Vous aimerez peut-être aussi
- Proceso NeoprenoDocument9 pagesProceso NeoprenoRafael PunchinPas encore d'évaluation
- Calor Diferencial de Solución - Lab Iq (2da Revision)Document8 pagesCalor Diferencial de Solución - Lab Iq (2da Revision)danielPas encore d'évaluation
- Parcial Operaciones Unitarias II - Octubre 8 - 2020Document12 pagesParcial Operaciones Unitarias II - Octubre 8 - 2020Sofia CabarcasPas encore d'évaluation
- Simulación de columna de absorción para SO2 en Aspen Hysys y Aspen PlusDocument4 pagesSimulación de columna de absorción para SO2 en Aspen Hysys y Aspen PluslorenaPas encore d'évaluation
- Practica de Filtracion-Filtro RotatorioDocument4 pagesPractica de Filtracion-Filtro RotatorioRoberto Badillo TivoPas encore d'évaluation
- Tarea 3Document1 pageTarea 3DanielPas encore d'évaluation
- Transferencia de masa ClO2Document4 pagesTransferencia de masa ClO2Michelle LunaPas encore d'évaluation
- Corrosion MetalicaDocument3 pagesCorrosion MetalicaAnonymous Q74k7AGPas encore d'évaluation
- Problemario 1Document6 pagesProblemario 1lightninfire0% (1)
- Torres destilación tipos platosDocument6 pagesTorres destilación tipos platosdianaitahPas encore d'évaluation
- Tipos de DestiladoresDocument19 pagesTipos de DestiladoresValeria Malca HernandezPas encore d'évaluation
- Columnas de spray para jardínDocument2 pagesColumnas de spray para jardínHecardo Siu0% (1)
- Talller Dest y Secado 2019ADocument6 pagesTalller Dest y Secado 2019AFrancisco OrozcoPas encore d'évaluation
- Formaldehido MexicoDocument57 pagesFormaldehido MexicoEDERrbPas encore d'évaluation
- Introducción a los lechos empacados: características, tipos de empaques y aplicacionesDocument4 pagesIntroducción a los lechos empacados: características, tipos de empaques y aplicacionesTzitzi Alvarez MendozaPas encore d'évaluation
- Sedimentacion 2011 A IQDocument10 pagesSedimentacion 2011 A IQDaniel RamirezPas encore d'évaluation
- Equipo 4 Dinámica de Platos Perforados 3im82Document33 pagesEquipo 4 Dinámica de Platos Perforados 3im82alexisPas encore d'évaluation
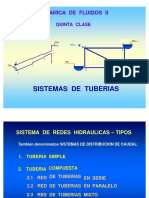
- 5 MF - Sistema de Tuberias - 2019 1Document37 pages5 MF - Sistema de Tuberias - 2019 1Anonymous OLEYDclPas encore d'évaluation
- Selección heurísticas seguridad químicaDocument5 pagesSelección heurísticas seguridad químicavania vargas lopezPas encore d'évaluation
- Diseño de Separadores - RevA (FINAL)Document97 pagesDiseño de Separadores - RevA (FINAL)Flor BalseiroPas encore d'évaluation
- Seminario FQ TerminadoDocument30 pagesSeminario FQ TerminadoJosèSebastianZkrasGlindo100% (1)
- Determinacion de La Resistencia Termica en Aislantes de TuberiaDocument21 pagesDeterminacion de La Resistencia Termica en Aislantes de TuberiaDeyaneira LiraPas encore d'évaluation
- Chaquetas y SerpentinesDocument3 pagesChaquetas y SerpentinesalexisgalloPas encore d'évaluation
- Determinación Del Patron de Mezclado en Un Tanque AgitadoDocument6 pagesDeterminación Del Patron de Mezclado en Un Tanque AgitadoMonica RiveraPas encore d'évaluation
- Diseño de Un Condensador para Una Torre de DestilaciónDocument16 pagesDiseño de Un Condensador para Una Torre de DestilaciónSandra Lizbeth Garcia DueñasPas encore d'évaluation
- Diseño y Simulación de Planta Productora de Ácido AcéticoDocument85 pagesDiseño y Simulación de Planta Productora de Ácido AcéticoLuis AtúncarPas encore d'évaluation
- Tesis ECRMTPPTDocument123 pagesTesis ECRMTPPTReira SerizawaPas encore d'évaluation
- Informe Reactor DiscontinuoDocument24 pagesInforme Reactor DiscontinuoPABLOPas encore d'évaluation
- Residuos HúmedosDocument3 pagesResiduos HúmedosROSARIOMARTINEZ25100% (1)
- Visbreaking: reducción de viscosidad de residuosDocument9 pagesVisbreaking: reducción de viscosidad de residuospaola madayPas encore d'évaluation
- Obtención y Análisis de Datos de VelocidadDocument25 pagesObtención y Análisis de Datos de VelocidadALEX CLEVER ALEJO HOYOS100% (1)
- Taller 1 de Diseño de ReactoresDocument9 pagesTaller 1 de Diseño de ReactoresJOSE DAVID MARTINEZ MENCO ESTUDIANTEPas encore d'évaluation
- Patrones de Flujo MultifasicoDocument5 pagesPatrones de Flujo MultifasicoHumberto Gonzalez AriasPas encore d'évaluation
- Reactores de Mezcla CompletaDocument1 pageReactores de Mezcla CompletaClaudia.chPas encore d'évaluation
- 3.diseño de Sistemas de DestilaciónDocument7 pages3.diseño de Sistemas de DestilaciónSusy YelitsaPas encore d'évaluation
- Balance de Materia 2019-IDocument18 pagesBalance de Materia 2019-IYesi0% (2)
- Practica 13 UnitariasDocument8 pagesPractica 13 UnitariasJose MiguelPas encore d'évaluation
- Examen BalanceDocument9 pagesExamen BalanceJessy Ramirez0% (1)
- PROCESO NITROBENCENO - VPD PDFDocument1 pagePROCESO NITROBENCENO - VPD PDFGiner LizamaPas encore d'évaluation
- Intercambiadores de CalorDocument5 pagesIntercambiadores de CalorErik Alejandro Velazquez PinedaPas encore d'évaluation
- Destilacion Batch - CompletoDocument26 pagesDestilacion Batch - CompletoAnaFabiolaBaptistaMatheusPas encore d'évaluation
- Fisicoquímica Vol. 1 - Ira N. Levine - 4ta EdiciónDocument425 pagesFisicoquímica Vol. 1 - Ira N. Levine - 4ta EdiciónJose Antonio Montes PerezPas encore d'évaluation
- Unidad I Números Adimensionales y Coeficiente de PelículaDocument13 pagesUnidad I Números Adimensionales y Coeficiente de PelículaDaniel AlcalaPas encore d'évaluation
- Tipos de destiladores y sus componentesDocument5 pagesTipos de destiladores y sus componentesValeria Malca HernandezPas encore d'évaluation
- Lou Derrame de Líquidos - Lab08Document10 pagesLou Derrame de Líquidos - Lab08Evangeline Darius VanzzetiPas encore d'évaluation
- Practica Nº6 PDFDocument2 pagesPractica Nº6 PDFRAQUEL CHACÓN JARROPas encore d'évaluation
- Fluidos Teorema Pi de BuckinghamDocument9 pagesFluidos Teorema Pi de BuckinghamMichel CueVa Fc CristallPas encore d'évaluation
- Componentes minoritarios clinker óxido calcioDocument28 pagesComponentes minoritarios clinker óxido calciossantiago26100% (1)
- Transf - Masa - Reporte - Torre de BurbujeoDocument7 pagesTransf - Masa - Reporte - Torre de BurbujeoKim Kaulitz100% (1)
- Difusión equimolar en una torre de destilación binaria de benceno y toluenoDocument13 pagesDifusión equimolar en una torre de destilación binaria de benceno y toluenoberenicePas encore d'évaluation
- Preinforme 9 (Reactor Enchaquetado) PDFDocument8 pagesPreinforme 9 (Reactor Enchaquetado) PDFCristian UrregoPas encore d'évaluation
- Ejercicios de Reacciones UnefmDocument2 pagesEjercicios de Reacciones UnefmEdgar Gabriel OrtizPas encore d'évaluation
- Destilación BatchDocument7 pagesDestilación BatchniezchenPas encore d'évaluation
- Manual de Metodos Cuantitativos 2017Document44 pagesManual de Metodos Cuantitativos 2017ErikRodriguezPas encore d'évaluation
- Absorcion de Co2 en Agua - Grupo 3Document16 pagesAbsorcion de Co2 en Agua - Grupo 3Paula MosqueraPas encore d'évaluation
- Diseño de unidad de tratamiento de aire con carbón activadoDocument6 pagesDiseño de unidad de tratamiento de aire con carbón activadoJuli Sibecas0% (1)
- Obtencion de Poliacrilonitrilo TeoríaDocument11 pagesObtencion de Poliacrilonitrilo Teoríaprofesora1962Pas encore d'évaluation
- Lipidos y Membranas Estearato de ZincDocument6 pagesLipidos y Membranas Estearato de ZincclaudioPas encore d'évaluation
- NeoprenoDocument5 pagesNeoprenoeeqdPas encore d'évaluation
- NeoprenoDocument34 pagesNeoprenoMaría E Cala DíazPas encore d'évaluation
- 33) Sonidos FoneticosDocument12 pages33) Sonidos FoneticosEdwin Cirilo ChaucaPas encore d'évaluation
- 1 Destilación Def Metod0sDocument8 pages1 Destilación Def Metod0sEdwin Cirilo ChaucaPas encore d'évaluation
- Destilación en equilibrio: método y aplicaciones binariasDocument10 pagesDestilación en equilibrio: método y aplicaciones binariasEdwin Cirilo ChaucaPas encore d'évaluation
- Equilibrio vapor-líquido solucionesDocument11 pagesEquilibrio vapor-líquido solucionesEdwin Cirilo ChaucaPas encore d'évaluation
- MC Cabe Mc3a9todo de Disec3b1o Grc3a1fico Parte IIDocument22 pagesMC Cabe Mc3a9todo de Disec3b1o Grc3a1fico Parte IIFX LM100% (2)
- CALDERASDocument16 pagesCALDERASMafer Mabel GalarzaPas encore d'évaluation
- Tema2 Destilacion RectificacionDocument81 pagesTema2 Destilacion RectificacionALVAROPas encore d'évaluation
- 6 Diseño Columnas DestDocument6 pages6 Diseño Columnas DestEdwin Cirilo ChaucaPas encore d'évaluation
- 5 Destilación DiscontinuaDocument10 pages5 Destilación DiscontinuaEdwin Cirilo ChaucaPas encore d'évaluation
- Método McCabe-Thiele para el diseño de columnas de destilaciónDocument10 pagesMétodo McCabe-Thiele para el diseño de columnas de destilaciónRosa BasurtoPas encore d'évaluation
- Prob EquilibrioDocument4 pagesProb EquilibrioEdwin Cirilo ChaucaPas encore d'évaluation
- 3 Cálculos de Entalpías MolaresDocument6 pages3 Cálculos de Entalpías MolaresEdwin Cirilo ChaucaPas encore d'évaluation
- Diseño y Construccion de Un Biorreactor Tipo Fed-Batch para Fines ExperimentalesDocument76 pagesDiseño y Construccion de Un Biorreactor Tipo Fed-Batch para Fines ExperimentalesEdwin Cirilo Chauca100% (1)
- 1 Destilación Def Metod0sDocument8 pages1 Destilación Def Metod0sEdwin Cirilo ChaucaPas encore d'évaluation
- Reactores IDocument23 pagesReactores IKarola Ponce MontenegroPas encore d'évaluation
- Bi or ReactorDocument118 pagesBi or Reactorfernando guzman garciaPas encore d'évaluation
- Proceso Químico / Cinética de Reacción / Calor de ReacciónDocument31 pagesProceso Químico / Cinética de Reacción / Calor de ReacciónMeliza Rosi Bravo CastilloPas encore d'évaluation
- Obtencion de Alcohol A Partir de La RemolachaDocument10 pagesObtencion de Alcohol A Partir de La RemolachaEdwin Cirilo ChaucaPas encore d'évaluation
- Capa Límite y Flujo Externo Compresible PDFDocument15 pagesCapa Límite y Flujo Externo Compresible PDFLeonardo MijaresPas encore d'évaluation
- Capa Límite PDFDocument16 pagesCapa Límite PDFPau ZalazarPas encore d'évaluation
- Cuba de Reynolds: Flujo laminar vs turbulentoDocument17 pagesCuba de Reynolds: Flujo laminar vs turbulentoCarlos Coronado LezmaPas encore d'évaluation
- Silabo Transferencia de Masa I 2020-BDocument8 pagesSilabo Transferencia de Masa I 2020-BEdwin Cirilo ChaucaPas encore d'évaluation
- Icpna Ontime PDFDocument1 pageIcpna Ontime PDFCristian RoblesPas encore d'évaluation
- Sila-Labo I (2020-I)Document13 pagesSila-Labo I (2020-I)Edwin Cirilo ChaucaPas encore d'évaluation
- Cuba de StockeDocument15 pagesCuba de StockeEdwin Cirilo ChaucaPas encore d'évaluation
- PDFDocument19 pagesPDFPato Patiño MuñozPas encore d'évaluation
- Bomba de Golpe de ArieteDocument12 pagesBomba de Golpe de ArieteEdwin Cirilo ChaucaPas encore d'évaluation
- 3-Reporte de Actividades SemanalesDocument4 pages3-Reporte de Actividades SemanalesEdwin Cirilo ChaucaPas encore d'évaluation
- La Ing de ProcesosDocument9 pagesLa Ing de ProcesosEdwin Cirilo ChaucaPas encore d'évaluation
- 1 Ag 2015 La Ing de ProcesosDocument2 pages1 Ag 2015 La Ing de ProcesosMiguelAngelAntezanaVergaraPas encore d'évaluation
- PRO-COM-0821 Procedimiento de CotizacionesDocument8 pagesPRO-COM-0821 Procedimiento de Cotizacionescarloslopez1407Pas encore d'évaluation
- Planificación anual Ciencias NaturalesDocument14 pagesPlanificación anual Ciencias NaturalesBarbi DuranPas encore d'évaluation
- Playas Nudistas en PapagayoDocument4 pagesPlayas Nudistas en Papagayonude_beaches_spainPas encore d'évaluation
- Plan de Accion en 90 DiasDocument50 pagesPlan de Accion en 90 DiasFarick Jassier Mena Rivera50% (2)
- PDF 20220418 220631 0000Document11 pagesPDF 20220418 220631 0000Mirko HuaytallaPas encore d'évaluation
- Artículo Calidad Base Del Desarrollo ProfesionalDocument1 pageArtículo Calidad Base Del Desarrollo ProfesionalCarmenPas encore d'évaluation
- 4 JunioDocument21 pages4 JunioAna Jacqueline Rodriguez MartinezPas encore d'évaluation
- Control (Diagrama)Document1 pageControl (Diagrama)Kënïä De ÄrgëlPas encore d'évaluation
- Proyecto Multiple MisicuniDocument7 pagesProyecto Multiple MisicuniGonzalo Checa LimaPas encore d'évaluation
- Mapa Mental Lineas y Sublineas de InvestigacionDocument1 pageMapa Mental Lineas y Sublineas de InvestigacionCAMILO VIDES0% (1)
- Subestaciones Triple BarraDocument3 pagesSubestaciones Triple Barradavid MasterPas encore d'évaluation
- Técnicas e Instrumentos para Recolección de DatosDocument4 pagesTécnicas e Instrumentos para Recolección de DatosAnayelii MoOralezPas encore d'évaluation
- Conclusion GrupalDocument2 pagesConclusion GrupalLuz RamirezPas encore d'évaluation
- Formato ReservacionDocument2 pagesFormato ReservacionLUIS100% (1)
- Capacitacion TareaDocument5 pagesCapacitacion Tareasri mantraPas encore d'évaluation
- Lista de Materiales Grado Odontologia Curso PDFDocument28 pagesLista de Materiales Grado Odontologia Curso PDFLuis Alberto Zúñiga PinedaPas encore d'évaluation
- GUÍA - Laboratorio Máquinas Simples - PoleasDocument8 pagesGUÍA - Laboratorio Máquinas Simples - Poleassebastian garcía MadridPas encore d'évaluation
- Infografia OriginalDocument11 pagesInfografia Originalnelson castrillonPas encore d'évaluation
- Catalogo Dbi Sala BajaDocument212 pagesCatalogo Dbi Sala BajaLuis Eduardo Ferro Cotes100% (1)
- Control de motores eléctricos con botones pulsadores de arranque y paroDocument7 pagesControl de motores eléctricos con botones pulsadores de arranque y parorafael salas munosPas encore d'évaluation
- Guía de Problemas de Física PDFDocument75 pagesGuía de Problemas de Física PDFoblicuos51% (74)
- Cronograma de Constitucion de Una EmpresaDocument2 pagesCronograma de Constitucion de Una EmpresaFloresRamireƺPas encore d'évaluation
- Radio CognitivaDocument17 pagesRadio CognitivaMoisesClintonSonccoHuisaPas encore d'évaluation
- UNIDAD 2 TAREA 2 TrigonometriaDocument10 pagesUNIDAD 2 TAREA 2 TrigonometriaANDREA ALVAREZ DIAZPas encore d'évaluation
- GEOGRAFIADocument5 pagesGEOGRAFIAAlfonso PrietoPas encore d'évaluation
- Unidad III Estructuras Basicas SelectivasDocument25 pagesUnidad III Estructuras Basicas SelectivasDavid MonteroPas encore d'évaluation
- 5.4. Extrusión A Baja TemperaturaDocument9 pages5.4. Extrusión A Baja TemperaturaGeovannyPatricioAmánSilvaPas encore d'évaluation
- 10 - Ejecución de Subreparto Plan (D)Document21 pages10 - Ejecución de Subreparto Plan (D)ainara1986Pas encore d'évaluation
- 11.metodos Caudales MediosDocument15 pages11.metodos Caudales MediosLuisPas encore d'évaluation
- Modelos Estocásticos en el transporte públicoDocument2 pagesModelos Estocásticos en el transporte públicoangelPas encore d'évaluation