en las celdas por precipitación al
estado de MnO2.
. la forma usual de control de sus efectos es mediante la mantención de una
concentración de fierro total en el electrolito 10 veces mayor que la
concentración medida de manganeso.
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 47 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
. su presencia aconseja llevar la concentración de cobalto a los niveles
superiores recomendados.
. las sospechas de su presencia llevan a instalar sistemas de reducción del
potencial Eh en la corriente de electrolito descargado a re-extracción en SX.
*En general, sólo una de las impurezas se constituye en el factor controlante de la
estrategia de purificación del electrolito; esto implica que al situarla a ella en su
máximo nivel de tolerancia las otras se situarán en niveles de equilibrio inferiores
a sus respectivas tolerancia máximas.
*En casos extremos, ello llevará a que incluso las concentraciones de equilibrio se
situarán por debajo de los niveles mínimos y deberán agregarse al electrolito como
aditivos.
• Consumo de Agua por Placa Lavada.
El valor queda determinado en realidad por la forma de lavado o por el proveedor de la
máquina despegadora y se asume como Parámetro. Dado que esta agua normalmente
se reusa como reposición de los consumos del electrolito, el tema incide en los balance
de masa y en la estrategia de purificación.
• Temperatura y Calentamiento del Agua de Lavado de Cátodos.
La temperatura del agua de lavado debe ser la más alta posible para retirar los restos de
electrolito y sulfatos cristalizados que de permanecer en la superficie, se traducirían en
oxidaciones y presencia de azufre. Deseablemente debe situarse en valores superiores
a 80 °C para el lavado principal, lo que lleva a recircular esa agua por intercambiadores
con agua caliente.
Por otra parte, es también deseable completar el lavado con un enjuague a temperatura
aún superior (90 a 95 °C si es posible) con agua directa desde el calentador.
Cabe mencionar que se generaliza el uso de hidro-lavadoras, para el lavado previo de
los cátodos al extraerlos de las celdas y que hay desarrollos en curso a ese mismo
respecto.
• Usos del Agua.
El consumo de agua es un factor a considerar para establecer el abastecimiento
necesario a la planta. En cosecuencia debe recordarse que hay consumos adicionales a
los indicados hasta ahora:
*Agua Industrial en Usos Varios: Para potabilización (según su pureza), lavar
pisos y camiones, mojar caminos, jardines, etc.
*Planta de Tratamiento: Para los consumos limpios en lavado de orgánico y
reposiciones al electrolito y potabilización para consumos humanos (en el orden de
80 –200 l/persona/día, según el caso). Generalmente corresponden a plantas de
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 48 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
Osmosis Reversa con rechazos de agua del orden del 25%, que habitualmente se
destina como reposición al pozo de refino.
11. CONCLUSIONES
La conclusión de los temas expuestos fortalece la importancia de los temas económicos de
un proyecto. En este contexto, este documento ha pretendido orientar sobre como los
criterios de ingeniería se combinan con los factores de interés económico, sea a través de
las inversiones, o de los costos, o través de los resultados esperables en términos de su
incidencia en la calidad del producto, para que las decisiones técnicas sobre
configuraciones de procesos y de plantas se pongan al servicio del objetivo general de
generar utilidades.
Otra conclusión importante es la conveniencia de conciliar todos los factores al mismo
tiempo, para garantizar que las soluciones adoptadas en el contexto técnico se combinan
adecuadamente y sin conflictos entre ellas en pos de las soluciones optimizadas.
Esta forma de coordinación de factores de diversa naturaleza conduce a la necesidad de
múltiples iteraciones de cálculos, para cada uno de los escenarios alternativos de todo orden
que se conciban como resultado de la detección de factores de riesgos económicos y/o
técnicos y también de las alternativas de solución que se estimen convenientes.
12. LA METODOLOGÍA DE SOC. TERRAL S.A.
Al respecto de los conceptos desarrollados en los puntos anteriores de este documento y
muy particularmente, Soc. Terral S.A. ha desarrollado softwares especiales con el fin de
facilitar la tarea de conciliación de concepciones.
Ellos enlazan automáticamente el historial de las pruebas metalúrgicas desarrolladas en su
relacionada Novatec S.A. o en otros laboratorios, con la confección de los balances de
materiales y energía y con las configuraciones de plantas que se propongan en los estudios
de un proyecto, para establecer el dimensionamiento de los equipos y de otras partidas
presupuestarias con las respectivas inversiones asociadas, aunque con grados de precisión
variable según la fase de avance de la ingeniería.
También permite establecer los costos esperados de operación sobre la base de los
consumos determinados en los cálculos y de las concepciones organizacionales aportadas
por el Propietario, para finalmente generar los indicadores econométricos que muestran la
proyección de resultados esperables de cada alternativa considerada.
Este instrumento y las metodología desarrolladas para usarla, permiten avanzar
rápidamente desde las concepciones a los resultados de las opciones de un proyecto
considerando el máximo de las restricciones y grados de libertad, al mismo tiempo que se
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 49 de
50
Workshop Hidro-Electrometalurgia; Nov. 2001 - Viña del Mar - CHILE
descubren y solucionan los factores de riesgo que sean previsibles, para finalmente someter
a la consideración del propietario la selección de las opciones que presenten los mejores
indicadores y posibilidades de éxito.
En las etapas más avanzadas de un proyecto cuya materialización ya está validada, y ya
dentro de la fase de ingeniería de detalles, los mismos datos son transmitidos a los cálculos
de detalle de los equipos de proceso e instalaciones, pero esta vez solamente relativos a los
que suministra su otra relacionada Forza S.A., empresa que termina de cerrar el circuito de
los servicios ofrecidos por esta empresa..
Decisiones en el Desarrollo de un Proyecto Hidrometalúrgico – Sociedad Terral S.A. Pág. 50 de
50
Vous aimerez peut-être aussi
- Flotación de Minerales Plata Plomo Zinc ProcesamientoDocument7 pagesFlotación de Minerales Plata Plomo Zinc ProcesamientoLuis Rodriguez Gonzales100% (2)
- Modulo de Diseño de Plantas - PARTE IDocument54 pagesModulo de Diseño de Plantas - PARTE IClerida Rojas Osorio100% (2)
- Cu SX Acorga Vs LIX PDFDocument143 pagesCu SX Acorga Vs LIX PDFCristian BoladosPas encore d'évaluation
- Guía de EjerciciosDocument15 pagesGuía de EjerciciosKryshna AlvarezPas encore d'évaluation
- 1 - Diseño de Plantas MetalurgicasDocument62 pages1 - Diseño de Plantas MetalurgicasHans Manrique93% (15)
- Aspectos de LX SX EWDocument50 pagesAspectos de LX SX EWcaflita100% (1)
- AglomeracDocument28 pagesAglomeracJorge LiendroPas encore d'évaluation
- Flotacion de Sulfuros de CobreDocument7 pagesFlotacion de Sulfuros de CobreAdolf IllanesPas encore d'évaluation
- Curso Operacion SX BASF v12 PDFDocument60 pagesCurso Operacion SX BASF v12 PDFClaudio Pastén CortésPas encore d'évaluation
- Extraccion Por SolventesDocument28 pagesExtraccion Por SolventesGaldenierPas encore d'évaluation
- Manual SXDocument78 pagesManual SXFranciscoJavierSalazarVasquezPas encore d'évaluation
- Tipos de ColectoresDocument8 pagesTipos de ColectoresJuan Carlos Dulanto LlashajPas encore d'évaluation
- Lixiviacion de LitioDocument39 pagesLixiviacion de LitioSebastian GuevaraPas encore d'évaluation
- Concentrador IconDocument8 pagesConcentrador IconlucianoPas encore d'évaluation
- Ejercicios Certamen 2Document4 pagesEjercicios Certamen 2Gerardo TobarPas encore d'évaluation
- Actividad #7 - Optimización de Circuito de ChancadoDocument8 pagesActividad #7 - Optimización de Circuito de ChancadoJorge Noriega CalderonPas encore d'évaluation
- Arcillas en ChileDocument16 pagesArcillas en ChileAndrea Rivera Yucra100% (1)
- Formación de Aluminosilicato AlcalinoDocument10 pagesFormación de Aluminosilicato AlcalinoSoloChicas VentasVallenarPas encore d'évaluation
- Flotacion PB - ZincDocument9 pagesFlotacion PB - Zincブ ルー ノPas encore d'évaluation
- 13 Alternativas de Reemplazo Del NaSH en La Flotación Selectiva Del Mo, CollahuasiDocument11 pages13 Alternativas de Reemplazo Del NaSH en La Flotación Selectiva Del Mo, CollahuasiJosé santanaPas encore d'évaluation
- ElectroobtenciónDocument53 pagesElectroobtenciónEngii OsorioPas encore d'évaluation
- Problemas Electrometalurgia PDFDocument10 pagesProblemas Electrometalurgia PDFShirley MendozaPas encore d'évaluation
- Pilas de LixiviacionDocument10 pagesPilas de LixiviacionOrlinson Roldan50% (2)
- A15) Análisis Pruebas Piloto y Dimensionamiento Molinos SagDocument47 pagesA15) Análisis Pruebas Piloto y Dimensionamiento Molinos SagEdú BrizuelaPas encore d'évaluation
- Fundicion DoreDocument83 pagesFundicion DoreJorge Triveño HPas encore d'évaluation
- ELECTROMETALURGIADocument49 pagesELECTROMETALURGIAKaty Luna BeltranPas encore d'évaluation
- 6 - Efecto de Las Impurezas en LIX SX EWDocument6 pages6 - Efecto de Las Impurezas en LIX SX EWFabian Alejandro Troncoso100% (1)
- Preinforme Lixiviación Por AgitaciónDocument7 pagesPreinforme Lixiviación Por AgitaciónSebastián Jara ContrerasPas encore d'évaluation
- Cinetica LixiviacionDocument11 pagesCinetica LixiviacionOmar MillanPas encore d'évaluation
- Teorias Relativas A La Estabilidad de Coloides LiofobicosDocument18 pagesTeorias Relativas A La Estabilidad de Coloides LiofobicosjhonathanPas encore d'évaluation
- Extracion y Re ExtDocument15 pagesExtracion y Re ExtDiego RoquePas encore d'évaluation
- Proceso de Lixiviación de Crisocola - Estudio Cinetico en Reactor AgitadoDocument15 pagesProceso de Lixiviación de Crisocola - Estudio Cinetico en Reactor AgitadoWalter Chaupi PumacharaPas encore d'évaluation
- Informe QLT GeologíaDocument4 pagesInforme QLT GeologíaEMC2 CONSULTING S.A.CPas encore d'évaluation
- SX CXDocument92 pagesSX CXohdeoscarPas encore d'évaluation
- 2005 - Implementación de Una Planta Extractora de CobreDocument59 pages2005 - Implementación de Una Planta Extractora de CobreJosé Manuel García PantigozoPas encore d'évaluation
- El Carbon ActivadoDocument22 pagesEl Carbon ActivadoJulio David GonzalezPas encore d'évaluation
- Flotacion 2018 Ernesto Vizcardo CornejoDocument17 pagesFlotacion 2018 Ernesto Vizcardo CornejoLuis Katsumoto Huere AnayaPas encore d'évaluation
- Metsim Circuito CerradoDocument5 pagesMetsim Circuito CerradoDavid NeyraPas encore d'évaluation
- LIX - SX - EW en Power PointDocument53 pagesLIX - SX - EW en Power PointEduardo Lara MadariagaPas encore d'évaluation
- Lab AglomeradoDocument30 pagesLab Aglomeradogaxedu19100% (1)
- Metalurgia - Merrill CroweDocument50 pagesMetalurgia - Merrill CroweKevin CasasPas encore d'évaluation
- Cianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesDocument2 pagesCianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesCarlos Juan BoninPas encore d'évaluation
- Flotacion de Mo - Con DispersanteDocument6 pagesFlotacion de Mo - Con DispersanteFernando Luis Araujo HuaynaPas encore d'évaluation
- Mecanismos de FlotaciónDocument16 pagesMecanismos de Flotaciónnickel de la cruz fortuna100% (18)
- 16 Páginas PreliminaresDocument9 pages16 Páginas PreliminaresBrian100% (1)
- Diagrama de MCCabe - THALE, Precipitaciones de Soluciones CobreDocument7 pagesDiagrama de MCCabe - THALE, Precipitaciones de Soluciones CobreDayul Jenifer Yupari CarranzaPas encore d'évaluation
- Manual de Planta SXDocument89 pagesManual de Planta SXOscar Gaete RivasPas encore d'évaluation
- Apuntes SXGVBDocument58 pagesApuntes SXGVBjipkPas encore d'évaluation
- Capitulo IIDocument70 pagesCapitulo IINataniel LinaresPas encore d'évaluation
- 8 Cinética FlotaciónDocument14 pages8 Cinética FlotaciónJuan Alan Gama SerranoPas encore d'évaluation
- Hidrometalurgia 2Document38 pagesHidrometalurgia 2feñamen100% (1)
- Informe Lixiviacià - N Agitada (Final)Document22 pagesInforme Lixiviacià - N Agitada (Final)Ronald J. CHoquê100% (1)
- Preparacion de ReactivosDocument5 pagesPreparacion de ReactivosFranz PalaciosPas encore d'évaluation
- Tecnicas Lixiviación en Pilas HIDROPROCESS.2013Document49 pagesTecnicas Lixiviación en Pilas HIDROPROCESS.2013PabloDiazPas encore d'évaluation
- Simulación de YacimientosDocument11 pagesSimulación de YacimientosAhssenElHennaoiPas encore d'évaluation
- Modulo de Diseño de PlantasDocument229 pagesModulo de Diseño de Plantasyessdey naylea carhuachin condor100% (1)
- Explotacion de Yacimientos MineralesDocument9 pagesExplotacion de Yacimientos MineralesAlex Adrian Loaiza ChambaPas encore d'évaluation
- Tipos de Capacidad Instalada.Document63 pagesTipos de Capacidad Instalada.eliezerperezcaPas encore d'évaluation
- 3 - Perfil de Negocios - J. Carrera - ConsultorDocument24 pages3 - Perfil de Negocios - J. Carrera - ConsultorYercco Antonio HurtadoPas encore d'évaluation
- Aspectos Económicos Planta ConcentradoraDocument34 pagesAspectos Económicos Planta ConcentradoraFelipe LigetiPas encore d'évaluation
- Electrometalurgia PDFDocument105 pagesElectrometalurgia PDFHelen Huanca50% (2)
- ConceptosDocument70 pagesConceptosHelen HuancaPas encore d'évaluation
- Aditivo Regulador de Grano DXG-F7 (15!09!09)Document20 pagesAditivo Regulador de Grano DXG-F7 (15!09!09)Helen Huanca100% (1)
- Electrometalurgia PDFDocument105 pagesElectrometalurgia PDFHelen HuancaPas encore d'évaluation
- Aditivo Regulador de Grano DXG-F7 (15!09!09)Document20 pagesAditivo Regulador de Grano DXG-F7 (15!09!09)Helen Huanca100% (1)
- Electro-Obtencion - Afinador de GranosDocument2 pagesElectro-Obtencion - Afinador de GranosHelen Huanca67% (3)
- Efecto de Impurezas EWDocument5 pagesEfecto de Impurezas EWHelen HuancaPas encore d'évaluation
- Com. 6 Elaboramos Loncheras (Refrigerios) SaludablesDocument7 pagesCom. 6 Elaboramos Loncheras (Refrigerios) SaludablesLubinda Reyes CòrdovaPas encore d'évaluation
- Proyecto Vial (Jorge Darren Piscoche Cenizario)Document24 pagesProyecto Vial (Jorge Darren Piscoche Cenizario)Jorge D. Piscoche CenizarioPas encore d'évaluation
- M IV. Elaboración Memoria Investigación TFGDocument35 pagesM IV. Elaboración Memoria Investigación TFGDavid Machado FernándezPas encore d'évaluation
- Libro Recetas Helados Con KitchenAidDocument32 pagesLibro Recetas Helados Con KitchenAidRox Rivera UribePas encore d'évaluation
- 22-Derecho A Saber Ay. PintorDocument5 pages22-Derecho A Saber Ay. PintorLeonardo Reyes CavieresPas encore d'évaluation
- Vocabulario Quechua MontalvoDocument10 pagesVocabulario Quechua MontalvoFrank22Pas encore d'évaluation
- Quiz - Escenario 3Document11 pagesQuiz - Escenario 3Yelitza PuertaPas encore d'évaluation
- MA3.3.3. GuerreroRoda María PESDocument10 pagesMA3.3.3. GuerreroRoda María PESMariaFernandaGerreroRodaPas encore d'évaluation
- Complicaciones ExodonciaDocument16 pagesComplicaciones ExodonciaRuzbelt Adrian Castillo VelascoPas encore d'évaluation
- Sistema Oste - Artro - MuscularDocument2 pagesSistema Oste - Artro - Muscularcindy rodriguezPas encore d'évaluation
- Habitos y Consumo de Las Bebidas RehidratantesDocument31 pagesHabitos y Consumo de Las Bebidas Rehidratanteshugo chungaPas encore d'évaluation
- Las Tesis Más Controvertidas de Konrad LorenzDocument3 pagesLas Tesis Más Controvertidas de Konrad LorenzalexvfcPas encore d'évaluation
- Joseph BabinskiDocument2 pagesJoseph BabinskiEzequiel ZamuzPas encore d'évaluation
- Glosario Bases TeoricasDocument7 pagesGlosario Bases TeoricasAngeles JulianaPas encore d'évaluation
- Espermatogenesis - TrabajoDocument12 pagesEspermatogenesis - TrabajoJanella Tineo MedinaPas encore d'évaluation
- 2do. Proyecto de AprendizajeDocument9 pages2do. Proyecto de AprendizajeArgenis ApontePas encore d'évaluation
- Anderson EscobarDocument2 pagesAnderson EscobarJM PintoPas encore d'évaluation
- Trabajo Final Sistema de Seguridad SocialDocument10 pagesTrabajo Final Sistema de Seguridad SocialMercedes Alexandra Vargas GonzálezPas encore d'évaluation
- Cotahuasi, 27 de Febrero Del 2023Document2 pagesCotahuasi, 27 de Febrero Del 2023Victor Manuel Rosa HinojosaPas encore d'évaluation
- Laboratorio 519531 Particular CLINICOSMOSIPShkhDocument1 pageLaboratorio 519531 Particular CLINICOSMOSIPShkhNelsonPas encore d'évaluation
- Actividad 2 Ensayo Lesgilación en Riesgos Laborales SSTDocument9 pagesActividad 2 Ensayo Lesgilación en Riesgos Laborales SSTFrancy Viviana Tirado TiradoPas encore d'évaluation
- Irrigacion FinalDocument48 pagesIrrigacion FinalPascuala VeralisPas encore d'évaluation
- Protocolo Inventario Depresión de BeckDocument2 pagesProtocolo Inventario Depresión de BeckAnto Mandarino100% (2)
- II Domingo de Adviento. Propio y Ordinario de La Santa MisaDocument30 pagesII Domingo de Adviento. Propio y Ordinario de La Santa MisaIGLESIA DEL SALVADOR DE TOLEDO (ESPAÑA)100% (1)
- Manual Interno de CampamentoDocument2 pagesManual Interno de CampamentoBethci RojasPas encore d'évaluation
- Guía Técnica Recipientes Volumétricos Por El Método GravimétricoDocument16 pagesGuía Técnica Recipientes Volumétricos Por El Método GravimétricoJohan Alexis Muñoz CarbalPas encore d'évaluation
- 4.taller de Ecuación de Continuidad y BernoulliDocument2 pages4.taller de Ecuación de Continuidad y BernoulliJuan DavidPas encore d'évaluation
- CARTA DonacionDocument5 pagesCARTA DonacionYosyta FigueroaPas encore d'évaluation
- Azul de MetilenoDocument2 pagesAzul de MetilenoJunior GonzalesPas encore d'évaluation
- Material de Lectura 11 - Transitorios de TensionDocument10 pagesMaterial de Lectura 11 - Transitorios de TensionjenPas encore d'évaluation