Vous aimerez peut-être aussi
- Production of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Document19 pagesProduction of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Joe Wong100% (1)
- Gpa 2002 LNGDocument19 pagesGpa 2002 LNGHoàng KakaPas encore d'évaluation
- Accepted Manuscript: Applied Thermal EngineeringDocument32 pagesAccepted Manuscript: Applied Thermal Engineeringbook khanPas encore d'évaluation
- LNG Reliquefaction Systems2Document14 pagesLNG Reliquefaction Systems2123habib123fikriPas encore d'évaluation
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861Pas encore d'évaluation
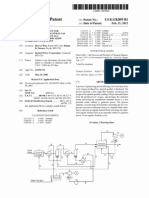
- United States Patent (10) Patent No.: US 8,118,895 B1Document4 pagesUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiPas encore d'évaluation
- Comparison of Three Methods For Natural Gas DehydrationDocument6 pagesComparison of Three Methods For Natural Gas Dehydrationalbert_ben13Pas encore d'évaluation
- Benefits of Integrating NGL Extraction and LNG RecoveryDocument8 pagesBenefits of Integrating NGL Extraction and LNG RecoveryEdgar HuancaPas encore d'évaluation
- Maximize LPG Recovery From Fuel GasDocument4 pagesMaximize LPG Recovery From Fuel GasAhmed SeliemPas encore d'évaluation
- Process Selection of Natural Gas Recovery UnitDocument25 pagesProcess Selection of Natural Gas Recovery Unitalexalek200050% (2)
- Boil-Off Gas Handling Onboard LNG Fuelled ShipsDocument6 pagesBoil-Off Gas Handling Onboard LNG Fuelled ShipsPutu Indra Mahatrisna100% (1)
- Processes and Pump Services in The LNG Industry: by David A. Coyle and Vinod PatelDocument7 pagesProcesses and Pump Services in The LNG Industry: by David A. Coyle and Vinod PatelhwdyangPas encore d'évaluation
- Kg-Tower ManualDocument5 pagesKg-Tower ManualJohnny50% (2)
- Liquified Natural Gas TechnologyDocument14 pagesLiquified Natural Gas Technologyabkafaru67% (3)
- LNG NGL IntegrationDocument16 pagesLNG NGL IntegrationSubhransu BandyopadhyayPas encore d'évaluation
- Design and Optimization of LNG PlantsDocument10 pagesDesign and Optimization of LNG PlantssksiddiquePas encore d'évaluation
- NLG LPG RecoveryDocument14 pagesNLG LPG RecoveryEdgar HuancaPas encore d'évaluation
- Overview of Gas-Handling FacilitiesDocument6 pagesOverview of Gas-Handling FacilitiesMatthew AdeyinkaPas encore d'évaluation
- United States Patent (19) : Primary Examiner-Herbcrt Levine (54) Main Column Separation of FCCDocument7 pagesUnited States Patent (19) : Primary Examiner-Herbcrt Levine (54) Main Column Separation of FCCDuy Thanh NguyễnPas encore d'évaluation
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Document6 pagesUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiPas encore d'évaluation
- Coming Out of The Ice Age - BASF Durasorb Cryo-HRUDocument11 pagesComing Out of The Ice Age - BASF Durasorb Cryo-HRULiu YangtzePas encore d'évaluation
- Patente 10Document26 pagesPatente 10Laura GarciaPas encore d'évaluation
- Advanced Gas Processing: A. Shahsavand A. Shahsavand A. Shahsavand A. ShahsavandDocument47 pagesAdvanced Gas Processing: A. Shahsavand A. Shahsavand A. Shahsavand A. Shahsavandgad480Pas encore d'évaluation
- Gas Refining and ProcessingDocument8 pagesGas Refining and ProcessingIbrahim DewaliPas encore d'évaluation
- Natural Gas Combined CycleDocument4 pagesNatural Gas Combined CyclesadayPas encore d'évaluation
- Cyro 17Document31 pagesCyro 17MALIK ZARYABBABARPas encore d'évaluation
- Fluor LNGRegasificationUtilizationDocument20 pagesFluor LNGRegasificationUtilizationMahesh DivakarPas encore d'évaluation
- Krishna Sie FPT 2000Document33 pagesKrishna Sie FPT 2000Chia Sheng WuPas encore d'évaluation
- M16 - Hydrocarbon RecoveryDocument40 pagesM16 - Hydrocarbon Recoveryhoghost123Pas encore d'évaluation
- Costs of Energy Lost During The LNG Regasification at Świnoujście TerminalDocument9 pagesCosts of Energy Lost During The LNG Regasification at Świnoujście TerminalGEOLINKS International Conference 2019Pas encore d'évaluation
- Iliuta Et al-2013-AIChE JournalDocument14 pagesIliuta Et al-2013-AIChE JournalJuan Pa GuerreroPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2010/0243521 A1Document14 pagesPatent Application Publication (10) Pub. No.: US 2010/0243521 A1xyz7890Pas encore d'évaluation
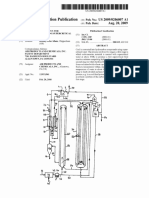
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaPas encore d'évaluation
- V.E.1 Combined Reverse-Brayton Joule Thompson Hydrogen Liquefaction CycleDocument3 pagesV.E.1 Combined Reverse-Brayton Joule Thompson Hydrogen Liquefaction CycleMohamed RadwanPas encore d'évaluation
- Coker Meyers QInd IIDocument57 pagesCoker Meyers QInd IIAusten83790% (1)
- Economic Analysis of Two Stage Dual Fluid AbsorptiDocument32 pagesEconomic Analysis of Two Stage Dual Fluid AbsorptiSofia NadilaPas encore d'évaluation
- Innovations To Reduce Cost and Schedule For Small-Scale LNG: J. Voda, F. Chen and A. GarciaDocument5 pagesInnovations To Reduce Cost and Schedule For Small-Scale LNG: J. Voda, F. Chen and A. GarciadevakimdPas encore d'évaluation
- UntitledDocument27 pagesUntitledApitrat NutagamaPas encore d'évaluation
- Development of Type 2 Solution Transportation Absorption System For Utilizing LNG Cold EnergyDocument8 pagesDevelopment of Type 2 Solution Transportation Absorption System For Utilizing LNG Cold EnergyDuyên LêPas encore d'évaluation
- Optimal Cryogenic Processes For Nitrogen Rejection From Natural GasDocument19 pagesOptimal Cryogenic Processes For Nitrogen Rejection From Natural Gasmuhammadtaha34xPas encore d'évaluation
- CO2 Removal From Synthetic Natural Gas For City Gas Use PDFDocument6 pagesCO2 Removal From Synthetic Natural Gas For City Gas Use PDFHassan HassanpourPas encore d'évaluation
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0307789 A1Document9 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0307789 A1nangkarak8201Pas encore d'évaluation
- LNG - Storage - Tank - Rollover PDFDocument7 pagesLNG - Storage - Tank - Rollover PDFchemsac20% (1)
- US5969160 Post Reactor Neste 1998Document4 pagesUS5969160 Post Reactor Neste 1998daraj darajPas encore d'évaluation
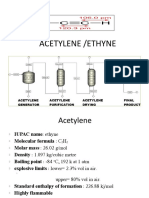
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarPas encore d'évaluation
- Cryogenic ProcessDocument25 pagesCryogenic Processmohamed100% (2)
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1Document27 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1edwinPas encore d'évaluation
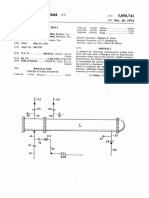
- Us3850741 PDFDocument6 pagesUs3850741 PDFGandhi YellapuPas encore d'évaluation
- Cold Storage Uses LNG - Design StudyDocument10 pagesCold Storage Uses LNG - Design StudyRatri IrawantiPas encore d'évaluation
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsD'EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerPas encore d'évaluation
- Gas Sweetening and Processing Field ManualD'EverandGas Sweetening and Processing Field ManualÉvaluation : 4 sur 5 étoiles4/5 (7)
- Process Intensification for Sustainable Energy ConversionD'EverandProcess Intensification for Sustainable Energy ConversionPas encore d'évaluation
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- Constant Head Permeability Test in Sand: University of Texas at ArlingtonDocument8 pagesConstant Head Permeability Test in Sand: University of Texas at ArlingtonSalihin MasriPas encore d'évaluation
- Appendices Expt 4Document5 pagesAppendices Expt 4JCAdlawanPas encore d'évaluation
- Calculation of NM3 - HR and SM3 - HR Gas Flow - EnggcyclopediaDocument4 pagesCalculation of NM3 - HR and SM3 - HR Gas Flow - EnggcyclopediasgrsthPas encore d'évaluation
- R452A TABLA Presión-TemperaturaDocument5 pagesR452A TABLA Presión-TemperaturaJose Ortuño MartínPas encore d'évaluation
- Energy Losses in Bends - : Experiment No. - 09Document7 pagesEnergy Losses in Bends - : Experiment No. - 09John Michael Menoza ZapantaPas encore d'évaluation
- Masterflex PS Tubing PDFDocument2 pagesMasterflex PS Tubing PDFAnonymous 1oWzM3Pas encore d'évaluation
- Med Brine Treatment For Geothermal Injection: AuthorsDocument10 pagesMed Brine Treatment For Geothermal Injection: AuthorsassurendranPas encore d'évaluation
- Atmospheric Pressure - Wikipedia, The Free EncyclopediaDocument9 pagesAtmospheric Pressure - Wikipedia, The Free Encyclopediaelvi anggiovennyPas encore d'évaluation
- Xxxil-The Synthesis: Ammonia Irii, 9HDocument4 pagesXxxil-The Synthesis: Ammonia Irii, 9HKundanPas encore d'évaluation
- Water Balance & Sources of Wastewater in Sugar Mill & RefineryDocument20 pagesWater Balance & Sources of Wastewater in Sugar Mill & RefineryArun Gupta0% (1)
- Important Hydraulic Structures Water Supply AND Distribution SystemDocument15 pagesImportant Hydraulic Structures Water Supply AND Distribution SystemMia ListaPas encore d'évaluation
- Environmental Unit 2. Journal Report.. With ChangesDocument22 pagesEnvironmental Unit 2. Journal Report.. With Changeskimosabeebinladin86% (7)
- Module-67CDocument67 pagesModule-67CRamanarayan SankritiPas encore d'évaluation
- Science 10 - Week 28Document4 pagesScience 10 - Week 28Mira VeranoPas encore d'évaluation
- Basic Process Design Requirements and CriteriaDocument23 pagesBasic Process Design Requirements and CriteriaNguyen Anh Tung100% (1)
- Line Sizing Criteria ConDocument6 pagesLine Sizing Criteria Conanhhung80Pas encore d'évaluation
- Module 1 Pneumatics SystemDocument11 pagesModule 1 Pneumatics SystemIvy Totanes TaborPas encore d'évaluation
- Down Time November 1 2023Document314 pagesDown Time November 1 2023erika espinosaPas encore d'évaluation
- Air Separation Rev 01 WebDocument22 pagesAir Separation Rev 01 Webaizatmarican33% (3)
- EUROWATER Filtration Water LeafletDocument8 pagesEUROWATER Filtration Water LeafletAhmed Essam El-DinPas encore d'évaluation
- Problems On Fluid PropertiesDocument1 pageProblems On Fluid PropertiesTOOBA KHALILPas encore d'évaluation
- P&ID - dwg-01.02 Rev-3 Final Model PDFDocument3 pagesP&ID - dwg-01.02 Rev-3 Final Model PDFSurendra Kumar SumanPas encore d'évaluation
- Grade 10 Fourth Quarter ExamDocument2 pagesGrade 10 Fourth Quarter Examnina lykka calaraPas encore d'évaluation
- Correcc X Visc PDFDocument7 pagesCorrecc X Visc PDFRobertoOrtegaHernandezPas encore d'évaluation
- Group Assignment IVDocument5 pagesGroup Assignment IVpickycatyPas encore d'évaluation
- Talli Utama SDN - BHD: (C/W Cylinder & Valve)Document1 pageTalli Utama SDN - BHD: (C/W Cylinder & Valve)Hafiz ZabidiPas encore d'évaluation
- ASEAN Maintanance Repair and Overhaul - MRO - Catalogue - 92 PDFDocument1 pageASEAN Maintanance Repair and Overhaul - MRO - Catalogue - 92 PDFANDRESPas encore d'évaluation
- Environmental Engineering - Lecture Notes, Study Material and Important Questions, AnswersDocument15 pagesEnvironmental Engineering - Lecture Notes, Study Material and Important Questions, AnswersM.V. TVPas encore d'évaluation
- Laporan Akhir - K-068-020-FD - Hernanda FebrianDocument18 pagesLaporan Akhir - K-068-020-FD - Hernanda FebrianDimas Bayu DarmawanPas encore d'évaluation
- Thesis ReportDocument106 pagesThesis ReportMuhammad HaseebPas encore d'évaluation