Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Transmix ProcessingDocument4 pagesTransmix ProcessingChem.Engg100% (3)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- DevOps Culture Q&ADocument3 pagesDevOps Culture Q&APriti Sharma50% (2)
- DISOGRIN DMRW Rod Wiper Features & BenefitsDocument24 pagesDISOGRIN DMRW Rod Wiper Features & BenefitsRicardo RivasPas encore d'évaluation
- Basics of Equipment Qualification - Pharma Pathway PDFDocument6 pagesBasics of Equipment Qualification - Pharma Pathway PDFJ VENKATESHPas encore d'évaluation
- Monthly Progress ReportDocument55 pagesMonthly Progress Reportmuneerpmh88% (8)
- Foam Systems Low Expansion Medium Expansion High ExpansionDocument4 pagesFoam Systems Low Expansion Medium Expansion High ExpansionIskandar HasibuanPas encore d'évaluation
- Trane Chiller Plant Admapn014en - 0105Document4 pagesTrane Chiller Plant Admapn014en - 0105a_salehiPas encore d'évaluation
- Sukkur temperature chart 2010-2018Document1 pageSukkur temperature chart 2010-2018Chem.EnggPas encore d'évaluation
- Pressure Vessels and Piping TutorialDocument441 pagesPressure Vessels and Piping TutorialAditya Ranjan Pathak100% (10)
- Engineering: Capacity Calculations For Steam LoadsDocument12 pagesEngineering: Capacity Calculations For Steam Loadsanon_286159112Pas encore d'évaluation
- Chemical Engineering - July 2011 6Document1 pageChemical Engineering - July 2011 6Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 17Document1 pageChemical Engineering - July 2011 17Chem.EnggPas encore d'évaluation
- Capture 1Document1 pageCapture 1Chem.EnggPas encore d'évaluation
- PetrochemicalsDocument1 pagePetrochemicalsChem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 4Document1 pageChemical Engineering - July 2011 4Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 15Document1 pageChemical Engineering - July 2011 15Chem.EnggPas encore d'évaluation
- Turbocharger Pump PDFDocument4 pagesTurbocharger Pump PDFChem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 16Document1 pageChemical Engineering - July 2011 16Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 8Document1 pageChemical Engineering - July 2011 8Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 3Document1 pageChemical Engineering - July 2011 3Chem.EnggPas encore d'évaluation
- Pages From Chemical Engineering - July 2011Document1 pagePages From Chemical Engineering - July 2011Chem.EnggPas encore d'évaluation
- A Modern Approach To Solvent Selection - Mar-06 PDFDocument14 pagesA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggPas encore d'évaluation
- A Modern Approach To Solvent Selection - Mar-06 PDFDocument14 pagesA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggPas encore d'évaluation
- HRSG SimulationDocument7 pagesHRSG Simulationkaruna346Pas encore d'évaluation
- 10 Tips For Project ManagersDocument4 pages10 Tips For Project ManagersChem.EnggPas encore d'évaluation
- Boiler Water D.O. Control PDFDocument10 pagesBoiler Water D.O. Control PDFChem.EnggPas encore d'évaluation
- Diemnsionless No. in Fluid MechanicsDocument1 pageDiemnsionless No. in Fluid MechanicsChem.EnggPas encore d'évaluation
- Department Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsDocument1 pageDepartment Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsChem.EnggPas encore d'évaluation
- Overpressure Protection-Low Temp EffectsDocument4 pagesOverpressure Protection-Low Temp EffectsChem.EnggPas encore d'évaluation
- MSMPR Crystallization Equipment OverviewDocument1 pageMSMPR Crystallization Equipment OverviewChem.EnggPas encore d'évaluation
- About Flash TanksDocument4 pagesAbout Flash TanksChem.EnggPas encore d'évaluation
- Column Instrumentation BasicsDocument8 pagesColumn Instrumentation BasicsAmbuja SharmaPas encore d'évaluation
- Construction Cost IndicesDocument1 pageConstruction Cost IndicesWade ColemanPas encore d'évaluation
- Appendix oDocument22 pagesAppendix oAlex Joshua MaglasangPas encore d'évaluation
- 117 Weldox 420 Uk DatasheetDocument2 pages117 Weldox 420 Uk DatasheetAndrewFranciscoPas encore d'évaluation
- ContractDocument12 pagesContractNor Syazwani SharudinPas encore d'évaluation
- Design Director CV With Consent LetterDocument8 pagesDesign Director CV With Consent LetterShivendra KumarPas encore d'évaluation
- Core OM - Term 1 - 2019Document5 pagesCore OM - Term 1 - 2019chandel08Pas encore d'évaluation
- CM - MastersHandbook2015-2016 - Construction ManagementDocument51 pagesCM - MastersHandbook2015-2016 - Construction Managementabraham_agm83Pas encore d'évaluation
- Comparing CMGC and ECI Project Delivery MethodsDocument15 pagesComparing CMGC and ECI Project Delivery MethodsReyLeonPas encore d'évaluation
- Chameleon Chips Full ReportDocument38 pagesChameleon Chips Full ReportAtul VijayPas encore d'évaluation
- Artificial Intelligence For Sustainable Development Challenges and Opportunities For UNESCO's Science and Engineering ProgrammesDocument59 pagesArtificial Intelligence For Sustainable Development Challenges and Opportunities For UNESCO's Science and Engineering ProgrammesThaumazeinPas encore d'évaluation
- Analyzer 2 Process Industry PracticeDocument4 pagesAnalyzer 2 Process Industry PracticearindammannaPas encore d'évaluation
- _____ ______ ___Document77 pages_____ ______ ___3cesPas encore d'évaluation
- 4 - 1 Shallow FoundationsDocument230 pages4 - 1 Shallow FoundationsAnonymous Vx9KTkM8nPas encore d'évaluation
- 50 1 323-1-Base Isolation and Dampers 2022Document121 pages50 1 323-1-Base Isolation and Dampers 2022elidstone@hotmail.comPas encore d'évaluation
- UKTI Innovation ReportDocument34 pagesUKTI Innovation ReportNETParkNetPas encore d'évaluation
- Four C FinalDocument2 pagesFour C Finalshalini sPas encore d'évaluation
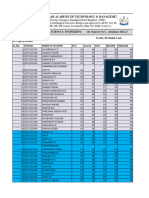
- StudentGradeHistory 19BCY10038Document4 pagesStudentGradeHistory 19BCY10038Help UsPas encore d'évaluation
- Mechanisation and Automation Evolution of Automation Goals and Applications of AutomationDocument7 pagesMechanisation and Automation Evolution of Automation Goals and Applications of AutomationRifat RashidPas encore d'évaluation
- It WorkshopDocument51 pagesIt WorkshopSarthak DugarPas encore d'évaluation
- 02 - 202-203 DC ContactorDocument2 pages02 - 202-203 DC Contactorshailesh284Pas encore d'évaluation
- Library of Congress ClassificationDocument5 pagesLibrary of Congress ClassificationGerald YasonPas encore d'évaluation
- WileyCMOS Circuit Design, Layout, and Simulation, 3rd EditionDocument2 pagesWileyCMOS Circuit Design, Layout, and Simulation, 3rd EditionRoshdy AbdelRassoulPas encore d'évaluation
- WBS Import Template - Rev01-23-02-2012 - NKDocument5 874 pagesWBS Import Template - Rev01-23-02-2012 - NKAlaa RamadanPas encore d'évaluation
- Studies On Effect of Change in Dynamic Behavior of Crack Using FemDocument7 pagesStudies On Effect of Change in Dynamic Behavior of Crack Using FemMatthew SmithPas encore d'évaluation
- Aldren R. Quindoza: Utilization of Mussel Shells As Soil StabilizerDocument2 pagesAldren R. Quindoza: Utilization of Mussel Shells As Soil StabilizerCams JordanPas encore d'évaluation
- PID ScrollbarDocument10 pagesPID Scrollbargogo2021Pas encore d'évaluation