Vous aimerez peut-être aussi
- Astm D2000 PDFDocument38 pagesAstm D2000 PDFMariano Emir Garcia OdriozolaPas encore d'évaluation
- Problem Set A Fluid StaticsDocument7 pagesProblem Set A Fluid StaticsDesireine Louise JacintoPas encore d'évaluation
- ANS145 - Beef Cattle ProductionDocument52 pagesANS145 - Beef Cattle ProductionEgie BulawinPas encore d'évaluation
- 1 Prof Chauvins Instructions For Bingham CH 4Document35 pages1 Prof Chauvins Instructions For Bingham CH 4Danielle Baldwin100% (2)
- Bangui Wind FarmDocument13 pagesBangui Wind FarmRommel TottocPas encore d'évaluation
- Quiz 2 OTDocument3 pagesQuiz 2 OTFirst LastPas encore d'évaluation
- ONABIA KEVIN CHEM111L Experiment 07 Be Careful Just Tell Me How I React 1 PDFDocument6 pagesONABIA KEVIN CHEM111L Experiment 07 Be Careful Just Tell Me How I React 1 PDFHouse And LotPas encore d'évaluation
- Micro - Systemic Bacteriology Questions PDFDocument79 pagesMicro - Systemic Bacteriology Questions PDFShashipriya AgressPas encore d'évaluation
- Solution To Problem 130 Bearing Stress - Strength of Materials ReviewDocument4 pagesSolution To Problem 130 Bearing Stress - Strength of Materials ReviewRen AlvPas encore d'évaluation
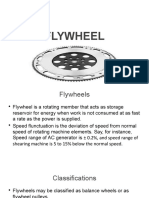
- FLYWHEEELSDocument22 pagesFLYWHEEELSRex OabelPas encore d'évaluation
- Machine Design IIDocument23 pagesMachine Design IIBinar Arum OktaviaPas encore d'évaluation
- Design and Fabrication of Lawn Mower: N.Nagarajan, N.S.Sivakumar and R.SaravananDocument5 pagesDesign and Fabrication of Lawn Mower: N.Nagarajan, N.S.Sivakumar and R.SaravananAmar RahinjPas encore d'évaluation
- CCS383 PDFDocument137 pagesCCS383 PDFNeil Allison Najorda CabilbilPas encore d'évaluation
- Design 2 Q2 1Document15 pagesDesign 2 Q2 1HaveOfControlPas encore d'évaluation
- Final Banana Peduncle Shredder and Bunch Separator 2906202220519amDocument90 pagesFinal Banana Peduncle Shredder and Bunch Separator 2906202220519amalfred gabasPas encore d'évaluation
- Zhong 91 PDFDocument279 pagesZhong 91 PDFPhạmHuyThắngPas encore d'évaluation
- 15me03 Basic ThermodynamicsDocument20 pages15me03 Basic ThermodynamicsVaratha Rajan0% (1)
- 127 Module 5 ADocument10 pages127 Module 5 Ayeng botzPas encore d'évaluation
- Fiber OpticsDocument51 pagesFiber OpticsNeil Allison Najorda CabilbilPas encore d'évaluation
- GQ of MD-210 To 258Document49 pagesGQ of MD-210 To 258Steph Dela MujerPas encore d'évaluation
- BKNC3 - Activity 1 - Review ExamDocument3 pagesBKNC3 - Activity 1 - Review ExamDhel Cahilig0% (1)
- III 1 Electrification 1 28Document30 pagesIII 1 Electrification 1 28Kevin LampaanPas encore d'évaluation
- Briquetting MachineDocument37 pagesBriquetting MachineJamil Nahra100% (1)
- Psychrometric Processes NumericalsDocument16 pagesPsychrometric Processes NumericalsDHADKAN K.C.Pas encore d'évaluation
- Double Acting Cylinder: PneumaticsDocument21 pagesDouble Acting Cylinder: PneumaticsShanela MicaPas encore d'évaluation
- Unit 5Document8 pagesUnit 5Dalton ChanPas encore d'évaluation
- ME Elective 1 Engine Friction LubricationDocument7 pagesME Elective 1 Engine Friction LubricationrickyPas encore d'évaluation
- PART 3 ElectrificationDocument20 pagesPART 3 ElectrificationglymayPas encore d'évaluation
- Performance Analysis of Reciprocating PumpDocument8 pagesPerformance Analysis of Reciprocating PumpMohamed HassanPas encore d'évaluation
- History and Description of V BELTSDocument11 pagesHistory and Description of V BELTSJosh GarciaPas encore d'évaluation
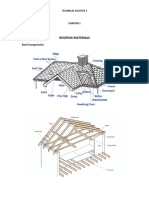
- Roofing Materials: Roof ComponentsDocument17 pagesRoofing Materials: Roof ComponentsMero Mero100% (1)
- Analysis of Tool Geometry For Screw Extrusion MachinesDocument12 pagesAnalysis of Tool Geometry For Screw Extrusion MachinesdjklikaPas encore d'évaluation
- Department of Civil EngineeringDocument6 pagesDepartment of Civil EngineeringNaa WinPas encore d'évaluation
- Heat Transfer ConductionDocument1 pageHeat Transfer Conductionjayron de laraPas encore d'évaluation
- Me6301 QBDocument46 pagesMe6301 QBNaveen Dhanuraj100% (1)
- Dimensinal Analysis and SimilitudeDocument19 pagesDimensinal Analysis and SimilitudenethmiPas encore d'évaluation
- Practice Problems (METE 40 2018)Document2 pagesPractice Problems (METE 40 2018)Sky FallPas encore d'évaluation
- DOME-2 Notes QPapers PDFDocument305 pagesDOME-2 Notes QPapers PDFSumit KumarPas encore d'évaluation
- Arcilla, Zoren - Me Lab1 - Exp4 - M4act5Document12 pagesArcilla, Zoren - Me Lab1 - Exp4 - M4act5dracarysPas encore d'évaluation
- EDocument12 pagesEJorge Toro0% (1)
- Experiment No. 2 Analysis of Pressure Drop and Coefficient of Discharge in A Piping SystemDocument10 pagesExperiment No. 2 Analysis of Pressure Drop and Coefficient of Discharge in A Piping SystemPietro Ian AbdonPas encore d'évaluation
- Machine DesignDocument36 pagesMachine DesignArman Atienza MagcawasPas encore d'évaluation
- CLINT E. MOSENABRE FluidsDocument5 pagesCLINT E. MOSENABRE FluidsClint MosenabrePas encore d'évaluation
- Old Question Papers 2006-11-2 PDF FreeDocument27 pagesOld Question Papers 2006-11-2 PDF FreeAYUSH SINGHALPas encore d'évaluation
- Machine Design Examination 3Document5 pagesMachine Design Examination 3SYBRELLE CRUZPas encore d'évaluation
- BALALA Formative Assessment No. 4Document2 pagesBALALA Formative Assessment No. 4Jerard BalalaPas encore d'évaluation
- Annex IiiDocument47 pagesAnnex IiiRenato AguilarPas encore d'évaluation
- Fluid StaticsDocument40 pagesFluid StaticsAbdul AhadPas encore d'évaluation
- Experiment 3 Fluids 1Document9 pagesExperiment 3 Fluids 1JOSE FERNANDO GEMPERLEPas encore d'évaluation
- 2.1.1 The Basic of Pneumatic SystemDocument4 pages2.1.1 The Basic of Pneumatic SystemmorolosusPas encore d'évaluation
- Problem Sheet-01 ME502 IntroductionDocument2 pagesProblem Sheet-01 ME502 IntroductionDebjyoti DeyPas encore d'évaluation
- Midterm Exam (MEP521)Document6 pagesMidterm Exam (MEP521)Enriv YasiladPas encore d'évaluation
- MELAB3 Experiment 2Document18 pagesMELAB3 Experiment 2Russelle GoPas encore d'évaluation
- H&MT - Lesson 1. Heat Transfer, Importance of Heat Transfer, Modes of Heat Transfer PDFDocument8 pagesH&MT - Lesson 1. Heat Transfer, Importance of Heat Transfer, Modes of Heat Transfer PDFadimeghaPas encore d'évaluation
- Figure 1 Experimental Setup For Lee's Disc Steady State Thermal Conductivity MeasurementsDocument6 pagesFigure 1 Experimental Setup For Lee's Disc Steady State Thermal Conductivity MeasurementsRupa OjhaPas encore d'évaluation
- External Combustion Engines PDFDocument43 pagesExternal Combustion Engines PDFMariaEzzaSyUyPas encore d'évaluation
- O Q (Gate, Ies, Ias) : Bjective Uestions Previous 20-Years GATE Questions Helical SpringDocument16 pagesO Q (Gate, Ies, Ias) : Bjective Uestions Previous 20-Years GATE Questions Helical SpringharshdeepPas encore d'évaluation
- Hydroelectric EnergyDocument48 pagesHydroelectric EnergyAnne Mel BariquitPas encore d'évaluation
- DepreciationDocument25 pagesDepreciationIvyJoyce50% (2)
- FLR - Performance of A Tubular CondenserDocument12 pagesFLR - Performance of A Tubular CondenserNazario Emil LintagPas encore d'évaluation
- Diesel Power Plant Design Page 1Document1 pageDiesel Power Plant Design Page 1Roland LewisPas encore d'évaluation
- Mechanical Advantage of Inclined PlaneDocument4 pagesMechanical Advantage of Inclined PlaneShuja MarwatPas encore d'évaluation
- First Benchmark PublishingDocument17 pagesFirst Benchmark PublishingChan Mark AyapanaPas encore d'évaluation
- CH 15-Characteristics, Applications and Processing of PolymersDocument28 pagesCH 15-Characteristics, Applications and Processing of PolymersVicces P. Estrada100% (1)
- Fluid Mechanics GlossaryDocument13 pagesFluid Mechanics Glossarysoccer3_2003Pas encore d'évaluation
- Research1 5Document44 pagesResearch1 5izzeah ramodPas encore d'évaluation
- Career Episode 3Document7 pagesCareer Episode 3Nishar Alam Khan 19MCD0042Pas encore d'évaluation
- Nuclear Powerplant: (Hazards and What To Do For Safety)Document9 pagesNuclear Powerplant: (Hazards and What To Do For Safety)Neil Allison Najorda CabilbilPas encore d'évaluation
- Q 22.5 GPM D 1'' C 120 (Galvanized Iron)Document14 pagesQ 22.5 GPM D 1'' C 120 (Galvanized Iron)Neil Allison Najorda CabilbilPas encore d'évaluation
- Ii. Advantages of Using Briquettes Compared To Other Solid FuelsDocument1 pageIi. Advantages of Using Briquettes Compared To Other Solid FuelsNeil Allison Najorda CabilbilPas encore d'évaluation
- Totd Descartes CircleDocument1 pageTotd Descartes CircleNeil Allison Najorda CabilbilPas encore d'évaluation
- Quiz BeeDocument1 pageQuiz BeeNeil Allison Najorda CabilbilPas encore d'évaluation
- Electromagnetism WorksheetDocument3 pagesElectromagnetism WorksheetGuan Jie KhooPas encore d'évaluation
- Yarn HairinessDocument9 pagesYarn HairinessGhandi AhmadPas encore d'évaluation
- Physico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegDocument9 pagesPhysico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegZyuha AiniiPas encore d'évaluation
- Universal and Commercial Banks in The PhilippinesDocument1 pageUniversal and Commercial Banks in The Philippinesjohngo888Pas encore d'évaluation
- Islamiyat ProjectDocument21 pagesIslamiyat ProjectSubhan Khan NiaziPas encore d'évaluation
- Asu 2019-12Document49 pagesAsu 2019-12janinePas encore d'évaluation
- Navi-Planner User ManualDocument331 pagesNavi-Planner User ManualRichard KershawPas encore d'évaluation
- For ClosureDocument18 pagesFor Closuremau_cajipePas encore d'évaluation
- What Are Some of The Best Books On Computer ScienceDocument9 pagesWhat Are Some of The Best Books On Computer ScienceSarthak ShahPas encore d'évaluation
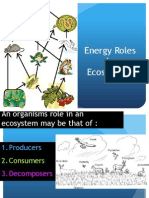
- Energy-Roles-In-Ecosystems-Notes-7 12bDocument10 pagesEnergy-Roles-In-Ecosystems-Notes-7 12bapi-218158367Pas encore d'évaluation
- Friday 25 Mar 12:15 AM Friday 25 Mar 5:30 AM: Emirates CGK DXBDocument3 pagesFriday 25 Mar 12:15 AM Friday 25 Mar 5:30 AM: Emirates CGK DXBDONI ARTAPas encore d'évaluation
- Brochure GM Oat Technology 2017 enDocument8 pagesBrochure GM Oat Technology 2017 enArlette ReyesPas encore d'évaluation
- Slides - SARSDocument191 pagesSlides - SARSCedric PoolPas encore d'évaluation
- Report-Smaw Group 12,13,14Document115 pagesReport-Smaw Group 12,13,14Yingying MimayPas encore d'évaluation
- Evolis SDK Use Latest IomemDocument10 pagesEvolis SDK Use Latest IomempatrickPas encore d'évaluation
- Channel & Lomolino 2000 Ranges and ExtinctionDocument3 pagesChannel & Lomolino 2000 Ranges and ExtinctionKellyta RodriguezPas encore d'évaluation
- USDA List of Active Licensees and RegistrantsDocument972 pagesUSDA List of Active Licensees and Registrantswamu885Pas encore d'évaluation
- Nature of Science-Worksheet - The Amoeba Sisters HWDocument2 pagesNature of Science-Worksheet - The Amoeba Sisters HWTiara Daniel25% (4)
- Gmail - ICICI BANK I PROCESS HIRING FOR BACKEND - OPERATION PDFDocument2 pagesGmail - ICICI BANK I PROCESS HIRING FOR BACKEND - OPERATION PDFDeepankar ChoudhuryPas encore d'évaluation
- Beamng DxdiagDocument22 pagesBeamng Dxdiagsilvioluismoraes1Pas encore d'évaluation
- Durability of Prestressed Concrete StructuresDocument12 pagesDurability of Prestressed Concrete StructuresMadura JobsPas encore d'évaluation
- Rs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Document19 pagesRs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Mdpn. Salvador67% (3)
- PNGRB - Electrical Safety Audit ChecklistDocument4 pagesPNGRB - Electrical Safety Audit ChecklistKritarth SrivastavPas encore d'évaluation
- ISO-3046-4-2009 (Gobernador de Velocidad)Document8 pagesISO-3046-4-2009 (Gobernador de Velocidad)David GastelumPas encore d'évaluation
- SAED90DR Rev1 2 21.01.2011Document24 pagesSAED90DR Rev1 2 21.01.2011Cherry AbhiPas encore d'évaluation