Vous aimerez peut-être aussi
- BR Block 08Document16 pagesBR Block 08mailbkraoPas encore d'évaluation
- Specif BVCM 18.4.17Document10 pagesSpecif BVCM 18.4.17kapilparyaniPas encore d'évaluation
- Specification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Document43 pagesSpecification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Anonymous PSNjTGUPas encore d'évaluation
- Egemaster-Non Sparking Tools Safety PDFDocument5 pagesEgemaster-Non Sparking Tools Safety PDFZulfiqar AliPas encore d'évaluation
- WD 17 MISS 92 With 2 Corregendum-CorregendumNo-2 Issued On October 2016Document13 pagesWD 17 MISS 92 With 2 Corregendum-CorregendumNo-2 Issued On October 2016drg gocPas encore d'évaluation
- Suspension System of Railway VehicleDocument9 pagesSuspension System of Railway VehicleJoe m100% (1)
- Determination of Wear Metals and Contaminants in Used Lubricating Oils or Used Hydraulic Fluids by Rotating Disc Electrode Atomic Emission SpectrometryDocument5 pagesDetermination of Wear Metals and Contaminants in Used Lubricating Oils or Used Hydraulic Fluids by Rotating Disc Electrode Atomic Emission SpectrometryJam GuardiaPas encore d'évaluation
- Qa LHB Bogie RepairDocument6 pagesQa LHB Bogie RepairSriram SubramanianPas encore d'évaluation
- IS:2062Document13 pagesIS:2062Rv VaghasiaPas encore d'évaluation
- Air Brake House CouplingDocument4 pagesAir Brake House CouplingcoolmaleankurPas encore d'évaluation
- E541x3 Ann I 8ed April 2017 PDFDocument11 pagesE541x3 Ann I 8ed April 2017 PDFentindanPas encore d'évaluation
- Rail coach-BTDocument32 pagesRail coach-BTmahaprabhu78Pas encore d'évaluation
- BearingDocument13 pagesBearingshreyanshPas encore d'évaluation
- LATEST RWF-Prop-1-cast-vs-forge-modifiedDocument8 pagesLATEST RWF-Prop-1-cast-vs-forge-modifiedDevarshi GaurPas encore d'évaluation
- Composites Applications in RailwaysDocument5 pagesComposites Applications in Railwaysravi_entertainfoPas encore d'évaluation
- Quality Audit - Check Sheet - Carriage WorkshopDocument24 pagesQuality Audit - Check Sheet - Carriage WorkshopEnd End100% (1)
- Final Report PDFDocument147 pagesFinal Report PDFShivaGaneshBalyapallyPas encore d'évaluation
- Steel Track Spikes: Standard Specification ForDocument4 pagesSteel Track Spikes: Standard Specification Forvikramadithan renugopalPas encore d'évaluation
- MiniMACS Manual, Ver 1Document109 pagesMiniMACS Manual, Ver 1rguzmanabundisPas encore d'évaluation
- Stone IndiaDocument20 pagesStone Indiapoonam_ranee3934Pas encore d'évaluation
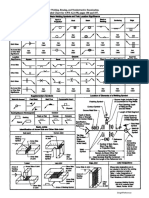
- Welding Symbols PDFDocument2 pagesWelding Symbols PDFvarunPas encore d'évaluation
- Irca Part 4Document6 pagesIrca Part 4Vikash100% (2)
- Detalle UT AAR M-107 M-208 PDFDocument3 pagesDetalle UT AAR M-107 M-208 PDFfeelingzudoPas encore d'évaluation
- WD 70 BD 10 - Rev - 2Document47 pagesWD 70 BD 10 - Rev - 2N Say100% (1)
- Technical Specification of Hot Coiled Helical Springs Used in LocomotivesDocument23 pagesTechnical Specification of Hot Coiled Helical Springs Used in LocomotiveskishorePas encore d'évaluation
- E 410Document9 pagesE 410rahatPas encore d'évaluation
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument14 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaPas encore d'évaluation
- QAP WD-71-BD-15 Compliance To STRDocument19 pagesQAP WD-71-BD-15 Compliance To STRAnonymous kQUFSJuW4uPas encore d'évaluation
- Bec in CouplerDocument27 pagesBec in Couplerbec foundryPas encore d'évaluation
- Is 1586 2 2012 PDFDocument25 pagesIs 1586 2 2012 PDFsingaravelan narayanasamyPas encore d'évaluation
- RCFDocument16 pagesRCFAmitShuklaPas encore d'évaluation
- Is Code For SteelDocument26 pagesIs Code For Steelrajeev_singh2100% (1)
- Monitoring Fouling BallastDocument58 pagesMonitoring Fouling BallastSuciu Florin100% (1)
- RCF GMDocument38 pagesRCF GMkr_ananthPas encore d'évaluation
- Coil Spring Groups: Engineering Standard Rolling StockDocument10 pagesCoil Spring Groups: Engineering Standard Rolling Stockoliveira1305Pas encore d'évaluation
- Section F S-6001 (2008) Bearing Temperature PerformanceDocument2 pagesSection F S-6001 (2008) Bearing Temperature Performanceslowrie151Pas encore d'évaluation
- Is 3063-Spring WashersDocument11 pagesIs 3063-Spring Washerspbp2956Pas encore d'évaluation
- CBCDocument52 pagesCBCOmaroMohsenPas encore d'évaluation
- Escorts AR 2017 18 PDFDocument256 pagesEscorts AR 2017 18 PDFrahulPas encore d'évaluation
- Torsional Fatigue FailureDocument8 pagesTorsional Fatigue Failuremed sagarPas encore d'évaluation
- Bogie Technical RequirementsDocument8 pagesBogie Technical RequirementsAmit shahPas encore d'évaluation
- Global RFP Document For Modern FasteningDocument32 pagesGlobal RFP Document For Modern FasteningSarthak DiwanPas encore d'évaluation
- Hot Rolled Steel Sheet, Plate and Strip For Forming and Flanging Purposes According To IS 5986:2017Document9 pagesHot Rolled Steel Sheet, Plate and Strip For Forming and Flanging Purposes According To IS 5986:2017Mari MuthuPas encore d'évaluation
- Advanced Bogie Brake SystemsDocument5 pagesAdvanced Bogie Brake SystemsAndy AcousticPas encore d'évaluation
- CASNUBDocument38 pagesCASNUBGajendra Kumar Verma100% (1)
- Indian Railways: S No. Date/month of Issue Revision /amendment No. Reasons of RevisionDocument24 pagesIndian Railways: S No. Date/month of Issue Revision /amendment No. Reasons of RevisionPremchand BeuraPas encore d'évaluation
- Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument16 pagesSteel Bars, Carbon and Alloy, Hot-Wrought, General Requirements Forsharon blushteinPas encore d'évaluation
- List of Item Control by Mechanical Directorates PDFDocument11 pagesList of Item Control by Mechanical Directorates PDFsumitshyamalPas encore d'évaluation
- Rail Code of PracticeDocument37 pagesRail Code of PracticeMatthew ButlerPas encore d'évaluation
- AAR Approved Draft Gear and FollowersDocument6 pagesAAR Approved Draft Gear and Followerswilian_coelho3309Pas encore d'évaluation
- 1434529208729-UST Testing IRDocument59 pages1434529208729-UST Testing IRPM LOgsPas encore d'évaluation
- As 1085.18-2003 Railway Track Material Screw Spikes and Threaded InsertsDocument7 pagesAs 1085.18-2003 Railway Track Material Screw Spikes and Threaded InsertsSAI Global - APACPas encore d'évaluation
- Brenco - CTRBMDocument48 pagesBrenco - CTRBMDevendra SinghPas encore d'évaluation
- EN 13749pr - en - 2008-11Document47 pagesEN 13749pr - en - 2008-11Zainal MahfudPas encore d'évaluation
- AAR Manual of Standards and Recommended Practices Brakes and Brake EquipmentDocument38 pagesAAR Manual of Standards and Recommended Practices Brakes and Brake EquipmentCory BallardPas encore d'évaluation
- Elastic FasteningsDocument74 pagesElastic FasteningsMohamad SaquibPas encore d'évaluation
- Draft Spec. WD-05-BFNS-2017Document10 pagesDraft Spec. WD-05-BFNS-2017soutan chakrabortyPas encore d'évaluation
- WD 23Document13 pagesWD 23Jatinder KumarPas encore d'évaluation
- Final Draft - Wd-02-Bcnahsm1-2017Document10 pagesFinal Draft - Wd-02-Bcnahsm1-2017uzb37039Pas encore d'évaluation
- Flyer Railway Management and Engineering PDFDocument1 pageFlyer Railway Management and Engineering PDFmehmet nedimPas encore d'évaluation
- Rolling Stock 2Document128 pagesRolling Stock 2Ren Bautista67% (3)
- Coach: Maintenance Manual For BG Coaches of ICF Design CoachDocument41 pagesCoach: Maintenance Manual For BG Coaches of ICF Design CoachSanjay Dasgupta100% (1)
- Secret Instructions For Zijan Mining 2Document3 pagesSecret Instructions For Zijan Mining 2echozhangPas encore d'évaluation
- 2023 07 14 10 04 22 02 AnalyseDocument1 page2023 07 14 10 04 22 02 AnalyseNgọc NguyênPas encore d'évaluation
- Loco Comparison Chart Diesel LocosDocument6 pagesLoco Comparison Chart Diesel LocosJohan KrugerPas encore d'évaluation
- Max 115 PDFDocument7 pagesMax 115 PDFFernando Tatu GomezPas encore d'évaluation
- AISC 1985v01Document36 pagesAISC 1985v01Ignacio Hiram M RoquePas encore d'évaluation
- WSP Rapid Transit BrochureDocument18 pagesWSP Rapid Transit BrochurePATEL MIHIKAPas encore d'évaluation
- Turisztikai Kiadvany en PDFDocument11 pagesTurisztikai Kiadvany en PDFmio2010Pas encore d'évaluation
- CBSE Geography 2017 Board QuestionsDocument5 pagesCBSE Geography 2017 Board QuestionsHeena Maqsood AhmadPas encore d'évaluation
- Mba GST Project Report PDFDocument178 pagesMba GST Project Report PDFVansh Raj GautamPas encore d'évaluation
- Kings Cross Walking TourDocument2 pagesKings Cross Walking TourAinhoa FernándezPas encore d'évaluation
- This Is A Story Like An IdiotDocument6 pagesThis Is A Story Like An IdiotD. LucyPas encore d'évaluation
- 1502 HOBAS PipeLine Railway JackingDocument12 pages1502 HOBAS PipeLine Railway Jackingbaby_osianaPas encore d'évaluation
- CMD PresentationDocument131 pagesCMD PresentationKooroshPas encore d'évaluation
- Department of Civil Engineering: Permanent Way of RailwayDocument40 pagesDepartment of Civil Engineering: Permanent Way of RailwayFarooq AhmedPas encore d'évaluation
- Static Drives PDFDocument65 pagesStatic Drives PDFVenuPas encore d'évaluation
- Time Speed and Distance Questions With Answers Free PDF For Ibps PoDocument7 pagesTime Speed and Distance Questions With Answers Free PDF For Ibps PoHimanshi KaulPas encore d'évaluation
- DC2RVA SEHSR Final Basis of Design 02-24-2015 PDFDocument105 pagesDC2RVA SEHSR Final Basis of Design 02-24-2015 PDFdiablopapanatasPas encore d'évaluation
- (Griffin, G Edward) The Creature From Jekyll Island (3rd Ed., 7th Printing, 1998)Document315 pages(Griffin, G Edward) The Creature From Jekyll Island (3rd Ed., 7th Printing, 1998)Shakey Mclovin100% (17)
- TriMet Design - Criteria - 10.2Document564 pagesTriMet Design - Criteria - 10.2ollie99100% (1)
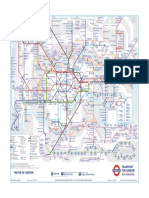
- Mappa Metro LondraDocument1 pageMappa Metro LondraVitt GiovPas encore d'évaluation
- Horno RATIONAL Brochure - AccessoriesDocument24 pagesHorno RATIONAL Brochure - AccessoriesJosue QuirozPas encore d'évaluation
- Unit 6 - Design Criteria For Highway and RailwaysDocument10 pagesUnit 6 - Design Criteria For Highway and RailwaysJoshua John Julio33% (3)
- Progress Report-Light-RailDocument117 pagesProgress Report-Light-RailLloyd MariPas encore d'évaluation
- Method Statement - Erection of Secondary TrussDocument2 pagesMethod Statement - Erection of Secondary TrussAli WaqasPas encore d'évaluation
- T&D1Document125 pagesT&D1Lian Chen FbpPas encore d'évaluation
- Bridge Design Capability StatementDocument4 pagesBridge Design Capability StatementTata Steel ProjectsPas encore d'évaluation
- Irctc LTD.: Retail Equity ResearchDocument8 pagesIrctc LTD.: Retail Equity ResearchPaul AlappattPas encore d'évaluation