Vous aimerez peut-être aussi
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhPas encore d'évaluation
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhPas encore d'évaluation
- Tỷ số air-fuel lý tưởng (14.7)Document9 pagesTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhPas encore d'évaluation
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhPas encore d'évaluation
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhPas encore d'évaluation
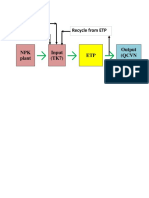
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhPas encore d'évaluation
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhPas encore d'évaluation
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocument7 pagesE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhPas encore d'évaluation
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhPas encore d'évaluation
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhPas encore d'évaluation
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhPas encore d'évaluation
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhPas encore d'évaluation
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhPas encore d'évaluation
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhPas encore d'évaluation
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhPas encore d'évaluation
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhPas encore d'évaluation
- MCCM 69 3 s192-197 KrauseDocument6 pagesMCCM 69 3 s192-197 KrauseVinh Do ThanhPas encore d'évaluation
- Application of Excel in Psychrometric AnalysisDocument20 pagesApplication of Excel in Psychrometric AnalysisVinh Do ThanhPas encore d'évaluation
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhPas encore d'évaluation
- 8D Problem Solving Worksheet: AQDEF.406Document8 pages8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Gas Absorption PDFDocument73 pagesGas Absorption PDFainmnrhPas encore d'évaluation
- Energies 13 01986Document13 pagesEnergies 13 01986dieva ameliaPas encore d'évaluation
- CNG Base TrainingDocument74 pagesCNG Base TrainingInterogator5100% (1)
- Asst. Prof. Dr. Hayder Mohammad Jaffal: Homogeneous Two-Phase FlowDocument28 pagesAsst. Prof. Dr. Hayder Mohammad Jaffal: Homogeneous Two-Phase FlowprasanthiPas encore d'évaluation
- Norsok M-506 (2005) - CO2 Corrosion Rate CalcDocument18 pagesNorsok M-506 (2005) - CO2 Corrosion Rate CalcAlina SmochinaPas encore d'évaluation
- Validation Report On The 2 Phase Line Sizing 3 PDFDocument18 pagesValidation Report On The 2 Phase Line Sizing 3 PDFJoseph MedinaPas encore d'évaluation
- Net Safety FGD Tbu Tb05092014 1 St341Document4 pagesNet Safety FGD Tbu Tb05092014 1 St341rai-seoPas encore d'évaluation
- Experimental Investigation of Sand Minimum Transport Velocity in Multiphase Fluid Flow in PipesDocument6 pagesExperimental Investigation of Sand Minimum Transport Velocity in Multiphase Fluid Flow in PipesTg TarroPas encore d'évaluation
- ProblemsDocument3 pagesProblemsSami WhitePas encore d'évaluation
- IAL Unit 5 Edexcel NotesDocument27 pagesIAL Unit 5 Edexcel NotesThangavel SarujanPas encore d'évaluation
- TSEE NoteDocument12 pagesTSEE NoteYogesh ChaudhariPas encore d'évaluation
- 4248 Mflex Tubing Selection GuideDocument3 pages4248 Mflex Tubing Selection GuideMARCO PaganiniPas encore d'évaluation
- Phase ChangeDocument4 pagesPhase Changeamora eliPas encore d'évaluation
- M&C ECP20PE Peltier Cooler - Datasheet PDFDocument3 pagesM&C ECP20PE Peltier Cooler - Datasheet PDFindra irawanPas encore d'évaluation
- Nptel Assignments & Solutions: Chapter 1: Introduction and Fundamental ConceptsDocument7 pagesNptel Assignments & Solutions: Chapter 1: Introduction and Fundamental ConceptsPanneer SelvamPas encore d'évaluation
- (流體分析) .Esi.CFDRC TutorialsDocument300 pages(流體分析) .Esi.CFDRC Tutorialsnasaway100% (3)
- Sand Control PDFDocument114 pagesSand Control PDFNourden AlPas encore d'évaluation
- PPCLDocument14 pagesPPCLMani KandanPas encore d'évaluation
- Section 1.1.2 Thermal Conductivity of A GasDocument2 pagesSection 1.1.2 Thermal Conductivity of A GasGho VinsenPas encore d'évaluation
- 7 Stoichiometric RelationshipsDocument77 pages7 Stoichiometric RelationshipsLuka MaroPas encore d'évaluation
- EHP Guidelines District Heating SubstationsDocument72 pagesEHP Guidelines District Heating SubstationsMario TirabassiPas encore d'évaluation
- Lesson-Plan-Avogadro's LawDocument5 pagesLesson-Plan-Avogadro's LawQUEENY CORONELPas encore d'évaluation
- Cambridge Secondary 1 CheckpointDocument6 pagesCambridge Secondary 1 Checkpointigloo79100% (1)
- 1 Introduction Phase BehaviourDocument62 pages1 Introduction Phase BehaviourAli ShahPas encore d'évaluation
- Detailed Science Lesson Plan: Grade LevelDocument4 pagesDetailed Science Lesson Plan: Grade LevelJennifer LinagaPas encore d'évaluation
- NIST H2S Solubility in MEGDocument17 pagesNIST H2S Solubility in MEGDavid RobsonPas encore d'évaluation
- L 70 MCC 8Document399 pagesL 70 MCC 8Adi FadilahPas encore d'évaluation
- G2300 FR3 Operations and Procedures Guide 06-17 (English) - V5Document35 pagesG2300 FR3 Operations and Procedures Guide 06-17 (English) - V5Dominic Santiago100% (2)
- DF2 - Reservoir Fluid PVT PropertiesDocument3 pagesDF2 - Reservoir Fluid PVT Propertiesadnan0307Pas encore d'évaluation
- 22-08-21 - OSR - CO-SUPER CHAINA - Jee-Adv - GTA-24 (P-I) - SYLLABUS: Sec: OSR - IIT - CO-SC Date: 22-08-21 Time: 3HRS Max. Marks: 183Document19 pages22-08-21 - OSR - CO-SUPER CHAINA - Jee-Adv - GTA-24 (P-I) - SYLLABUS: Sec: OSR - IIT - CO-SC Date: 22-08-21 Time: 3HRS Max. Marks: 183SaviiPas encore d'évaluation