Académique Documents
Professionnel Documents
Culture Documents
Overpressure Protection
Transféré par
rodrigoperezsimoneCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Overpressure Protection
Transféré par
rodrigoperezsimoneDroits d'auteur :
Formats disponibles
2.
4 Overpressure Protection
• Types and application of pressure relieving devices
q
• Code requirements
• Sizing methodology; API 520 and 521
• Specific operation and maintenance requirements; API 576
Overpressure Protection
• A paramount safety consideration is the prevention of
loss of containment due to vessel or pipeline
overpressure situations.
– Loss of containment can result in impact to human life
and the environment, when flammable, explosive,
hazardous, or toxic chemicals are released to the
p
atmosphere.
– Loss of containment can also result in economic
impact due to production unit replacement/repair costs
and production losses.
Nabil Al-Khirdaji, M.Eng., P.Eng. 1
Over-Pressure Protection
• Wherever pressure equipment and piping systems
are used, continuous vigorous effort is required
throughout the plant life cycle to safeguard such
equipment and avoid overpressure-related ruptures.
Failures happen when the internal pressure of a vessel
exceeds its maximum allowable working pressure (MAWP),
often from a build-up of heat or materials.
• Ruptures
p of vessels,, boilers,, piping,
p p g, seals,, and
connections, can lead to fire and explosion, and the
loss of liquids and vapors, all of which threaten
personnel safety and the environment, and could
result in significant asset losses.
What is the Hazard?
• Despite safety precautions …
– Equipment failures
– Human error, and
– External events, can sometimes lead to …
• Increases in process pressures beyond safe levels,
potentially
t ti ll resulting
lti in
i …
• OVERPRESSURE due to a RELIEF EVENT
Nabil Al-Khirdaji, M.Eng., P.Eng. 2
Potential Consequences of Pressure
Vessel Overpressure
Accumulation
Significance Potential Consequence
(% over MAWP)
ASME code allowable accumulation for
No expected consequence at this
10% process upset cases (non-fire)
accumulation level.
protected by a single relief device
ASME code allowable accumulation for
No expected consequence at this
16% process upset cases protected by
accumulation level.
multiple relief devices
ASME code allowable accumulation for
No expected consequence at this
21% external fire relief cases regardless of
accumulation level.
the number of relief devices
Possible leaks in associated
ASME standard hydrostatic
y test pressure
p
50% instr mentation etc
instrumentation, etc. Medi
Medium
m
(may be 30% on new designs)
consequence.
Catastrophic vessel rupture remote
possibility. Significant leaks
Minimum yield strength (dependent on
90% probable. Failure of damaged vessel
materials of construction)
areas (corrosion, cracks, blisters,
etc. likely. High consequence.
Ultimate tensile strength (dependent on Catastrophic vessel rupture predicted.
300%
materials of construction) Highest consequence.
Potential Lines of Defense
• Inherently Safe Design
– Low
L pressure processes
• Passive Control
– Overdesign of process equipment
• Active Control
– Install Relief Systems
Nabil Al-Khirdaji, M.Eng., P.Eng. 3
Basic Equipment Protection Layer
Local motor control
Pressure relief devices
Manual shut-off valves
Pressure Envelope Integrity
Relationships between equipment, overpressure
scenarios, and relief devices
Equipment
Overpressure
Relief Devices
Scenarios
Primary objective: Ensure that all equipment
has the necessary overpressure protection
Nabil Al-Khirdaji, M.Eng., P.Eng. 4
Thermal Expansion of Trapped Liquid
• Liquids contained within process vessels and
piping
i i willill normally
ll expandd when
h heated.
h t d
• If the pipe or vessel is filled completely with
liquid and the liquid is blocked in, the trapped
liquid can generate large enough overpressure
to result in catastrophic failure of the piping or
vessel. Thus, trapped liquid subjected to
heating is an example of hazardous energy
storage.
Estimation of Pressure Increase of
Heated Trapped Liquid
The following equation can be used to estimate the
pressure increase with temperature of a liquid when
trapped inside a fixed volume, rigid container.
β
∆P =
κ ∆T
β is the coefficient of thermal expansion
κ is the isothermal compressibility
compressibilit coefficient
∆P is the pressure increase induced by the temperature increase ∆T
This calculation is only an estimate since, at small ∆P, real piping and
pressure vessels will undergo elastic deformation which will relieve some
of the overpressure caused by thermal expansion. But as ∆T increases,
the overpressure can easily reach the burst pressure of the component.
Nabil Al-Khirdaji, M.Eng., P.Eng. 5
Isothermal Compressibility and Thermal
Expansion Coefficients for Select Liquids
β is the coefficient of thermal expansion
κ is the isothermal compressibility coefficient
Pressure Increase in a Rigid Container
Vs. Liquid Temperature Increase
The hazard presented by heating of a trapped liquid is overpressure
Nabil Al-Khirdaji, M.Eng., P.Eng. 6
Pressure Relief Devices
• By definition, pressure relief devices are
actuated
t t d by
b inlet
i l t static
t ti pressure andd are
designed to open during an emergency or
abnormal condition to prevent a rise of internal
fluid pressure above the maximum allowable
working pressure of the system.
Pressure Relief Devices
• Since pressure relief devices are the final line of
defense to prevent possible over pressurization
pressurization, it is
imperative that they be properly designed, sized, set,
installed, inspected, and maintained.
• These devices must be self-acting and meet the
rigorous requirements of the ASME B&PV Code.
Pressure relief requirements for new pressure vessels
are defined in ASME Section VIII, Div. 1 Paragraphs
UG-125 through UG-136
Nabil Al-Khirdaji, M.Eng., P.Eng. 7
Overpressure Protection
• Industry standards from the American Petroleum Institute
(API) and American Society of Mechanical Engineers
(ASME) provide criteria for the design and protection of
vessels and pipelines from rupture or damage caused by
excess pressure.
• In conventional designs, pressure relief devices (PRD),
such as pressure relief valves, rupture discs, etc. are used
as the primary means of pressure protection.
• The design of each pressure relief device is based on the
assessment of all credible overpressure scenarios, such as
typically experienced with the total loss of cooling or
power supply, external fire, etc.
Safety Relief System
Two ggeneral classes of devices
- Self-Closing: design provides for
closing of flow path when the system
pressure returns within its acceptable
range
Example - Spring safety valve
- Non-self-closing: Remains open.
Typically, the process must be shutdown
and the device replaced
Copyrights by CCPS/American Institute of
Example: Burst diaphragm Chemical Engineers and copied with the
permission of AIChE
Nabil Al-Khirdaji, M.Eng., P.Eng. 8
Pressure Relief Valves
• Pressure Relief Valve (PRV): generic term applied to
relief valves, safety valves and safety relief valves,
designed
g to reclose automatically.
y
• Relief Valve: spring loaded pressure relief device
actuated by the static pressure upstream of the device,
which opens in proportion to the pressure increase over
the opening pressure. It is used primarily with liquids.
• Safety Valve: spring loaded pressure relief valve actuated
by the static pressure upstream of the valve. It normally
has a rapid or pop opening characteristic and is generally
used for compressible fluids i.e. Steam and gases.
• Safety Relief Valve: spring loaded pressure relief valve
that may be used as a safety or relief valve.
Safety and Relief Valves
Nabil Al-Khirdaji, M.Eng., P.Eng. 9
Conventional Spring Loaded Safety Relief Valve
1. At a pressure below the set pressure
(typically 93 to 98% of set pressure,
d
depending
di upon valve l maintenance,
i
seating type, and condition), some slight
leakage (“simmer”) may occur between
the valve seat and disc. This is due to
the progressively decreasing net closing
force acting on the disc (spring pressure
minus internal pressure).
2. As the operating pressure rises, the
resulting force on the valve disc
increases, opposing the spring force,
until at the set pressure (normally
adjusted to equal the vessel design
pressure) the forces on the disc are
balanced and the disc starts to lift.
Balanced Bellows Spring Loaded Safety Relief
Valve
Balanced Pressure Relief Valve:
A spring loaded pressure relief
valve that incorporates a bellows
or other means for minimizing
the effect of back pressure on the
Operational characteristics of the
valve
Nabil Al-Khirdaji, M.Eng., P.Eng. 10
Piston Type Pilot Operated PRV
When the set pressure of the pilot
is reached, it opens and
depressurizes the volume above
the piston (or diaphragm), either
to the atmosphere or into the
discharge header, thus reducing
the load on the top of the piston
(or diaphragm) to the point
where the upward force on the
seat can overcome the downward
loading.
This causes lifting of the piston
(or diaphragm) to its full open
position
Consolidated’s 1900™
Pressure Relief Valves
DESIGN
Superior design for the demanding requirements of the process market
EXPERIENCE
Over 100+ years of research, engineering, manufacturing, and application knowledge
100,000+ valves in service
HEAVY DUTY CONSTRUCTION
Robust construction allows higher set pressures
Longer valve life
Heavy construction can mean fewer valves, a substantial cost savings
COST EFFECTIVE VALVE MANAGEMENT SERVICES
Valves designed for lowest life-cycle cost
Global aftermarket network of Green Tag® Service Centers is industry leader in
valve service management
Industry leading sizing and selection software
Safety systems evaluation and optimization
Green Tag is a registered trademark of Dresser Inc.
Nabil Al-Khirdaji, M.Eng., P.Eng. 11
The Designs You Need
1900-35 BALANCED
CONVENTIONAL BALANCED 1900 P SERIES BELLOWS WITH
BELLOWS ASME SEC. I PISTON BACKUP
Designed for “Blocked For applications with For steam or organic For critical applications
Flow” or “Accidental Fire” excessive build-up or vapor service. where bellows backup is
over-pressure protection superimposed back Available with open or required
pressure closed bonnet
Materials for the Most Demanding
Applications
A WIDER RANGE OF TEMPERATURES
From -425
425oF (-254
( 254oC) to +1500oF (+816oC) Ask
for a copy of our Lloyd’s Register Low Temp.
Test Certification.
MORE MATERIALS
Standard options for corrosive services, Monel®
Hastelloy®, alloy 20, duplex, super duplex,
titanium, zirconium
Custom options available
INDUSTRY SPECIFIC DESIGNS
Special design for HF Alky applications.
Developed in conjunction with a leading HF Alky
process system designer
Monel is a registered trademark of INCO Alloys/Special Metals
Hastelloy is a registered trademark of Haynes International
Nabil Al-Khirdaji, M.Eng., P.Eng. 12
A Soft Seat, With Metal Backup
Added Safety for the Most Critical
Condition
A secondary metal seat backup assures SNAP RING
sealingg duringg accidental fire conditions,, REDUCES
when flammable media containment is DAMAGE TO
DISC DURING
essential
MAINTENANC
E
Soft seats conserve expensive media and
reduce fugitive emissions
Unique design uses operating pressure to
assist the sealing force
Superior soft seat design can be used for
set pressures to 6000 psig (413 Barg).
Many other manufacturers are limited to
1500 psig (103 Barg)
METAL
BACKUP
THERMODISC™ seat seal
Lowers Maintenance Cost
Spring System pressure acting on flexible lip maintains a tight seal. This design
Force prevents leaks, the main cause of seat damage and valve failure
Ask for a temperature compensating THERMODISC seat seal for steam or
organic vapor applications
Flexible Lip
System 5o Angle
Pressure
Nozzle’s shape
changes during temp.
fluctuations
Nabil Al-Khirdaji, M.Eng., P.Eng. 13
The Eductor Tube Advantage
EDUCTOR
FAST RESPONSE TUBE
Increases the lifting force for faster response to
dangerous system overpressure
SHORTENED SYSTEM UPSET
Ensures full rated capacity at low overpressure. Full
open sooner and at lower overpressure for quicker
reduction of system upset condition
LESS WASTE OF EXPENSIVE MEDIA
Provides a uniform response to blow down control
adjustment, conserving your media and saving you
money
FLOW PATH OF FLUID THROUGH THE VALVE
Pressure Relief Devices
Pressure Relief Devices
Non-Reclosing Vacuum Relief Pressure Relief
Pressure Relief Devices Devices Valves
Breaking Pin Spring Loaded Spring Loaded Pilot Operated
Device Rupture Disc Non-Reclosing Pressure Pressure Relief Pressure Relief
Relief Device Valve Valve
Conventional Scored Tension Relief Valve Conventional
Composite Reverse Action Safety Valve Balanced
Graphite Safety Relief
Valve
Nabil Al-Khirdaji, M.Eng., P.Eng. 14
API 520 Definitions
Pressure Relief Valve: A pressure relief device
designed
g to open
p and relieve excess ppressure and to
reclose and prevent the further flow of fluid after
normal conditions have been restored.
a. A relief valve is a spring loaded pressure relief valve
actuated by the static pressure upstream of the valve. The
valve opens normally in proportion to the pressure
increase over the opening pressure. A relief valve is used
primarily
i il with
i h incompressible
i ibl fluids.
fl id
b. A safety valve is a spring loaded pressure relief valve
actuated by the static pressure upstream of the valve and
characterized by rapid opening or pop action. A safety
valve is normally used with compressible fluids.
API 520 Definitions
Pressure Relief Valve (cont’d)
c. A safety relief valve (SRV) is a spring
loaded pressure relief valve that may be
used as either a safety or relief valve
depending on the application
d A conventional pressure relief valve is a
d.
spring loaded pressure relief valve whose
operational characteristics are directly
affected by changes in the back pressure..
Nabil Al-Khirdaji, M.Eng., P.Eng. 15
ASME Section VIII – Div.1
UG–125 General (Excerpts)
• (a) All pressure vessels within the Scope of this
Division irrespective of size or pressure,
Division, pressure shall be
provided with pressure relief devices in accordance
with the requirements of UG–125 through UG–137.
• It is the responsibility of the user to ensure that the
required pressure relief devices are properly installed
prior to initial operation.
These pressure relief devices need not be supplied by
the vessel Manufacturer.
• Unless otherwise defined in this Division, the
definitions relating to pressure relief devices in
Section 2 of ASME PTC 25 shall apply.
ASME Section VIII – Div.1
UG–125 General (Excerpts)
• (c) All pressure vessels other than unfired steam
b il shall
boilers h ll be
b protected
t t d by
b a pressure relieving
li i
device that shall prevent the pressure from rising more
than 10% or 3 psi, whichever is greater, above the
maximum allowable working pressure except as
permitted in (1) and (2) below. (See UG–134 for
pressure settings.)
• (1) When multiple pressure relief devices are provided
and set in accordance with UG 134(a), they shall
prevent the pressure from rising more than 16% or 4
psi, whichever is greater, above the maximum
allowable working pressure.
Nabil Al-Khirdaji, M.Eng., P.Eng. 16
ASME Section VIII – Div.1
UG–125 General (Excerpts)
(2) Where an additional hazard can be created by
exposure off a pressure vessell to fire
fi or other
h
unexpected sources of external heat, supplemental
pressure relief devices shall be installed to protect
against excessive pressure.
Such supplemental pressure relief devices shall be
capable of preventing
pre enting the pressure
press re from rising more
than 21% above the maximum allowable working
pressure.
UG–127 Nonreclosing Pressure
Relief Devices (Excerpts)
(a) Rupture Disk Devices
(1) General. Every rupture disk shall have a marked
burst pressure established by rules of UG–137(d)(3)
within a manufacturing design range at a specified
disk temperature and shall be marked with a lot
number.
Th burst
The b pressure tolerance
l at the
h specified
ifi d disk
di k
temperature shall not exceed ±2 psi for marked burst
pressure up to and including 40 psi and ±5% for
marked burst pressure above 40 psi.
Nabil Al-Khirdaji, M.Eng., P.Eng. 17
UG–127 Nonreclosing Pressure
Relief Devices (Excerpts)
3) Application of Rupture Disks
(a) A rupture disk device may be used as the sole
pressure relieving device on a vessel.
Note: When rupture disk devices are used, it is
recommended that the design pressure of the vessel
be sufficiently above the intended operating pressure
to provide sufficient margin between operating
pressure andd rupture disk
d k bursting
b pressure to
prevent premature failure of the rupture disk due to
fatigue or creep.
UG–127 Nonreclosing Pressure
Relief Devices (Excerpts)
(b) A rupture disk device may be installed between
a pressure relief valve and the vessel provided:
(1) the combination of the pressure relief valve and
the rupture disk device is ample in capacity to meet
the requirements of UG–133(a) and (b);
(2) the marked capacity of a pressure relief valve
((nozzle type)
yp ) when installed with a rupture
p disk
device between the inlet of the valve and the vessel
shall be multiplied by a factor of 0.90 of the rated
relieving capacity of the valve alone, or alternatively,
the capacity of such a combination shall be
established in accordance with (3) below;
Nabil Al-Khirdaji, M.Eng., P.Eng. 18
UG–127 Nonreclosing Pressure
Relief Devices (Excerpts)
(3) the capacity of the combination of the rupture disk
device and the pressure relief valve may be
established in accordance with the appropriate
paragraphs of UG–132;
(4) the space between a rupture disk device and a
pressure relief valve shall be provided with a pressure
gage a try cock
gage, cock, free vent,
vent or suitable telltale
indicator. This arrangement permits detection of disk
rupture or leakage.
UG–133 Determination Of
Pressure Relieving Requirements
(a) Except as permitted in (b) below, the aggregate
capacity of the pressure relief devices connected to
any vessel or system of vessels for the release of a
liquid, air, steam, or other vapor shall be sufficient to
carry off the maximum quantity that can be generated
or supplied to the attached equipment without
permitting a rise in pressure within the vessel of more
than 16% above the maximum allowable working
pressure when the pressure relief devices are blowing.
Nabil Al-Khirdaji, M.Eng., P.Eng. 19
UG–133 Determination Of
Pressure Relieving Requirements
(b) Pressure relief devices as permitted in UG–
125(c)(2) as protection against excessive pressure
125(c)(2),
caused by exposure to fire or other sources of external
heat, shall have a relieving capacity sufficient to
prevent the pressure from rising more than 21% above
the maximum allowable working pressure of the
vessel when all pressure relief devices are blowing.
( )V
(c) Vessels
l connectedd together
h byb a system off
adequate piping not containing valves which can
isolate any vessel may be considered as one unit in
figuring the required relieving capacity of pressure
relief devices to be furnished.
Required PRD Set Pressure
• Set pressure is defined as the pressure at which the
pressure relief device will begin to open.
open B&PV Code
requirements for set pressure are given in Table 1
(next slide)
• These requirements are based on the Maximum
Allowable Working Pressure (MAWP) of the system.
• The MAWP is based on the ASME B&PV code for
the
h most severe pressure and d temperature
combination expected in normal operation.
Nabil Al-Khirdaji, M.Eng., P.Eng. 20
PRV Discharge Piping to Flare
Header System
• Pressure relief valve discharge piping to a closed
relief system should be self-draining
self draining to the blowdown
drum or other means for liquid/vapor separation and
disposal.
• The main headers should be continuously sloped so
that there are no pockets for liquid accumulation.
• PRV discharge piping and main headers may be
subjected
bj d to very wide
id temperature ranges. This
Thi
should be considered in their design and layout.
Typical Pressure Relief Valve
Without a Stop Valve
Nabil Al-Khirdaji, M.Eng., P.Eng. 21
Typical Pressure Relief Valve
With a Stop Valve
NOTE: The stop valve must have a full port area greater than or equal to the inlet size of the
pressure relief valve. The stop valve should be used only as permitted by applicable codes.
Typical SRV Installation - Open Discharge
Per the ASME B&PV
Code the inlet piping
Code,
must be equal to or
larger than the nominal
size of the relief device
inlet.
The inlet piping must be
d i d so that
designed h the
th
total pressure loss does
not exceed 3% of the
SRV set pressure.
Nabil Al-Khirdaji, M.Eng., P.Eng. 22
Isolation Block Valves Related to PRDs
• Multiple Process Vessel Protection
– ASME paragraph UG-133(c)
• Vessels connected together by piping not containing
valves which can isolate any vessel may be considered as
one unit when figuring the required relieving capacity
Reactor RGC
Feed
Heater
HP Separator
Isolation Block Valves Related to PRDs
• Isolation Block Valves Related to
PRDs cw
( ) There shall be no
– UG-135(d):
stop valves between the vessel
and its PRDs except:
when they are so constructed
or positively controlled that
the closing of the maximum
number of block valves
possible
ibl att one ti
time will
ill nott
reduce the relieving capacity
provided by the unaffected
Steam
PRDs below the required
relieving capacity, or
Appendix M is met
Nabil Al-Khirdaji, M.Eng., P.Eng. 23
Isolation Block Valves Related to PRDs
Previous Appendix M
Stop valves could always be installed on the upstream and
downstream of a relief valve to permit inspection, testing and
maintenance if the following conditions are met
1 Administrative
1. Ad i i i Controls
C l are provided
id d to prevent
unauthorized closure of the valve
2. Mechanical locking devices are installed on the valves
3. Valve failure controls are provided to prevent accidental
closure
4. Procedures are in place to provide other pressure relief
when the relief valve is out of service
– An authorized person shall continuous monitor the pressure
condition and be able to respond promptly by opening other
valves or by closing the source of overpressure
– Person shall be dedicated with no other duties
– Person shall have documented procedures and training
– System should be isolated only for the time required
– Time required should be kept to an absolute minimum
Isolation Block Valves Related to PRDs
Recent ASME revisions to Appendix M
– Paragraph M-5(g) Stop valves, including remote operated
valves, may be provided in the relief path where there is
normally a process flow if the following are met:
– M-5(g)(1)
M 5( )(1) Th
The fl
flow resistance
i off the
h stop valve
l ddoes not
reduce the relieving capacity required
– M-5(g)(2) Closure of the valve will be apparent to the
operator such that corrective action can be taken and:
a) If the pressure due to closure of the valve does not exceed 116% of
MAWP, then no controls are required
b) If the pressure due to closure of the valve does not exceed
y
hydrostatic test ppressure multiplied
p by
y the ratio of the stress values at
hydro and operating temperatures, and considering corrosion, then
Administrative Controls and Mechanical Locking Elements are
required
c) If the pressure exceeds that in b), then the stop valves shall be
eliminated or provide Administrative Controls, Mechanical Locking
Elements, Valve Failure Controls and Valve Operation Controls or
provide a relief device on each vessel.
Nabil Al-Khirdaji, M.Eng., P.Eng. 24
Isolation Block Valves Related to PRDs
• Administrative Controls for stop valves are procedures
intended to ensure that personnel actions do not
compromise the overpressure protection of the equipment.
Administrative Controls for stop valves include:
(1) Documented Operation and Maintenance Procedures
(2) Operator and Maintenance Personnel Training in the
above procedures
• Mechanical Locking Elements are physical barriers to
valve operation and they must be deliberately removed to
close the valve
valve, ee.g.
g chain locks
locks, plastic or metal straps,
straps
car seals, etc.
• Valve Failure Controls are measures taken in the design
and installation of a valve to assure that it does not fail
closed
Code Requirements for Staggered
PRD Settings
• For ASME Code applications, one pressure relief
device must be set at or below the maximum
allowable working pressure of the protected vessel.
• Additional devices may be set to open at higher
pressures, but in no case except under fire conditions
should the setting be more than 105% of the
maximum allowable working pressure.
• When a pressure vessel is exposed to fire or another
unexpectedd source off externall heat,
h any supplemental
l l
pressure relieving devices may be set to open at a
pressure not more than 110% of the maximum
allowable working pressure of that vessel.
Nabil Al-Khirdaji, M.Eng., P.Eng. 25
PRD Set Pressure - Vessels & Piping
% MAWP Description
121 Maximum allowable relievingg ppressure for fire contingencies
g
116 Maximum allowable relieving pressure for multiple pressure
relief devices (except fire)
110 Maximum allowable relieving pressure for single relief device
(process contingencies)
Maximum allowable set pressure for supplemental valves (fire
contingencies)
105 Maximum allowable set pressure for additional valves (process
contingencies)
100 Maximum Allowable Working Pressure (MAWP)
Maximum allowable set pressure for single valve
85 - 90 Typical maximum operating pressure
Set Pressure Tolerance/
Blowdown/Overpressure
Nabil Al-Khirdaji, M.Eng., P.Eng. 26
Standards Relating to PRDs
ASME Pressure Relief Device
Certification Symbols
Emergency Relief System Design - 1
• The design basis for the ERS system is based on
the identification of the "Worst Credible Scenario"
(WCS).
• Process upset conditions and fire cases are
considered (Refer to API Scenario Checklist)
• Where thermally initiated polymerization is
possible (in a fire) the reaction and subsequent
two-phase venting should be considered.
Nabil Al-Khirdaji, M.Eng., P.Eng. 27
Emergency Relief System Design - 2
• For each scenario p proposed,
p design
g calculations
should performed to estimate the orifice size of the
relief device that would adequately protect the
equipment.
• The scenario requiring the largest orifice size is
identified as the "Worst Credible Scenario," and
should be used as the design basis for the device,
and documented in the safeguarding manual.
• Calculations for all cases should be documented in
the files for each device.
API RP 521 Scenario Check List
Item Overpressure Cause Item Overpressure Cause
1 Closed outlets on vessels 9 Failure of automatic control
2 Cooling water failure to condenser 10 Abnormal heat or vapor input
3 Top-tower reflux failure 11 Split exchanger tube
4 Side stream reflux failure 12 Internal explosions
5 Lean oil failure to absorber 13 Chemical Reaction
6 Accumulation of noncondensables 14 Hydraulic expansion
7 Entrance of highly volatile material 15 Exterior fire
8 Overfilling storage or surge vessel 16 Power failure (steam, electric, other)
Nabil Al-Khirdaji, M.Eng., P.Eng. 28
Typical PRV Sizing Scenarios
1. Inlet control valve
failure
2. Blocked outlet
3. Loss of overhead
coolant
4. Reboiler tube rupture
5. External fire
Distillation system schematic
Common Relief Cases
Nabil Al-Khirdaji, M.Eng., P.Eng. 29
PRV Reaction Forces
PRV discharging directly to atmosphere without discharge piping.
Gas/Vapor:
Steam:
If Fg(s) is less than or equal to 0.0 use Fg(s) = 0.0.
PRV Reaction Forces
Where:
W e e:
F = Total reaction force at the point of discharge to
atmosphere, pounds force.
Fg = Component of reaction force due to static pressure at
the valve outlet for gas/vapor applications, pounds force.
Fs = Component of reaction force due to static pressure at
the valve outlet for steam applications, pounds force.
C = Coefficient determined from an expression of the ratio
of specific heats of the gas or vapor at standard conditions.
(Reference Table T7-7).
K = Effective coefficient of discharge. K = 0.975.
Nabil Al-Khirdaji, M.Eng., P.Eng. 30
PRV Reaction Forces
A = Effective discharge area, square inches.
Ao = Outlet cross-sectional
cross sectional area,
area square inches.
inches
P1 = Relieving pressure, pounds per square inch,
absolute. This is set pressure (psig) + overpressure
(psi) + atmospheric pressure (psia).
Pa = Atmospheric pressure (psia).
k = Ratio of specific heats of the fluid.
Kn = High pressure steam correction factor.
Kr = Correction for ratios of specific heats of other
than 1.4.
Example: PRV Reaction Forces-1
Fluid: Natural Gas
q
Required Capacity:
p y 5900 lb/hr
Set Pressure: 210 psig
Overpressure: 10%
Relieving Pressure: 245.7 psia
Ratio of Specific Heats: 1.27
Coefficient C:
Coefficient, 344
Calculated Area: 0.397 square inches
Valve Selected: 1-1/2 G 2-1/2
Selected Area: 0.503 square inches
Nabil Al-Khirdaji, M.Eng., P.Eng. 31
Example: PRV Reaction Forces-2
KAP1Kr
Fg = - Pa Ao
Wh
Where: 1 383Ao
1.383A
K = 0.975
A = 0.503 (Effective area of selected valve)
P1 = 245.7 psia
Kr = 1.04 (Table 2.3.1)
Pa = 14.7 psia
Ao = (2-1/2)2 ( p / 4) = 4.909 square inches
(0.975)(0.503)(245.6)(1.04)
Fg = - 14.7 (4.909)
(1.383)(4.909)
Fg = 18.5 lb.
Example: PRV Reaction Forces-3
Calculate Reaction Force, F:
Where:
C = 344 (Table 2.3.2)
k = 1.27
Nabil Al-Khirdaji, M.Eng., P.Eng. 32
T 2.3.1 - PRV Reaction Forces
Correction For Ratio of Specific Heats
Coefficient C Vs. Specific Heats Ratio, k
Nabil Al-Khirdaji, M.Eng., P.Eng. 33
T 2.3.2 - Coefficient C Vs. k
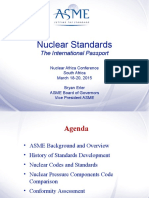
Non-Conformance of Pressure Relief
Systems with Recommended Practices
15% Improper Installation
9% Undersized Device
12% No Relief Device
64% Meets standards
0 10 20 30 40 50 60 70
Based on a 2002 study by Berwanger Inc. covering approximately 420
processing units, 42,000 pieces of equipment, and 25,000 relief devices
in oil and gas, refining, petrochemical, and chemical facilities.
Nabil Al-Khirdaji, M.Eng., P.Eng. 34
PRD Default Initiating Event
(API 581)
Event IEFi
Overpressure
p Demand Case
Frequency
F ((events/year)
t/ ) R f
Reference
1 per 250 0.004
Fire
years 9.7
Blocked Discharge with Administrative Controls in 1 per 100
Place Years 0.01
9.11
1 per 10
Blocked Discharge without Administrative Controls 0.1
years 9.11
1 per 10
Loss of Cooling Water Utility 0.1
years 97
9.7
1 per 100 Assumed same as
Thermal Relief with Administrative Controls in Place 0.01
Years Blocked Discharge
1 per 10 0.1 Assumed same as
Thermal Relief without Administrative Controls
years Blocked Discharge
1 per 12.5
Electrical Power Supply failure 0.08
years 9.7
Control Valve Failure, Initiating event is same direction 1 per 10 0.1
as CV normal fail position years 9.1
High Integrity Pressure
Protection Systems (HIPPS)
Code Requirements
q
• Until August 1996, ASME required the use of pressure
relief devices for pressure vessels designed in accordance
with Section VIII, Division 1, para UG-125(a) Section
VIII, Division 2, para, AR-100.
• The approval of ASME Code Case 2211 in August 1996
changed this position by defining the conditions for which
overpressure protection may be provided by a Safety
I t
Instrumented
t d System
S t (SIS) instead
i t d off a pressure relief
li f
device.
• While no specific performance criteria are included in
Code Case 2211, the use of HIPPS must result in an
installation as safe or safer than the conventional
design.
Nabil Al-Khirdaji, M.Eng., P.Eng. 35
High Integrity Pressure
Protection Systems (HIPPS)
• API 521 and Code Case 2211 of ASME Section VIII,,
Division 1 and 2, provide an alternative to pressure relief
devices, namely, the use of an instrumented system to protect
against overpressure.
• When used, this instrumented system must meet or exceed
the protection provided by the pressure relief device.
• These instrumented systems are safety instrumented systems
(SIS), since their failure can result in the release of hazardous
chemicals and/or the creation of unsafe working conditions.
conditions
• They must be designed according to ANSI/ISA S84.01-1996
or the international standard IEC 61511.
• Overpressure protection requires high SIS integrity; thus,
these systems are called High Integrity Pressure Protection
Systems (HIPPS).
ANSI/ISA S84 Performance
Requirements
Integrity
g y Safetyy PFD ((Probabilityy RRF
Level Availability of Failure on (Risk Reduction
Demand) Factor)
1 - S. Availability 1 / PFD
3 99.9 - 99.99% .001 - .0001 1,000 - 10,000
2 99 - 99.9% .01 - .001 100 - 1,000
1 90 - 99% .1 - .01 10 - 100
0 Process Control - Not Applicable
Nabil Al-Khirdaji, M.Eng., P.Eng. 36
Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- SAEP 317Document22 pagesSAEP 317rodrigoperezsimonePas encore d'évaluation
- Improvements in Design and Fitness Evaluation of Above Ground Steel Storage TanksDocument284 pagesImprovements in Design and Fitness Evaluation of Above Ground Steel Storage TanksrodrigoperezsimonePas encore d'évaluation
- McnallyDocument2 030 pagesMcnallyromi_hamdani100% (1)
- NF EN 13445-2 V1/AC1: Décembre 2015Document37 pagesNF EN 13445-2 V1/AC1: Décembre 2015rodrigoperezsimonePas encore d'évaluation
- Vci Guideline For Bolted Flanged Joint Assembly in Process Plants PDFDocument21 pagesVci Guideline For Bolted Flanged Joint Assembly in Process Plants PDFrodrigoperezsimonePas encore d'évaluation
- Bulging Modes of Circular Bottom Plates in Rigid Cylindrical Containers Filled With A LiquidDocument19 pagesBulging Modes of Circular Bottom Plates in Rigid Cylindrical Containers Filled With A LiquidrodrigoperezsimonePas encore d'évaluation
- Asme Sect. Viii Div-I Codes, Standards & SpecificationsDocument72 pagesAsme Sect. Viii Div-I Codes, Standards & SpecificationsrodrigoperezsimonePas encore d'évaluation
- Brittle FractureDocument42 pagesBrittle FracturerodrigoperezsimonePas encore d'évaluation
- 48023Document41 pages48023Fabian Eduardo Tapia CisternasPas encore d'évaluation
- Bryan Erler - ASMEDocument35 pagesBryan Erler - ASMErodrigoperezsimonePas encore d'évaluation
- Spromak: Manufacturers ofDocument21 pagesSpromak: Manufacturers ofrodrigoperezsimonePas encore d'évaluation
- Shear Stress Though Tapered Pipe Thread - Eng-TipsDocument4 pagesShear Stress Though Tapered Pipe Thread - Eng-TipsrodrigoperezsimonePas encore d'évaluation
- NPT Joint Strength TableDocument1 pageNPT Joint Strength TablerodrigoperezsimonePas encore d'évaluation
- Thread-O-Ring Fittings: For Sizes: 2-And 3-InchDocument3 pagesThread-O-Ring Fittings: For Sizes: 2-And 3-InchrodrigoperezsimonePas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- EASA CS-22 Certification of SailplanesDocument120 pagesEASA CS-22 Certification of SailplanessnorrigPas encore d'évaluation
- Specification For Neoprene Coating On The Riser CasingDocument17 pagesSpecification For Neoprene Coating On The Riser CasingLambang AsmaraPas encore d'évaluation
- Etm API 600 Trim MaterialDocument1 pageEtm API 600 Trim Materialmayukhguhanita2010Pas encore d'évaluation
- Samsung WF8500NMW8Document180 pagesSamsung WF8500NMW8Florin RusitoruPas encore d'évaluation
- Booklet The 8th JAKINUDocument20 pagesBooklet The 8th JAKINUsamuelionardiPas encore d'évaluation
- Present Perfect Mind MapDocument2 pagesPresent Perfect Mind MappaulssPas encore d'évaluation
- Prepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADDocument29 pagesPrepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADBino JosephPas encore d'évaluation
- EmbOS GenericDocument324 pagesEmbOS Genericbogd33Pas encore d'évaluation
- Smartpilot s1 s1g Service ManualDocument30 pagesSmartpilot s1 s1g Service Manualmalte winbaldPas encore d'évaluation
- 02b. POS Learn ModuleDocument7 pages02b. POS Learn ModuleKUHINJAPas encore d'évaluation
- RCD - SEF (Liquidating)Document40 pagesRCD - SEF (Liquidating)Chie NemzPas encore d'évaluation
- BronchiolitisDocument5 pagesBronchiolitisreshianePas encore d'évaluation
- Landis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63Document5 pagesLandis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63kulukundunguPas encore d'évaluation
- Food Product Innovation PDFDocument35 pagesFood Product Innovation PDFDidik HariadiPas encore d'évaluation
- Assignment ProblemDocument3 pagesAssignment ProblemPrakash KumarPas encore d'évaluation
- Unit 5-People Should Manage Nature-Ts-Planning Guide-Grade 5Document1 pageUnit 5-People Should Manage Nature-Ts-Planning Guide-Grade 5api-457240136Pas encore d'évaluation
- Checkpoints Before Transformer InstallationDocument3 pagesCheckpoints Before Transformer InstallationBeaBustosPas encore d'évaluation
- TODO Data Sheet PDFDocument70 pagesTODO Data Sheet PDFJake ZyrusPas encore d'évaluation
- Small Scale IndustriesDocument6 pagesSmall Scale IndustriesMangesh KadamPas encore d'évaluation
- Student Ought To Possess To Produce Clean-Up and In-Between DrawingsDocument2 pagesStudent Ought To Possess To Produce Clean-Up and In-Between Drawingscristian friasPas encore d'évaluation
- Namma Kalvi 10th English Pta Model Question Papers 217163Document36 pagesNamma Kalvi 10th English Pta Model Question Papers 217163609001Pas encore d'évaluation
- Chirimuuta, Mazviita - Outside Color - Perceptual Science and The Puzzle of Color in Philosophy-The MIT Press (2017)Document263 pagesChirimuuta, Mazviita - Outside Color - Perceptual Science and The Puzzle of Color in Philosophy-The MIT Press (2017)Karishma borgohainPas encore d'évaluation
- Science 10 FINAL Review 2014Document49 pagesScience 10 FINAL Review 2014Zara Zalaal [Student]Pas encore d'évaluation
- The Normal DistributionDocument9 pagesThe Normal DistributionElfren BulongPas encore d'évaluation
- Fatty AcidsDocument13 pagesFatty AcidsRaviraj MalaniPas encore d'évaluation
- Bike LanesDocument12 pagesBike LanesChitikala RajeshPas encore d'évaluation
- Punctuation WorksheetsDocument10 pagesPunctuation WorksheetsRehan Sadiq100% (2)
- Exponential Smoothing-Trend and SeasonalDocument11 pagesExponential Smoothing-Trend and SeasonalsuritataPas encore d'évaluation
- Jesoc5 1 PDFDocument15 pagesJesoc5 1 PDFfaisal3096Pas encore d'évaluation
- Chen Probable Cause Affidavit 050714Document7 pagesChen Probable Cause Affidavit 050714USA TODAYPas encore d'évaluation