Vous aimerez peut-être aussi
- 84 Ijmperdoct201984Document10 pages84 Ijmperdoct201984TJPRC PublicationsPas encore d'évaluation
- Performance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersDocument4 pagesPerformance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersBaju BawonoPas encore d'évaluation
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDocument4 pagesApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefelicePas encore d'évaluation
- An Experimental Analysis and Optimisation of Process Parameters in Ajm Drilling by Using Taguchi MethodDocument19 pagesAn Experimental Analysis and Optimisation of Process Parameters in Ajm Drilling by Using Taguchi MethodSoundararajanPas encore d'évaluation
- Abrasive Water Jet Machining PDFDocument3 pagesAbrasive Water Jet Machining PDFbvnareshPas encore d'évaluation
- Process Parameters and Their Impact On The Product Quality in Abrasive Flow Machining-Finishing-IJAERDV05I0436361Document11 pagesProcess Parameters and Their Impact On The Product Quality in Abrasive Flow Machining-Finishing-IJAERDV05I0436361JAYASIMHA S.L.N JayasimhaPas encore d'évaluation
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDocument8 pagesOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786Pas encore d'évaluation
- 40IJMPERDAPR201940Document10 pages40IJMPERDAPR201940TJPRC PublicationsPas encore d'évaluation
- Optimization of Process Parameters Using Taguchi TDocument7 pagesOptimization of Process Parameters Using Taguchi Troopesh1422Pas encore d'évaluation
- 4C AwjmDocument6 pages4C AwjmPankaj BarupalPas encore d'évaluation
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanPas encore d'évaluation
- SujitDocument24 pagesSujitNehul PatilPas encore d'évaluation
- 11 THDocument5 pages11 THUtkarsh AnandPas encore d'évaluation
- Lab 3 Surface RoughnessDocument13 pagesLab 3 Surface RoughnessDiscord YtPas encore d'évaluation
- Materials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaDocument4 pagesMaterials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaGanesa BalamuruganPas encore d'évaluation
- Lecture2 PDFDocument5 pagesLecture2 PDFChetan AmrutkarPas encore d'évaluation
- An Experimental Analysis of Turning Operation in EN 31ALLOYDocument5 pagesAn Experimental Analysis of Turning Operation in EN 31ALLOYEditor IJTSRDPas encore d'évaluation
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Document6 pagesOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronPas encore d'évaluation
- Dimensional Stone Cutting With Water Jet. Surface FinishingDocument7 pagesDimensional Stone Cutting With Water Jet. Surface FinishingGuillermo Ruperto Martín CortésPas encore d'évaluation
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuPas encore d'évaluation
- Assessment of Process Parameters in Abrasive Waterjet Cutting of GraniteDocument5 pagesAssessment of Process Parameters in Abrasive Waterjet Cutting of GranitecevherimPas encore d'évaluation
- Material Removal Rate Study On Turning of Al AlloyDocument14 pagesMaterial Removal Rate Study On Turning of Al Alloyproengineer415Pas encore d'évaluation
- Seminar Report.1Document23 pagesSeminar Report.1Rahul SanjayanPas encore d'évaluation
- Machinng MinitabDocument5 pagesMachinng MinitabParanjothi Rajasekar -PD-WINCPas encore d'évaluation
- Theory of Machines - Unit 14Document18 pagesTheory of Machines - Unit 14Dharma DuraiPas encore d'évaluation
- Optimization of Electrical Discharge Machining Process Parameters Using Taguchi MethodDocument10 pagesOptimization of Electrical Discharge Machining Process Parameters Using Taguchi MethodRajapandian TPas encore d'évaluation
- Optimization of Machining Parameter For Turning of en 16 SteelDocument5 pagesOptimization of Machining Parameter For Turning of en 16 SteelShivam SharmaPas encore d'évaluation
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsPas encore d'évaluation
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiPas encore d'évaluation
- MafmDocument9 pagesMafmsivanPas encore d'évaluation
- Optimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodDocument6 pagesOptimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodNikola MijalićPas encore d'évaluation
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Document7 pagesAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisPas encore d'évaluation
- Optimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026Document10 pagesOptimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026irinuca12Pas encore d'évaluation
- Cobem2013-1763 - Analysis of Surface Roughness With Resharpened Tools in End Milling of Vp20isofDocument12 pagesCobem2013-1763 - Analysis of Surface Roughness With Resharpened Tools in End Milling of Vp20isofRicardo Ribeiro MouraPas encore d'évaluation
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanPas encore d'évaluation
- 09sakthivelAMS65 68 2015 257 PDFDocument6 pages09sakthivelAMS65 68 2015 257 PDFSakthivelPas encore d'évaluation
- Msa 2017052514405991Document16 pagesMsa 2017052514405991Hayet BoudjemaaPas encore d'évaluation
- A Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessDocument8 pagesA Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessMohan KumarPas encore d'évaluation
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalPas encore d'évaluation
- Multi-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodDocument4 pagesMulti-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodBrajendra PatelPas encore d'évaluation
- Experiment No.1: Tribology Lab (MEL456)Document26 pagesExperiment No.1: Tribology Lab (MEL456)Parth JaggiPas encore d'évaluation
- Parametric Optimization of CNC Drilling Machine For Mild Steel Using Taguchi Design and Single To Noise Ratio Analysis - Y Tyagi (2012)Document9 pagesParametric Optimization of CNC Drilling Machine For Mild Steel Using Taguchi Design and Single To Noise Ratio Analysis - Y Tyagi (2012)TAUFIQ ARIEF NUGRAHAPas encore d'évaluation
- 1-S2.0-S0888327009002672-Main - Luis EduardoDocument23 pages1-S2.0-S0888327009002672-Main - Luis EduardoLuís EduardoPas encore d'évaluation
- Wenhan Zeng - AMTDocument18 pagesWenhan Zeng - AMTsubhromondal2017Pas encore d'évaluation
- Taguchi Method Approach On Effect of Lubrication Condition On Surface Roughness in Milling OperationDocument6 pagesTaguchi Method Approach On Effect of Lubrication Condition On Surface Roughness in Milling OperationBalu BhsPas encore d'évaluation
- IJETR041931Document4 pagesIJETR041931erpublicationPas encore d'évaluation
- Abrasive Water Jet Machining: By. Dr. Harlal Singh MaliDocument8 pagesAbrasive Water Jet Machining: By. Dr. Harlal Singh MaliMohit GuptaPas encore d'évaluation
- Comparison of Dry and Flood Turning in Terms of Quality of Turned PartsDocument6 pagesComparison of Dry and Flood Turning in Terms of Quality of Turned PartsBainun AkmalPas encore d'évaluation
- Metrology in Tool WearDocument17 pagesMetrology in Tool Wearsubhromondal2017Pas encore d'évaluation
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDocument6 pagesCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatPas encore d'évaluation
- By: Satish Kumar Singh (10n01a0349) Saicharan (10n01a0339) Shashidhar (10n01a0319) Vinod Reddy (10n01a0317) Vennela (10n01a0311)Document23 pagesBy: Satish Kumar Singh (10n01a0349) Saicharan (10n01a0339) Shashidhar (10n01a0319) Vinod Reddy (10n01a0317) Vennela (10n01a0311)mallam mallikarjunPas encore d'évaluation
- YoDocument6 pagesYoAkshay SharmaPas encore d'évaluation
- H Demir-E NasVolume13-11Document8 pagesH Demir-E NasVolume13-11Ahmad BaihaqiPas encore d'évaluation
- Empirical Modelling of Water-Jet Peening of 6063-T6 Aluminium AlloyDocument5 pagesEmpirical Modelling of Water-Jet Peening of 6063-T6 Aluminium AlloybilikerePas encore d'évaluation
- Image Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodDocument6 pagesImage Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodCamila SarabiaPas encore d'évaluation
- Ijmet 06 09 001Document9 pagesIjmet 06 09 001IAEME PublicationPas encore d'évaluation
- Optimization of The WEDM Parameters On MDocument10 pagesOptimization of The WEDM Parameters On MlarryPas encore d'évaluation
- Question CDocument10 pagesQuestion CDesalegn DgaPas encore d'évaluation
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDocument20 pagesMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyPas encore d'évaluation
- Lesson Plan & Assignment TE Sec C, D, EDocument15 pagesLesson Plan & Assignment TE Sec C, D, EBalaji DsPas encore d'évaluation
- IV A and BDocument6 pagesIV A and BBalaji DsPas encore d'évaluation
- Unit I: Gas Power CyclesDocument78 pagesUnit I: Gas Power CyclesBalaji DsPas encore d'évaluation
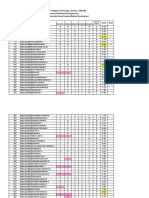
- Year/Sec: III/B Consolidated All Monthly Test MarksDocument9 pagesYear/Sec: III/B Consolidated All Monthly Test MarksBalaji DsPas encore d'évaluation
- Utra Iva Viii Sem BRDocument9 pagesUtra Iva Viii Sem BRBalaji DsPas encore d'évaluation
- Lab ScheduleDocument16 pagesLab ScheduleBalaji DsPas encore d'évaluation
- Monthly Test II Schedule-1Document2 pagesMonthly Test II Schedule-1Balaji DsPas encore d'évaluation
- Key Components Response PEODocument4 pagesKey Components Response PEOBalaji DsPas encore d'évaluation
- Thermal Engg Qbank 2017 FinalDocument10 pagesThermal Engg Qbank 2017 FinalBalaji DsPas encore d'évaluation
- Instructions To Contributors Journal of Scientific & Industrial Research (JSIR)Document4 pagesInstructions To Contributors Journal of Scientific & Industrial Research (JSIR)Balaji DsPas encore d'évaluation
- CanopusDocument6 pagesCanopusBalaji DsPas encore d'évaluation
- Meb 460 - Metrology & Measurement and Machine Tool Testing Practical ObjectivesDocument3 pagesMeb 460 - Metrology & Measurement and Machine Tool Testing Practical ObjectivesBalaji DsPas encore d'évaluation
- Unit 2 Fluid Mechanics: - Properties ofDocument54 pagesUnit 2 Fluid Mechanics: - Properties ofBalaji DsPas encore d'évaluation
- AgendaDocument1 pageAgendaBalaji DsPas encore d'évaluation
- Assessment of Fluoride Concentration Due To Thedevelopment of Subsurface Infra StructureDocument5 pagesAssessment of Fluoride Concentration Due To Thedevelopment of Subsurface Infra StructureBalaji DsPas encore d'évaluation
- Assessment of Fluoride Concentration Due To Thedevelopment of Subsurface Infra StructureDocument5 pagesAssessment of Fluoride Concentration Due To Thedevelopment of Subsurface Infra StructureBalaji DsPas encore d'évaluation
- FDTP ME 8493 Thermal EngineeringDocument3 pagesFDTP ME 8493 Thermal EngineeringBalaji DsPas encore d'évaluation
- Department InfrastructureDocument1 pageDepartment InfrastructureBalaji DsPas encore d'évaluation
- Parents Teacher MeetingDocument2 pagesParents Teacher MeetingBalaji DsPas encore d'évaluation
- Metallurgical Evaluation of Al 6063 Alloy Using Eddy Current Non-Destructive Testing ECNDTDocument11 pagesMetallurgical Evaluation of Al 6063 Alloy Using Eddy Current Non-Destructive Testing ECNDTBalaji DsPas encore d'évaluation
- Department of Mechanical Engineering ProfileDocument7 pagesDepartment of Mechanical Engineering ProfileBalaji DsPas encore d'évaluation
- Unit 2b 16 Projection of LinesDocument16 pagesUnit 2b 16 Projection of LinesBalaji DsPas encore d'évaluation
- International Conference On: About The University About The DepartmentDocument1 pageInternational Conference On: About The University About The DepartmentBalaji DsPas encore d'évaluation
- Unit-Iv Laser Metrology: Paavai Institutions Department of MechDocument44 pagesUnit-Iv Laser Metrology: Paavai Institutions Department of MechAlwarsamy RamakrishnanPas encore d'évaluation
- Unit - 2Document37 pagesUnit - 2Rajasekar ChockalingamPas encore d'évaluation
- Mechanical Lab Board ProofDocument19 pagesMechanical Lab Board ProofBalaji DsPas encore d'évaluation
- Question Bank KOMDocument19 pagesQuestion Bank KOMBalaji DsPas encore d'évaluation
- Procesos SCRUMDocument2 pagesProcesos SCRUMRosePas encore d'évaluation
- A Control System For DC Arc Furnaces For Power Quality ImprovementsDocument8 pagesA Control System For DC Arc Furnaces For Power Quality ImprovementsgtgreatPas encore d'évaluation
- MH16 Series ROOFTOP AC Manual REV 2013Document19 pagesMH16 Series ROOFTOP AC Manual REV 2013caleb perezPas encore d'évaluation
- Refrigerator: Service ManualDocument44 pagesRefrigerator: Service ManualBetileno QuadAlexPas encore d'évaluation
- 010 Zircoat MDocument3 pages010 Zircoat MvsdeepakchandraPas encore d'évaluation
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDocument3 pagesINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaPas encore d'évaluation
- Hydrocracking Reactor Temperature Control For Increased Safety, Reliability and PerformanceDocument8 pagesHydrocracking Reactor Temperature Control For Increased Safety, Reliability and Performancekirandevi1981Pas encore d'évaluation
- 38 Meter Wind Turbine Blade Design PDFDocument47 pages38 Meter Wind Turbine Blade Design PDFWalid MohammedPas encore d'évaluation
- Six Sigma Report Out TemplateDocument55 pagesSix Sigma Report Out Templatevijayasarathy201325350% (2)
- TDG11Document100 pagesTDG11Splycho GoranPas encore d'évaluation
- Vector VII 104-561kVA User Manual 6.6.1Document165 pagesVector VII 104-561kVA User Manual 6.6.1juliocanel2009100% (3)
- MSM Carbon FibreDocument35 pagesMSM Carbon FibrelokeshkrkushwahaPas encore d'évaluation
- Unit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadDocument13 pagesUnit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadNikhil JadhavPas encore d'évaluation
- FMS 2009 Question Paper and Answer KeyDocument6 pagesFMS 2009 Question Paper and Answer KeyHarish PotterPas encore d'évaluation
- 13 Ijee2962nsDocument15 pages13 Ijee2962nspurvakul10Pas encore d'évaluation
- Código BoogaDocument138 pagesCódigo BoogaJazmin SeguelPas encore d'évaluation
- Lldpe Petrothene Ga502-024Document2 pagesLldpe Petrothene Ga502-024Noe floresPas encore d'évaluation
- GAPS Guidelines: Deep Fat FryersDocument4 pagesGAPS Guidelines: Deep Fat FryersAsad KhanPas encore d'évaluation
- Didsn1811a (Skyair R-410a)Document12 pagesDidsn1811a (Skyair R-410a)Ari SetyawanPas encore d'évaluation
- Reviewer in Hairdressing (From Mastery Test)Document7 pagesReviewer in Hairdressing (From Mastery Test)peanut nutterPas encore d'évaluation
- Gear Trains ProblemsDocument9 pagesGear Trains Problemsa c s Kumar100% (1)
- Safety Inventory ExercisesDocument12 pagesSafety Inventory ExercisesParnabho KunduPas encore d'évaluation
- (4.5.0 ZULU Beta) (DUMP ALL) BTFL - Cli - 20230916 - 172153Document27 pages(4.5.0 ZULU Beta) (DUMP ALL) BTFL - Cli - 20230916 - 172153Dan MultiPas encore d'évaluation
- Literature ReviewDocument2 pagesLiterature ReviewkhairulPas encore d'évaluation
- Material Handling System and ASRS PDFDocument13 pagesMaterial Handling System and ASRS PDFHarsh PatelPas encore d'évaluation
- LSV-08-2 NCPDocument2 pagesLSV-08-2 NCPishtiaqPas encore d'évaluation
- Pre Check: 1. Vgrs System DescriptionDocument8 pagesPre Check: 1. Vgrs System DescriptionNickPas encore d'évaluation
- Lab 2Document8 pagesLab 2Hamid SaeedPas encore d'évaluation
- Upload Photosimages Into Custom Table & Print in Adobe FormDocument14 pagesUpload Photosimages Into Custom Table & Print in Adobe FormEmilSPas encore d'évaluation
- Muhammad Akif Naeem Open Ended Lab Signals and SystemDocument20 pagesMuhammad Akif Naeem Open Ended Lab Signals and SystemMuhammad Akif NaeemPas encore d'évaluation