Vous aimerez peut-être aussi
- Electricidad Especialidad ConquistadoresDocument3 pagesElectricidad Especialidad ConquistadoresSOLOMAR33% (3)
- Procedimiento Geomembrana HDPEDocument22 pagesProcedimiento Geomembrana HDPEJean Latorre100% (1)
- Manual de GeosintéticosDocument43 pagesManual de GeosintéticosMark Hernández100% (6)
- Procedimiento Instalacion de Geomembrana HDPE 1mmDocument12 pagesProcedimiento Instalacion de Geomembrana HDPE 1mmRengifo MartínPas encore d'évaluation
- CALCULO DE TUBERIAS PRINCIPALES Y SECUNDARIASDocument1 pageCALCULO DE TUBERIAS PRINCIPALES Y SECUNDARIASFranklin Arteaga ValderramaPas encore d'évaluation
- Manual ImpermeabilizacionDocument352 pagesManual ImpermeabilizacionGu VanPas encore d'évaluation
- Manual ImpermeabilizacionDocument352 pagesManual ImpermeabilizacionGu VanPas encore d'évaluation
- Sistemas Nats I.P.A.A.Document25 pagesSistemas Nats I.P.A.A.Rafael Monzon0% (1)
- Tabla de Diametros Tuberia PVCDocument3 pagesTabla de Diametros Tuberia PVCVannessa VicŤorio CasŤillo100% (2)
- Procedimiento Comisionamiento BV PM SCC EC2 002 Agua ProducidaDocument21 pagesProcedimiento Comisionamiento BV PM SCC EC2 002 Agua ProducidaAlejandro Romero Ballestas100% (2)
- Instalación, Preparación y Colocación de GeomembranasDocument59 pagesInstalación, Preparación y Colocación de GeomembranasKori0% (1)
- Instalacion GeomembranaDocument12 pagesInstalacion GeomembranaJavier Raul Cardenas Duran100% (1)
- Instalación PE y CC geomembranasDocument15 pagesInstalación PE y CC geomembranasMartin FloresPas encore d'évaluation
- Proyectos Empresariales Con MS ProjectDocument266 pagesProyectos Empresariales Con MS ProjectLuis CPPas encore d'évaluation
- Plan de Inspección y Ensayos Acueducto Metropolitano CúcutaDocument6 pagesPlan de Inspección y Ensayos Acueducto Metropolitano Cúcutasandra4654Pas encore d'évaluation
- Gestión calidad liberación red líneas proyecto diseño construcción e instalación malla puesta tierraDocument1 pageGestión calidad liberación red líneas proyecto diseño construcción e instalación malla puesta tierraMarcelo CamachoPas encore d'évaluation
- Plan de Calidad de Instalacion de GeomembranaDocument27 pagesPlan de Calidad de Instalacion de GeomembranaGabrielVargasArias100% (2)
- SGS-PETS-04 PROCEDIMIENTO DE EXCAVACION Y PERFILADO MANUAL Rev.02Document9 pagesSGS-PETS-04 PROCEDIMIENTO DE EXCAVACION Y PERFILADO MANUAL Rev.02Cindy Leisly Correa SilvaPas encore d'évaluation
- Manual Control de SedimentosDocument80 pagesManual Control de Sedimentoserikcieza097378Pas encore d'évaluation
- Instalacion GeomenbranasDocument44 pagesInstalacion GeomenbranasAugustoQuirozPanduro100% (1)
- Manual Completo de Calculadora Casio CFX 9850gb PlusDocument483 pagesManual Completo de Calculadora Casio CFX 9850gb PlusUziel Cayllahua100% (1)
- POE-001 Instalacion de GeomembranaDocument25 pagesPOE-001 Instalacion de GeomembranaLuciano QuispePas encore d'évaluation
- Montaje e inspección de tuberías de aceroDocument10 pagesMontaje e inspección de tuberías de aceroEduard John Vega LisencioPas encore d'évaluation
- Soldadura por extrusión HOPE 1200Document6 pagesSoldadura por extrusión HOPE 1200joe50% (2)
- Soldadura Geomembrana.Document88 pagesSoldadura Geomembrana.ceybal100% (2)
- GeomembranasDocument10 pagesGeomembranasf_orinoquiaPas encore d'évaluation
- Procedimiento y Plan de Calidad Bituminosa MyRDocument16 pagesProcedimiento y Plan de Calidad Bituminosa MyRvitucho1750% (2)
- Una Cartilla para Prevenir Las Ballenas de Geomembrana HDPE - Exposición - Noticias - Geotrst Environmental Science Technology (Shanghai) Co., LTDDocument3 pagesUna Cartilla para Prevenir Las Ballenas de Geomembrana HDPE - Exposición - Noticias - Geotrst Environmental Science Technology (Shanghai) Co., LTDFernando Gómez50% (2)
- Manual Técnico de Geomembranas Pag PDFDocument21 pagesManual Técnico de Geomembranas Pag PDFjaime huertas0% (2)
- LeisterDocument15 pagesLeisterMarisela Flores RosasPas encore d'évaluation
- 10.formato Evaluación de ProveedoresDocument3 pages10.formato Evaluación de ProveedoresIgnacio Molina RiverosPas encore d'évaluation
- Procedimiento PDR-MGV-001 Replanteo y TrazadoDocument5 pagesProcedimiento PDR-MGV-001 Replanteo y TrazadojonathanPas encore d'évaluation
- EETT y Planos Presa Relaves Toromocho - Etapa 1 - Rev A PDFDocument76 pagesEETT y Planos Presa Relaves Toromocho - Etapa 1 - Rev A PDFeveeeee100% (1)
- Terminación de Pozos Mae.Document156 pagesTerminación de Pozos Mae.Isaac Anivarro Contreras90% (30)
- Fabricacion de EstructurasDocument18 pagesFabricacion de Estructuraspatricio quintanaPas encore d'évaluation
- Tesis de GeomembranaDocument13 pagesTesis de Geomembranafredyj873100% (1)
- Tpda PDFDocument13 pagesTpda PDFGu VanPas encore d'évaluation
- Instalacion GeomenbranaDocument21 pagesInstalacion GeomenbranaCarlos Francisco Vásquez Cortés100% (1)
- Sostenimiento de Taludes Rev 0Document16 pagesSostenimiento de Taludes Rev 0Anthony Murga100% (2)
- Metodologia Relleno Compactado, Material de Mejoramiento (Rocas 0,40)Document3 pagesMetodologia Relleno Compactado, Material de Mejoramiento (Rocas 0,40)Gu VanPas encore d'évaluation
- Acomples MecanicosDocument10 pagesAcomples MecanicosRodrigo Israel Vega VillarroelPas encore d'évaluation
- Validación críticaDocument9 pagesValidación críticanelreodriguezPas encore d'évaluation
- PGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Document13 pagesPGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Jano MolinaPas encore d'évaluation
- Procedimientos para Trabajos de Perforación de PozosDocument7 pagesProcedimientos para Trabajos de Perforación de PozosHoracio Chavez R.Pas encore d'évaluation
- Instructivo de Instalacion de GeomenbranaDocument12 pagesInstructivo de Instalacion de GeomenbranaRoberto Moises BanegasPas encore d'évaluation
- Pernos A325 y A307 TorqueDocument1 pagePernos A325 y A307 TorqueMatias Ulloa BadillaPas encore d'évaluation
- Documentos calidad procedimientos ensayosDocument1 pageDocumentos calidad procedimientos ensayosIvan Bautista FuentesPas encore d'évaluation
- Plan de Calidad GeosinteticosDocument280 pagesPlan de Calidad GeosinteticosJEAN PIEREPas encore d'évaluation
- PL-GCLD-PLA-GT-001. Plan de Gestión de Aseguramiento y Control de CalidadDocument45 pagesPL-GCLD-PLA-GT-001. Plan de Gestión de Aseguramiento y Control de CalidadJorge Eduardo Alvarado Terán80% (5)
- El Pergamino de Dios, FinalDocument5 pagesEl Pergamino de Dios, FinalGu VanPas encore d'évaluation
- Ensayo de ChispaDocument12 pagesEnsayo de ChispaToto TotePas encore d'évaluation
- Despliegue de Geomemebranas HDPE Rev ADocument32 pagesDespliegue de Geomemebranas HDPE Rev AHugo50% (4)
- Memoria Hidrosanitaria Ing Orlando Guilcapi PDFDocument70 pagesMemoria Hidrosanitaria Ing Orlando Guilcapi PDFGu VanPas encore d'évaluation
- Memoria Hidrosanitaria Ing Orlando Guilcapi PDFDocument70 pagesMemoria Hidrosanitaria Ing Orlando Guilcapi PDFGu VanPas encore d'évaluation
- Qa QC MariencoDocument88 pagesQa QC MariencoAnonymous GqUlZ8Pas encore d'évaluation
- Estructura Plan de Calidad QA-QCDocument17 pagesEstructura Plan de Calidad QA-QCWaldomiroCanoPas encore d'évaluation
- Manual de Aseguramiento de CalidadDocument8 pagesManual de Aseguramiento de CalidadMartha Ortiz Caro100% (4)
- Procedimiento de Relleno Estructural Con Material SeleccionadoDocument5 pagesProcedimiento de Relleno Estructural Con Material SeleccionadoNicolás Vera MacíasPas encore d'évaluation
- Procedimiento de Instalación de GeomembranaDocument2 pagesProcedimiento de Instalación de Geomembranapaulo cesar arteaga polancoPas encore d'évaluation
- Procedimiento de Equipos MenoresDocument46 pagesProcedimiento de Equipos MenoresTalca CalderónPas encore d'évaluation
- ST.10203011.SSOMA - PLN.004 Plan de Manejo Ambiental Operacional PDFDocument59 pagesST.10203011.SSOMA - PLN.004 Plan de Manejo Ambiental Operacional PDFMary Lissbeth CasazolaPas encore d'évaluation
- Colocacion de GeomenbranaDocument5 pagesColocacion de GeomenbranaGim Collas100% (1)
- Memoria de Calculo Barra de Despliegue GCL 0 PDFDocument18 pagesMemoria de Calculo Barra de Despliegue GCL 0 PDFRichard Chb100% (1)
- 2.2. Guía de Manejo e Instalación de Geosintéticos para MSR PDFDocument7 pages2.2. Guía de Manejo e Instalación de Geosintéticos para MSR PDFPedro Acevedo DiazPas encore d'évaluation
- K CC1 101 Qa Proc 007 - R0 - EaDocument34 pagesK CC1 101 Qa Proc 007 - R0 - Eafreddy100% (1)
- DOM-PRC-001-Proc. Trazo y Replanteo Topografico de Campo PDFDocument12 pagesDOM-PRC-001-Proc. Trazo y Replanteo Topografico de Campo PDFCarlinho TipianmPas encore d'évaluation
- Hoja-Tecnica-Angulos-Estructurales-Aceros Arequipa PDFDocument2 pagesHoja-Tecnica-Angulos-Estructurales-Aceros Arequipa PDFronnyPas encore d'évaluation
- CO-026 - 2017 Bases Técnicas Servicios Geologicos GEOATACAMADocument34 pagesCO-026 - 2017 Bases Técnicas Servicios Geologicos GEOATACAMAMindy Olguin SilvaPas encore d'évaluation
- TOMO I - OFERTA ECONOMICA Servicio Instalacion Geomembrana Deposito Relaves #2 Rev. 0Document15 pagesTOMO I - OFERTA ECONOMICA Servicio Instalacion Geomembrana Deposito Relaves #2 Rev. 0jesusPas encore d'évaluation
- Guia de Casetas Refugio de Tormentas ElectricasDocument5 pagesGuia de Casetas Refugio de Tormentas ElectricasMiguel Flores SiancasPas encore d'évaluation
- INS-387-05 Rev.0 Enfierradura y MoldajeDocument22 pagesINS-387-05 Rev.0 Enfierradura y MoldajeIbor BriceñoPas encore d'évaluation
- Procedimientos Instalación de GeomembranaDocument11 pagesProcedimientos Instalación de GeomembranaYosiichiHuapayaTamuraPas encore d'évaluation
- 5.4ficha Tecnica Accesorios HdpeDocument1 page5.4ficha Tecnica Accesorios HdpeElias GonzalesPas encore d'évaluation
- Recomendaciones de Diseño Hidráulico Tuberías PEAD V04Document17 pagesRecomendaciones de Diseño Hidráulico Tuberías PEAD V04Victor MuñozPas encore d'évaluation
- Informe de biometría de truchas en plantel de reproductoresDocument6 pagesInforme de biometría de truchas en plantel de reproductoresGERMAN QUINO CHAVEZPas encore d'évaluation
- 1003.h Falso PuenteDocument3 pages1003.h Falso PuenteFranz Perez ValdezPas encore d'évaluation
- Guía de Básculas para CamionesDocument80 pagesGuía de Básculas para Camionesobelix09Pas encore d'évaluation
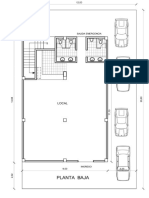
- Propuesta de Planta Baja para EficicioDocument1 pagePropuesta de Planta Baja para EficicioGu VanPas encore d'évaluation
- Guia de Instalación BX100Document6 pagesGuia de Instalación BX100Nuevo IntegrantePas encore d'évaluation
- Informe de Suelos Por Medio SPT PDFDocument80 pagesInforme de Suelos Por Medio SPT PDFGu VanPas encore d'évaluation
- 09 PAVIMENTO FaltaDocument26 pages09 PAVIMENTO FaltagonzalmitoPas encore d'évaluation
- Metodologia para Mejoramiento de SuelosDocument4 pagesMetodologia para Mejoramiento de SuelosGu VanPas encore d'évaluation
- Clasificacion de Suelos PDFDocument11 pagesClasificacion de Suelos PDFGu VanPas encore d'évaluation
- Guía constructiva pavimento flexibleDocument36 pagesGuía constructiva pavimento flexibleAndrea LandazabalPas encore d'évaluation
- Resuelto Las PreguntasDocument7 pagesResuelto Las PreguntasGu VanPas encore d'évaluation
- TTT EscolleraDocument1 pageTTT EscolleraGu VanPas encore d'évaluation
- Mapa Ecosistemas PastazaDocument1 pageMapa Ecosistemas PastazaGu VanPas encore d'évaluation
- ManualDocument31 pagesManualLuis Fernando ReaPas encore d'évaluation
- Memoria Tecnica Maxcolf PDFDocument39 pagesMemoria Tecnica Maxcolf PDFGu VanPas encore d'évaluation
- Conteo Del Tráfico Canonigo Ramos Sector La Politecnic1Document5 pagesConteo Del Tráfico Canonigo Ramos Sector La Politecnic1Gu VanPas encore d'évaluation
- Objetivo GeneralDocument1 pageObjetivo GeneralGu VanPas encore d'évaluation
- Especificacion Apoyos ElastomericosDocument1 pageEspecificacion Apoyos ElastomericosGu VanPas encore d'évaluation
- Tres Decadas de Teatro EcuatorianoDocument30 pagesTres Decadas de Teatro EcuatorianoGenesis Cedeño33% (3)
- Rne g50 SeguridadDocument25 pagesRne g50 SeguridadAlfredo CruzPas encore d'évaluation
- Catalogo Acero DipacDocument53 pagesCatalogo Acero Dipacchristian rui79% (14)
- EscaleraDocument10 pagesEscaleraLizeth Marioli Reyes HuamanPas encore d'évaluation
- Aula 4 Transformada Discreta de Fourier TDFDocument29 pagesAula 4 Transformada Discreta de Fourier TDFDarwin Osmar Palomino JovePas encore d'évaluation
- MineSight para Planificación A Largo PlazoDocument7 pagesMineSight para Planificación A Largo PlazoEfrim Diak Montesinos Perez0% (1)
- Trabajo Infantil en ArgentinaDocument4 pagesTrabajo Infantil en ArgentinaMajo LópezPas encore d'évaluation
- TDR Instalacion - Ficha TecnicaDocument5 pagesTDR Instalacion - Ficha TecnicaPablo Ruiz AnahuaPas encore d'évaluation
- Guia de Practica de Campo #08 PDFDocument6 pagesGuia de Practica de Campo #08 PDFIsabel HCPas encore d'évaluation
- Cómo Elaborar Un Periódico MuralDocument3 pagesCómo Elaborar Un Periódico MuralSaniv Ramos HerreraPas encore d'évaluation
- Obtencion Ai ABC Jesus ObreroDocument6 pagesObtencion Ai ABC Jesus ObreroKriz TurpPas encore d'évaluation
- Marco TeoricoDocument21 pagesMarco TeoricoJhosteing MoralesPas encore d'évaluation
- Sistemas de Inyeccion Gasolina WWW Antronicsperu ComDocument16 pagesSistemas de Inyeccion Gasolina WWW Antronicsperu ComOscar Yaurikaza Vergaray0% (1)
- Retroexcavadora Komatsu PC200 diagnóstico fallasDocument5 pagesRetroexcavadora Komatsu PC200 diagnóstico fallasHSEQ TECNIHIDRAULICAPas encore d'évaluation
- FormulariosDocument6 pagesFormulariossamerabou1010Pas encore d'évaluation
- Razonamiento Basado en Casos Aplicado A Problemas de ClasificaciónDocument196 pagesRazonamiento Basado en Casos Aplicado A Problemas de ClasificaciónDaniel MontoyaPas encore d'évaluation
- Solicitud Agustin Codazzi BogotaDocument2 pagesSolicitud Agustin Codazzi BogotaLuis MiguelPas encore d'évaluation
- Resumen Del Libro El Futuro de La AdministracionDocument2 pagesResumen Del Libro El Futuro de La AdministracionJaqueline Ramos100% (1)
- Manual Gestion Nch2909Document118 pagesManual Gestion Nch2909Daniela Moyano100% (1)
- Problemática Del Caño Usivar Yopal CasanareDocument5 pagesProblemática Del Caño Usivar Yopal CasanareLiz Fuentes100% (1)
- CarlineDocument44 pagesCarlineEDWIN JUAREZPas encore d'évaluation
- L11LP - Punto de Inflamación Materiales Bituminosos - ANAGUANO, ARCOS, ENCALADA, SEGURA, POMBOZA, RUIZDocument15 pagesL11LP - Punto de Inflamación Materiales Bituminosos - ANAGUANO, ARCOS, ENCALADA, SEGURA, POMBOZA, RUIZXavier MolinaPas encore d'évaluation
- Objetivos de Aprendizaje TransversalesDocument16 pagesObjetivos de Aprendizaje TransversalesEscuela Manantial100% (2)
- Asignación No.3 Prueba de Hipótesis para Una y Dos ProporcionesDocument2 pagesAsignación No.3 Prueba de Hipótesis para Una y Dos ProporcionesManuel LorenzoPas encore d'évaluation
- Plan Verde Coronel 2050: Áreas verdes y espacios públicosDocument112 pagesPlan Verde Coronel 2050: Áreas verdes y espacios públicosCarlos Morales QuirozPas encore d'évaluation
- Emulsiones AsfálticasDocument1 pageEmulsiones AsfálticasEl_MaisoPas encore d'évaluation
- Entornos de Trabajo - UNITECDocument17 pagesEntornos de Trabajo - UNITECYael Medina Jimenez0% (1)