Vous aimerez peut-être aussi
- Conoce El Poder de Tu Campo CuanticoDocument18 pagesConoce El Poder de Tu Campo CuanticoOlga Liliana Calderon Peña86% (7)
- Lista de Precios de Plomeria e InfraestructuraDocument21 pagesLista de Precios de Plomeria e InfraestructuraJesusfic100% (1)
- Informe 1Document19 pagesInforme 1Leonardo MartinezPas encore d'évaluation
- 11.6.6 Ficha Tecle Manual Tipo Yal TXKDocument1 page11.6.6 Ficha Tecle Manual Tipo Yal TXKMarco Eduardo Mallqui HuaynatesPas encore d'évaluation
- Manual TecnicoDocument65 pagesManual TecnicoMiguel AngelPas encore d'évaluation
- Manual CEA15Document57 pagesManual CEA15Luis Omar Shermann CuetoPas encore d'évaluation
- Sistema 8 HilosDocument112 pagesSistema 8 Hilosaornedo100% (1)
- Variadores Embarba MariposaDocument92 pagesVariadores Embarba MariposaMarco AlgueraPas encore d'évaluation
- Manual de Operaciones Oficial Sistemas de Parequeo v1Document19 pagesManual de Operaciones Oficial Sistemas de Parequeo v1Cesar GraterolPas encore d'évaluation
- Tension de Cables 2-1Document30 pagesTension de Cables 2-1Willmar Murillo GiraldoPas encore d'évaluation
- Serv de Alineación y Nivelación de Rieles Del Puente Grua R2 Ene2019Document6 pagesServ de Alineación y Nivelación de Rieles Del Puente Grua R2 Ene2019Pedro SalazarPas encore d'évaluation
- PROGRAMACION PCP ACTUALIZADA YaskawaDocument2 pagesPROGRAMACION PCP ACTUALIZADA Yaskawaedinson saenz100% (1)
- SupermikamDocument2 pagesSupermikamandreasprovostPas encore d'évaluation
- Protocolos Prueba Puneta Grúa 15 TNDocument5 pagesProtocolos Prueba Puneta Grúa 15 TNOmar Untiveros AyquipaPas encore d'évaluation
- 083 - Pd250am2 Puesto de Salud - 2Document4 pages083 - Pd250am2 Puesto de Salud - 2Fredy Raul TriviñosPas encore d'évaluation
- Cotización N°000219Document9 pagesCotización N°000219Cesarss Valero PinedaPas encore d'évaluation
- 210-2018 Oferta-Contrato de Mantenimiento 01 Ascensor - Edificio Conareme.Document5 pages210-2018 Oferta-Contrato de Mantenimiento 01 Ascensor - Edificio Conareme.RSantillan EliPas encore d'évaluation
- Planilla Gasto Común Mes de Enero-Febrero y MarzoDocument3 pagesPlanilla Gasto Común Mes de Enero-Febrero y MarzoCristina ElenaPas encore d'évaluation
- 202091717505TDR - Ascensores AdquisicionDocument17 pages202091717505TDR - Ascensores AdquisicionELPIDIO LUCEROPas encore d'évaluation
- Ascensores Informe 17.01.2020Document2 pagesAscensores Informe 17.01.2020noaris chacinPas encore d'évaluation
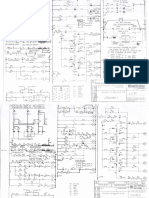
- Circuito Electrico Fusion PM C/ CarfDocument31 pagesCircuito Electrico Fusion PM C/ CarfDelipsy HdzPas encore d'évaluation
- 018 PETS TIE IN 001 Y 012 - Rev - ADocument16 pages018 PETS TIE IN 001 Y 012 - Rev - APol QuillaPas encore d'évaluation
- Paramatros Variador de Frecuencia Delixi EM60G2 - R2T4BDocument2 pagesParamatros Variador de Frecuencia Delixi EM60G2 - R2T4BBenjamin RomeroPas encore d'évaluation
- Avaxon Justo ErroresV43Document1 pageAvaxon Justo ErroresV43JavierPas encore d'évaluation
- Informe Ebc TolvaDocument4 pagesInforme Ebc TolvaArielPas encore d'évaluation
- 008 Smique 2020Document1 page008 Smique 2020Alejandro LeónPas encore d'évaluation
- Boceto de FunicularDocument37 pagesBoceto de FunicularAlex Huaraca YuyaliPas encore d'évaluation
- Plan de Seguridad de Ascensores - Edificio Torre 3Document13 pagesPlan de Seguridad de Ascensores - Edificio Torre 3JimmyCarrilloFernándezPas encore d'évaluation
- I-Man-02 - Verificacion Estado Polea TensoraDocument3 pagesI-Man-02 - Verificacion Estado Polea TensoraLuis Alberto Rojas AguilarPas encore d'évaluation
- Cotización Ascensor 2019Document4 pagesCotización Ascensor 2019César Teófilo Segama CáceresPas encore d'évaluation
- 0466017-Ies Sistema de Regulacion de Velocidad Con Variador Control Technic Unidrive SPDocument86 pages0466017-Ies Sistema de Regulacion de Velocidad Con Variador Control Technic Unidrive SPGuillermo DíazPas encore d'évaluation
- 9-0906027 IesDocument3 pages9-0906027 IesCaroline CoelherPas encore d'évaluation
- Cerveceria Boliviana NacionalDocument19 pagesCerveceria Boliviana NacionalKevin Yahir Hurtado MercadoPas encore d'évaluation
- Protocolo Pruebas Aislamiento NorkysDocument1 pageProtocolo Pruebas Aislamiento NorkysJuan Vilchez100% (1)
- TC 19728 15925AC1 2 TORQUÍMETRO 100 LBF - FT A 700 LBF - FT V Y P ICE SOCIEDAD ANONIMA CERRADADocument3 pagesTC 19728 15925AC1 2 TORQUÍMETRO 100 LBF - FT A 700 LBF - FT V Y P ICE SOCIEDAD ANONIMA CERRADAEduardo Ramos MarquezPas encore d'évaluation
- EKC 101 Folleto Técnico RC8AE405 EspañolDocument1 pageEKC 101 Folleto Técnico RC8AE405 EspañolfigueragelPas encore d'évaluation
- Análisis de Vibración para Motores, Equipo SKF CMAS 100-SL - AcadiaDocument4 pagesAnálisis de Vibración para Motores, Equipo SKF CMAS 100-SL - AcadiaJOHNNY XAVIER ALVARADO TRIANAPas encore d'évaluation
- Syncro - Manual de InstalaciónDocument58 pagesSyncro - Manual de InstalaciónMoisesPas encore d'évaluation
- Cot. IrpaviDocument5 pagesCot. Irpaviedwin anccoPas encore d'évaluation
- Ascensores OtisDocument6 pagesAscensores OtisPaul GuamanPas encore d'évaluation
- Gritherm 10 PDFDocument1 pageGritherm 10 PDFjuanchepeinPas encore d'évaluation
- Analisis de Trabajo Seguro (Ats)Document1 pageAnalisis de Trabajo Seguro (Ats)Yanina LabraPas encore d'évaluation
- Plan de Trabajo Ductos de AscensoresDocument1 pagePlan de Trabajo Ductos de AscensoresFranklin Alayo PoloPas encore d'évaluation
- OTs Escaleras y Rampas MecánicasDocument111 pagesOTs Escaleras y Rampas MecánicasFranklin CermeñoPas encore d'évaluation
- Check Revisión Instalaciones AscensoresDocument5 pagesCheck Revisión Instalaciones AscensoresSergio Andrey GrajalesPas encore d'évaluation
- Ntc2246 Cables de Acero para AscensoresDocument9 pagesNtc2246 Cables de Acero para Ascensoresjairo barriosPas encore d'évaluation
- WEG w22 Motor Trifasico Comercial 008 Catalogo EspanolDocument8 pagesWEG w22 Motor Trifasico Comercial 008 Catalogo EspanolLiam JJPas encore d'évaluation
- Construimos Un Dron CaseroDocument1 pageConstruimos Un Dron CaseroCynthia Riega CruzPas encore d'évaluation
- Bonfiglioli Vectron ActiveDocument66 pagesBonfiglioli Vectron ActiveDiegoPas encore d'évaluation
- Andina Mastic Primer 900 Fz.Document4 pagesAndina Mastic Primer 900 Fz.Ayrton EstradaPas encore d'évaluation
- Guia de ProgramacionDocument258 pagesGuia de ProgramacionTomas Rojas RomeroPas encore d'évaluation
- Cronograma AscensorDocument1 pageCronograma AscensorFelipe Martinez VanegasPas encore d'évaluation
- Stratos - Manual Del Usario 08 - 2017Document27 pagesStratos - Manual Del Usario 08 - 2017Frank Edwar Velasco RiveraPas encore d'évaluation
- KPP V1000 Es02 0607 PDFDocument24 pagesKPP V1000 Es02 0607 PDFHaroldTapiaEspinozaPas encore d'évaluation
- Ficha Tecnica-Alesta GRIS 312-15Document4 pagesFicha Tecnica-Alesta GRIS 312-15GUILLERMO RODRIGUEZPas encore d'évaluation
- Boetticher y NavarroDocument3 pagesBoetticher y NavarroMario Sanchez OliverPas encore d'évaluation
- Transformador de CorrienteDocument1 pageTransformador de CorrienteYesid MejiaPas encore d'évaluation
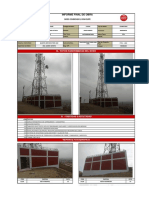
- Informe Final - Nodo Li0394 - SupeDocument3 pagesInforme Final - Nodo Li0394 - SupeAlvaro MalquePas encore d'évaluation
- HL 7000 220m Gladiator Pro Manual High PrintDocument16 pagesHL 7000 220m Gladiator Pro Manual High PrintStiven CastilloPas encore d'évaluation
- Yaskawa - Manual j7 (Es)Document125 pagesYaskawa - Manual j7 (Es)jaiversPas encore d'évaluation
- Operacion Del Cepillo de CodoDocument14 pagesOperacion Del Cepillo de Cododavid perezPas encore d'évaluation
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309D'EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- Antologia de Derecho Bancario y Bursatil. Agosto 2008Document195 pagesAntologia de Derecho Bancario y Bursatil. Agosto 2008Alejandro Fernandez Rodriguez100% (1)
- Por: Lic. Nabile G. RuizDocument3 pagesPor: Lic. Nabile G. RuizLess FloresPas encore d'évaluation
- La Pronunciación AlemanaDocument10 pagesLa Pronunciación AlemanajuangoLopezPas encore d'évaluation
- If Miranda Torres FiisDocument81 pagesIf Miranda Torres FiisJhony Cachique TorresPas encore d'évaluation
- Puente Colca (Z 4)Document20 pagesPuente Colca (Z 4)Israel Smith Matías CabreraPas encore d'évaluation
- Presas de TierraDocument50 pagesPresas de Tierradenihtg83% (12)
- Manual de Usuario Zabbix - Revi2-1Document53 pagesManual de Usuario Zabbix - Revi2-1Luis Antonio Peñaloza NaranjoPas encore d'évaluation
- Diferencia Entre Escritura y FirmaDocument13 pagesDiferencia Entre Escritura y FirmaNeri Ruiz100% (1)
- Caso 3Document5 pagesCaso 3Sebastián Canro0% (1)
- 1 Analisis de La Realidad SocialDocument17 pages1 Analisis de La Realidad SocialmilviaPas encore d'évaluation
- Documentos - Johnatan Hernando Hincapié ZeaDocument21 pagesDocumentos - Johnatan Hernando Hincapié ZeaSAMCPas encore d'évaluation
- IEA TabelaPrecosDocument174 pagesIEA TabelaPrecosCarlos Manuel Machado FerreiraPas encore d'évaluation
- Publicidad y PropagandaDocument5 pagesPublicidad y PropagandaCesar Borges100% (1)
- Parcial 1 AoDocument7 pagesParcial 1 AoorianaPas encore d'évaluation
- Documentos de Gestion PúblicaDocument8 pagesDocumentos de Gestion PúblicaJoseph Ordoñez SalazarPas encore d'évaluation
- Actividad de Reconocimiento Del Curso Algebra LinealDocument21 pagesActividad de Reconocimiento Del Curso Algebra LineallinaPas encore d'évaluation
- Activación Catalizadores - HDTDocument12 pagesActivación Catalizadores - HDTJuan Carlos Castaño TorresPas encore d'évaluation
- Diseminación Selectiva de La InformaciónDocument3 pagesDiseminación Selectiva de La InformaciónAlba Teresita Montoya Avendaño100% (1)
- Plan de Marketing Kontiki ToursDocument27 pagesPlan de Marketing Kontiki ToursLourdes Soncco CcariPas encore d'évaluation
- Problema Central, Causas y EfectosDocument7 pagesProblema Central, Causas y EfectosYuriPas encore d'évaluation
- Reglamento para Uso de LockersDocument3 pagesReglamento para Uso de LockersarturoitesmPas encore d'évaluation
- Montaje de Correas y Poleas en VDocument11 pagesMontaje de Correas y Poleas en Vgilguillermo25Pas encore d'évaluation
- Análisis SintácticoDocument5 pagesAnálisis SintácticoEduardoLimaPas encore d'évaluation
- Trabajo de Calidad 2 (Taller)Document8 pagesTrabajo de Calidad 2 (Taller)Carmen Florez RomeroPas encore d'évaluation
- Cartilla 1 - Tramo IIDocument309 pagesCartilla 1 - Tramo IIValeria Burgos100% (1)
- GarajeDocument5 pagesGarajeAnaMariaRamirezPas encore d'évaluation
- Catálogo de EspectrofotometrosDocument19 pagesCatálogo de Espectrofotometroselmo_hack100% (2)
- Ficha Tecnica SaveiroDocument2 pagesFicha Tecnica SaveirokegressePas encore d'évaluation